|
|
PRESS RELEASE | NASDAQ: IPX | ASX: IPX
June 4, 2026
|
IPERIONX TITAN DFS CONFIRMS HIGH-RETURN U.S. RARE EARTHS AND CRITICAL MINERALS PROJECT
U.S. Government supported Definitive Feasibility Study delivers US$813 million after-tax NPV8, 39% IRR and US$1.9 billion after-tax free cash flow from an initial 14-year mine plan producing heavy rare earth concentrate, titanium minerals and zircon in Tennessee, U.S.A.
|
IperionX Limited (NASDAQ: IPX, ASX: IPX) (IperionX or Company) is pleased to announce the results of the Definitive Feasibility Study (DFS or Study)
for the Company’s 100%-owned Titan Critical Minerals Project (Titan or Project), located near Camden, Tennessee, United States.
The DFS confirms Titan as a large-scale, technically robust and high-return critical minerals project designed to produce titanium, zircon and a heavy rare earth concentrate from a single
domestic resource in the United States. The Study underpins an initial 14-year mine plan based entirely on Proved and Probable Ore Reserves, with no Inferred Mineral Resources included in the Production Target.
|
| ■ |
Compelling after-tax returns: DFS delivers after-tax NPV8 of US$813 million, after-tax IRR of 39% and an
after-tax payback period of 3.6 years
|
||
| ■ |
Significant
cash generation: Forecast life-of-mine EBITDA of US$2.8 billion and after-tax free cash flow of US$1.9 billion over an initial 14-year mine plan
|
||
| ■ |
Capital-efficient staged
development: Phase 1 development capital of US$228.1 million and Phase
2 incremental capital of US$153.2 million, for total development capital of US$381.3 million
|
||
|
■
|
Strong
scale-up to Phase 2 cash flow: Phase 2 forecast average annual EBITDA of US$226 million and average annual after-tax free cash flow of US$172 million.
|
||
|
■
|
Maiden
Ore Reserve: Reserves of 117 million tons at 3.2% THM, containing 3.7 million tons THM, with approximately 80% of Ore Reserves classified as Proved
|
||
|
■
|
High-value critical mineral
products: Multi-critical mineral platform for American supply-chains
from a single domestic resource base, including rare earths, titanium minerals and zircon. Phase 2 annual production forecast of approximately 5,287 tpa HREC (Heavy Rare Earth Concentrate), 118,658 tpa ilmenite, 24,656 tpa rutile and
65,668 tpa zircon concentrate
|
||
|
■
|
Heavy rare earth leverage: Titan HREC contains strategically important heavy rare earths dysprosium, terbium
and yttrium (Dy, Tb, Y) and other heavy rare earth elements representing a large share of HREC basket value. The heavy rare earths are vital for U.S. supply chains for high-performance magnets, defense, advanced ceramics, aerospace,
and semiconductor applications
|
||
|
■
|
Titanium and zircon critical
minerals: Titan is positioned as a near-term, U.S.-based critical
minerals platform for titanium and zircon critical minerals for downstream domestic metal production
|
||
|
■
|
Simple,
modular execution pathway: Titan is a near-surface, free-dig mineral sands development with no blasting or hard-rock crushing, using industry standard wet concentration, flotation and dry mineral separation
|
||
|
■
|
U.S.
infrastructure advantage: Titan Project is located in west Tennessee near road, rail, barge, power, water and gas infrastructure, with access to an established regional industrial workforce
|
||
|
■
|
U.S.
Government-supported DFS pathway: The DFS was supported under U.S. Government IBAS-related funding, reinforcing Titan’s strategic relevance to resilient domestic critical minerals and titanium supply chains for defense,
aerospace, advanced manufacturing, energy and robotics
|
||
|
■
|
Strategic
U.S. minerals-to-metals platform: Titan is positioned to underpin domestic critical mineral feedstock for U.S. heavy rare earth, titanium, zirconium and advanced materials supply chains, while complementing IperionX’s
downstream titanium metal technologies and Virginia manufacturing platform
|
||
|
Tennessee
|
Utah
|
||
|
1092 Confroy Drive
South Boston, VA 24592
|
279 West Main Street
Camden, TN 38320
|
1782 W 2300 S
West Valley City, UT 84119
|
|
|
IperionX Limited ABN 84 618 935 372
|
|||
IperionX CEO Taso Arima said:
“The Titan DFS confirms Titan as one of the most compelling, shovel-ready rare earth and critical minerals development opportunities in the United States.
The investment case is powerful: an after-tax NPV8 of US$813 million, after-tax IRR of 39.4%, US$1.9 billion of after-tax free cash flow and a 3.6-year payback. These outcomes are underpinned by key mine-area permits already in place, a Proved
and Probable Ore Reserve base, a modular staged development pathway, conventional mineral sands processing, established infrastructure and a premier U.S. critical minerals jurisdiction.
What makes Titan exceptional is the combination of strong economics, multi-critical-mineral diversity and direct relevance to U.S. supply-chain security. Titan is designed to produce a heavy rare earth concentrate enriched in dysprosium, terbium
and yttrium, together with titanium minerals and zircon concentrate. These are critical feedstocks for high-performance permanent magnets, aerospace and defense systems, semiconductors, thermal barrier coatings, nuclear materials, zirconium and
hafnium pathways, advanced ceramics and next-generation manufacturing.
Titan is the leading asset of Tennessee’s Big Sandy Critical Minerals Province — a large-scale, high-grade U.S. critical minerals system with the potential to become the largest domestic source of heavy rare earths, titanium and zircon minerals.
For IperionX, Titan is the cornerstone asset for an integrated U.S. critical minerals-to-metals strategy, connecting Tennessee rare earth and critical mineral feedstocks with downstream rare earth processing, permanent magnets, titanium metal
production and American advanced manufacturing.
Our objective is clear: to build a resilient, scalable and domestic critical minerals-to-metals platform that strengthens America’s defense industrial base, reduces reliance on foreign-controlled supply chains and creates long-term value for
IperionX shareholders.”
A copy of the Technical Report Summary (TRS), including Mineral Resources and Mineral Reserves reported for the Titan deposit using the definitions in Regulation S-K 1300 (S-K
1300), under Item 1300 promulgated by the US Securities and Exchange Commission (SEC) can be accessed here.
For further information and enquiries please contact:
info@iperionx.com
+1 980 237 8900
2
3

4

Figure 1: Key metrics from Titan DFS.
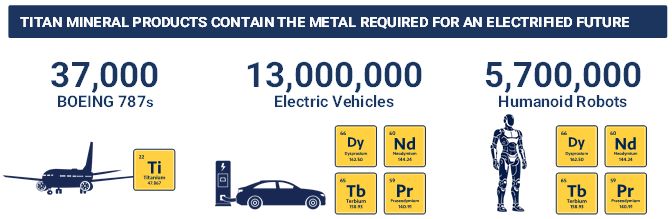
Figure 2: Titan's projected LOM production of ilmenite and rutile and HREC are estimated to contain sufficient titanium and NdPr- material to support the
production of ~37,000 Boeing 787s, ~13 million electric vehicles, and ~5.7 million humanoid robots1.
1 Figures shown are rounded. Based on Titan’s annual Phase 2 projected and LOM projected
production of titanium in ilmenite and rutile, and NdPr in HREC oxides. IPX estimates for material intensities for various end-use applications. Sources: Adamas Intelligence; Benchmark Minerals; ORNL; DoE; MDPI Minerals 2023, 13, 1274; Resources,
Conservation & Recycling (2025) 107966
5
|
METRIC
|
UNIT
|
PHASE 1
|
PHASE 2
|
|
|
Mine life
|
Years
|
1-4
|
5-14
|
|
|
Annual ore feed
|
Mt pa
|
3.5
|
10
|
|
|
Ore and waste
|
Mt
|
117.0 Mt ore; 95.6 Mt waste (strip ratio: 0.82)
|
||
|
Total development capital
|
US$
|
$228.1M
|
$153.2M
|
|
|
Operating costs
|
US$/t ore
|
$13.31
|
$10.57
|
|
|
Total LOM EBITDA
|
US$
|
$2.8B
|
||
|
Total after-tax free cash flow
|
US$
|
$1.9B
|
||
|
Phase 2 avg. annual EBITDA
|
US$ pa
|
$226M
|
||
|
Phase 2 avg. annual after-tax FCF
|
US$ pa
|
$172M
|
||
|
After-tax NPV8
|
US$
|
$813M
|
||
|
After-tax IRR
|
%
|
39.4%
|
||
|
After-tax payback period
|
Years
|
3.6
|
||
|
Phase 2 annual production
|
tpa
|
HREC: 5,287
|
||
|
Ilmenite: 118,658
|
||||
|
Rutile: 24,656
|
||||
|
Zircon concentrate.: 65,668
|
||||
Table 1: Summary DFS metrics1.
1 Units throughout the DFS are stated in metric tons
6

7
Titan Project Overview
The Titan Critical Minerals Project is IperionX’s flagship U.S. critical minerals development, located in west Tennessee approximately 80 miles west of Nashville, near the town of Camden. Titan
benefits from an established industrial setting with access to road, rail and barge logistics, power, water, gas infrastructure and a skilled regional workforce.
The Definitive Feasibility Study (DFS) confirms Titan as a large-scale, shovel-ready U.S. critical minerals asset with compelling project economics, a diversified multi-product revenue base and a
conventional execution pathway. The project is designed to produce heavy rare earth concentrate, titanium minerals and zircon concentrate from the McNairy Formation within the Big Sandy Critical Minerals Province.
IperionX commenced exploration at Titan in 2020 and has advanced the project through resource definition, technical studies, permitting and now completion of the DFS. The DFS was supported by U.S.
Government Industrial Base Analysis and Sustainment-related funding, with approximately US$5 million allocated to accelerate Titan to feasibility-study status within IperionX’s broader U.S. minerals-to-metals critical supply chain development
program.
The DFS evaluates an initial 14-year mine plan and staged processing strategy. At Phase 2 run-rate, Titan is forecast to produce approximately 5,287 tpa of heavy rare
earth concentrate (HREC), 118,658 tpa of ilmenite, 24,656 tpa of rutile and 65,668 tpa of zircon concentrate.
Titan’s development plan is modular and staged. Phase 1 is designed for the initial four years of operations, followed by a scale-up to Phase 2 for the remaining ten years. The process route is
conventional and scalable, using contractor excavator-and-truck mining, ROM ore conveying, wet concentration, rare earth mineral flotation, dry mineral separation and progressive backfill.
The DFS demonstrates strong financial outcomes, with an after-tax NPV8 of US$813 million, an after-tax IRR of 39.4%,
total life-of-mine EBITDA of US$2.8 billion and total after-tax free cash flow of approximately US$1.93 billion. Phase 1 development capital is estimated at US$228.1 million, with Phase 2 incremental capital of US$153.2 million, for total development capital of US$381.3 million.
Titan is more than a mineral sands project. It is a differentiated U.S. critical minerals platform with exposure to three strategic product streams from a single domestic resource base. Its heavy rare
earth concentrate is enriched in yttrium, dysprosium and terbium — materials required for high-temperature magnets, advanced ceramics, radar, semiconductor equipment, aerospace and defense systems. Its titanium and zircon product streams extend
Titan’s relevance into U.S. defense, energy, aerospace, nuclear, robotics and advanced manufacturing supply chains.
This combination of scale, permitting, infrastructure, conventional processing and strategic product exposure positions Titan as one of the most actionable near-term U.S. critical minerals projects
capable of addressing multiple supply chain gaps from a single domestic source.
Strategic Importance to the U.S.
Titan is positioned as a cornerstone U.S. critical minerals project because it combines four attributes rarely found in one domestic mineral resource base.
First, Titan has a near-term development pathway in the United States, with key permits already in place. Second, it is designed to produce a heavy rare earth concentrate containing strategically
scarce yttrium, dysprosium and terbium. Third, it provides meaningful titanium and zircon mineral streams that are relevant to defense, aerospace, nuclear and advanced manufacturing supply chains. Fourth, it is based on a staged, lower-risk
development plan using conventional mineral sands processing methods.
The United States is actively rebuilding rare earth separation, metal, alloy and magnet manufacturing capacity. However, those midstream and downstream investments require secure upstream feedstock.
Titan directly targets this missing domestic feedstock node by providing a U.S.-based source of heavy rare earth concentrate while also supplying titanium minerals and zircon concentrate into markets that are exposed to foreign concentration and
supply chain disruption.
8
Titan is not a single-product project. It is a multi-critical-mineral industrial platform.
Titan’s permitting and execution position is a major competitive advantage. The project is located in an established industrial corridor, with key mine area permits already in place and access to
road, rail, barge, power, water and gas infrastructure. This execution setting differentiates Titan from many remote or earlier-stage critical mineral developments that require substantial greenfield infrastructure, long permitting pathways and
higher logistics complexity.
Titan’s product suite is also directly aligned with some of the most important material requirements of the U.S. defense industrial base. Through one domestic mineral platform, Titan has the potential
to support American supply chains for rare earth magnets, advanced ceramics, propulsion materials, refractory inputs and lightweight structural alloys.
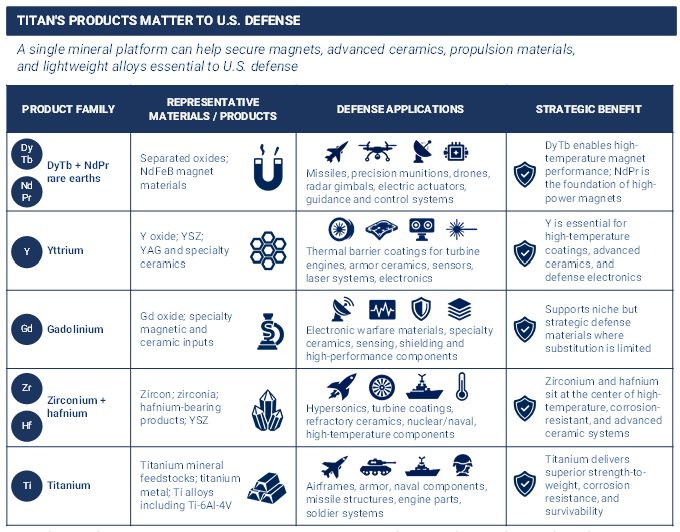
Figure 3: Titan's products map to defense magnets, advanced ceramics, propulsion materials, and lightweight alloys.
Dysprosium, terbium and neodymium-praseodymium rare earths are essential to high-performance permanent magnets used in missiles, precision munitions, unmanned systems, radar platforms, electric
actuators, guidance systems and other mission-critical defense technologies. Yttrium, gadolinium, zirconium, hafnium and titanium materials support applications ranging from turbine thermal barrier coatings, armor ceramics and electronic warfare
systems to hypersonics, naval components, airframes, missile structures, engine parts and soldier systems.
9
Collectively, these materials occupy high-value positions in platforms where performance requirements are demanding, substitution is limited and secure domestic supply is increasingly strategic.
Titan therefore represents a rare combination: a near-term U.S. development project with strong financial returns and key permits already in place, conventional execution, and direct relevance to
multiple strategic supply chains. Titan offers leverage to a diversified critical minerals platform with compelling economics, staged capital intensity and strong alignment with U.S. industrial policy, defense resilience and the reshoring of
advanced manufacturing.
Titan’s relevance extends beyond defense into the next generation of physical AI, including humanoid robotics, factory automation and advanced manufacturing. Humanoid robots will require high-torque,
high-efficiency magnets for actuators, motors, hands and joints; titanium-based materials for lightweight frames, limbs and structural components; specialty rare earths and ceramics for sensors, optics, chips and electronics. As robotics demand
scales, Titan’s broader suite of magnets, metals and ceramic feedstocks positions the company at the intersection of national security, industrial automation and American supply-chain resilience.
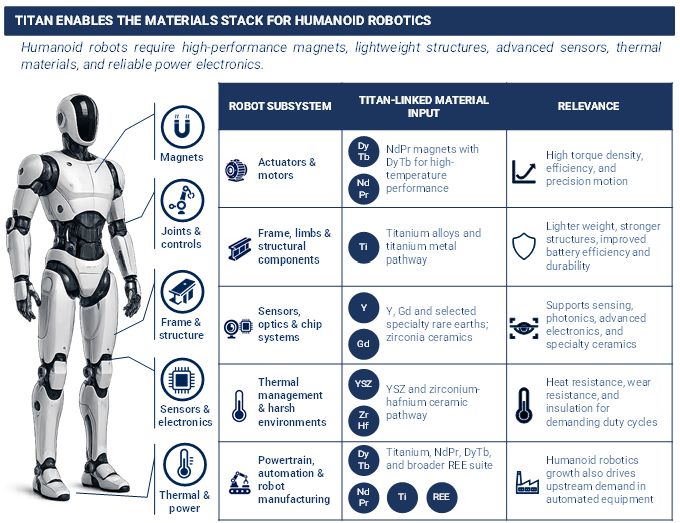
Figure 4: Titan enables the materials stack for humanoid robotics and physical AI.
Rare Earths Overview
Rare earths are a group of 17 elements comprising the 15 lanthanides, plus scandium and yttrium. Although rare earths are not necessarily scarce in the earth’s crust, the economically recoverable
heavy rare earth elements — particularly dysprosium, terbium and yttrium — are geologically scarce and strategically valuable.
Their importance is driven by properties that are difficult to substitute: exceptional magnetic strength, high-temperature stability, optical performance, catalytic activity, plasma resistance and
durability in harsh operating environments. For U.S. defense and advanced industry, the most strategically important rare earths are concentrated in a small subset:
10
| • |
Neodymium and praseodymium are the foundation of high-power NdFeB permanent magnets.
|
| • |
Dysprosium and terbium enable those magnets to maintain coercivity and performance at elevated temperatures, which is essential for missiles, aircraft, electric drives,
drones, robotics, naval systems, actuators and harsh-environment industrial equipment.
|
| • |
Yttrium is a high-impact heavy rare earth used in yttria-stabilized zirconia thermal barrier coatings, YAG lasers, YIG microwave components, plasma etch chamber coatings,
advanced ceramics, specialty electronics and semiconductor manufacturing equipment.
|
The supply-chain risk is structural. China dominates major stages of the rare earth system, including mining, cracking, separation, metallization and sintered magnet manufacturing. Heavy rare earth
exposure is even more acute because global dysprosium and terbium supply has relied heavily on Myanmar-origin feedstock processed through China, while U.S. heavy rare earth and yttrium supply remains highly import-dependent.
The result is a direct vulnerability for U.S. defense, aerospace, automotive, semiconductor, energy and robotics supply chains.
This is what makes Titan strategically differentiated. Titan is not simply another light rare earth project. It is designed to produce a U.S.-sourced heavy rare earth concentrate enriched in
dysprosium, terbium and yttrium from monazite- and xenotime-bearing mineral sands. That positions Titan as a potential upstream feedstock node for the U.S. mine-to-magnet, semiconductor and advanced materials supply chains now being rebuilt with
U.S. Government support.
U.S. Rare Earth Supply Chain
The United States is actively reshoring rare earth separation, metal, alloy and permanent magnet manufacturing capacity. Federal support has been directed across multiple downstream and midstream
projects, including MP Materials, Lynas USA, E-VAC, Noveon Magnetics, TDA Magnetics, Vulcan Elements and ReElement Technologies.
This downstream investment is strategically important, but it does not solve the entire supply-chain problem. Separation plants, metal makers, alloy producers and magnet manufacturers require secure,
qualified and scalable upstream feedstock. Without a U.S.-based, heavy-rare-earth-rich resource, domestic magnet and semiconductor supply chains remain exposed to imported dysprosium, terbium and yttrium.
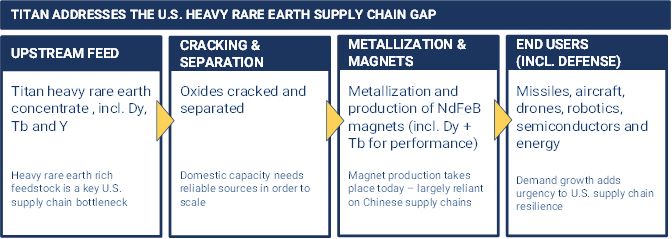
Figure 5: Titan addresses the upstream feedstock bottleneck in the U.S. rare earth supply chain by providing a potential domestic source of monazite- and
xenotime-bearing heavy rare earth concentrate.
11
The largest current U.S. rare earth mine, MP Materials’ Mountain Pass operation, is a globally important light rare earth bastnaesite deposit. However, Mountain Pass is not a material domestic source
of the heavy rare earths most constrained in U.S. supply chains. Its ores contain only trace amounts of dysprosium, terbium and yttrium.
Titan is differentiated by mineralogy. Its monazite- and xenotime-bearing mineral sands are designed to produce a heavy rare earth concentrate enriched in yttrium, dysprosium and terbium, while also
containing neodymium and praseodymium for permanent magnet supply chains.
Titan fills a different role: a U.S. mineral resource capable of feeding the separation, metal, alloy and magnet investments the United States is already building.
The U.S. requirement for rare earths now extends well beyond electric vehicles and wind turbines. High-performance magnets are embedded in precision actuators, drones, satellites, missile systems,
radar platforms, shipboard systems, EV drivetrains, industrial automation and humanoid robots. Yttrium and other specialty rare earths extend Titan’s relevance into semiconductors, lasers, photonics, microwave components, advanced ceramics and
thermal barrier coatings.
In practical terms, modern defense systems and physical AI platforms will need minerals, magnets and metals — not just software.
China’s use of rare earths as a strategic lever is no longer hypothetical. The 2010 China-Japan dispute demonstrated rare earth leverage, and China’s 2025 export controls on medium and heavy rare
earths and related magnet materials showed how quickly non-China manufacturers can face licensing risk, shortages and price dislocation. The U.S. response cannot be limited to downstream subsidies. It must also secure the upstream heavy rare earth
feedstock that makes downstream capacity viable.
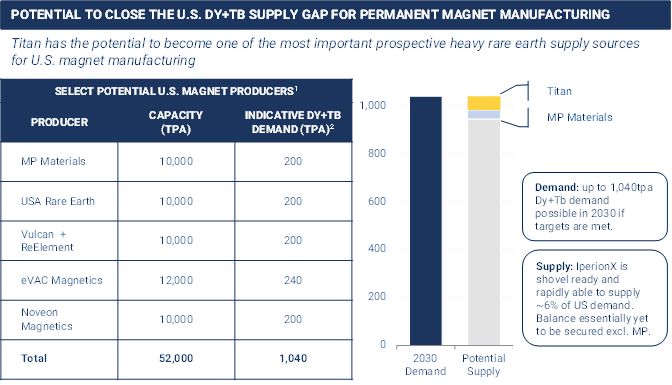
Figure 6: Illustrative Dy/Tb supply versus selected U.S. NdFeB magnet manufacturing deman1,2,3.
1 Source: Public press releases. Capacity represents targeted nameplate run-rates with
commissioning/completion targets beginning in 2027/2028/2029.
2 Illustrative Dy+Tb demand potential based on an assumed 2% Dy+Tb material intensity for magnet
making. Actual material intensity in magnet-making varies depending on product.
3 See ‘Endnote 1’ - peer comparison material assumptions, page 22.
12
Titan is one of the most actionable near-term U.S. development options to address that gap. It combines a domestic resource base, existing permits, established logistics, conventional mineral sands
processing and a heavy rare earth concentrate product designed around the materials most constrained in the U.S. supply chain.
|
SUPPLY-CHAIN NODE
|
U.S. ACTIVITY
|
STRATEGIC GAP
|
TITAN RELEVANCE
|
||||
|
Primary mining / concentrate
|
MP Materials Mountain Pass; IperionX Titan HREC
|
Mountain Pass is light rare earth dominant; U.S. lacks domestic heavy rare earth feedstock
|
Titan is positioned as a U.S. source of HREC enriched in Dy, Tb and Y
|
||||
|
Rare earth separation
|
MP Materials; Lynas USA; Energy Fuels White Mesa pathway
|
Separation capacity requires qualified, scalable feedstock
|
Titan may provide domestic monazite / xenotime-bearing feedstock
|
||||
|
Metallization / alloys
|
Vulcan Elements; E-VAC; MP Materials
|
Metal and alloy capacity needs separated oxides, including Dy/Tb for defense-grade magnets
|
Titan can support upstream feedstock security for downstream metals and alloy production
|
||||
|
Magnet manufacturing
|
E-VAC, Noveon, TDA, MP Materials 10X, Vulcan
|
High-temperature NdFeB magnets require reliable Dy/Tb supply
|
Titan targets the heavy rare earth bottleneck required for high-performance magnets
|
||||
|
Recycling and secondary recovery
|
ReElement, other recyclers
|
Valuable but not a substitute for mine-scale primary supply
|
Titan has the potential to provide primary supply that can complement recycling and circular supply chains
|
Table 2: Titan’s role across the U.S. rare earth supply chain.
|
REPRESENTATIVE U.S.
COMPANY
|
RELEVANT PLATFORMS
|
WHY RARE EARTH MAGNETS OR HREE MATTER
|
|||
|
Lockheed Martin
|
F-35, missiles, space systems
|
Permanent magnets support motors, actuators, sensors and other compact high-power-density systems; Dy/Tb support high-temperature magnet performance.
|
|||
|
RTX / Raytheon
|
Missiles, radar, air-defense systems
|
Rare earth magnets and yttrium-bearing microwave materials support guidance, actuation, radar and electronic systems.
|
|||
|
Northrop Grumman
|
Autonomous aircraft, defense electronics, space systems
|
Motors, actuators, sensors and payload systems rely on high-performance magnetic materials.
|
|||
|
General Dynamics
|
Nuclear submarines, land systems, defense platforms
|
Permanent magnets are relevant to compact motors, generators, actuators and submarine systems.
|
|||
|
Boeing
|
Aircraft, defense and space platforms
|
Aerospace systems use high-reliability motors, actuators, generators and sensor systems where rare earth magnets can reduce weight and size.
|
|||
|
GE Aerospace
|
Jet engines and aerospace power systems
|
Rare earth magnets support high-density electrical systems; yttrium is critical to thermal barrier coatings.
|
|||
|
GM / Ford
|
EVs and advanced vehicle platforms
|
NdFeB magnets are used in high-efficiency traction motors and automotive actuators; Dy/Tb improve high-temperature performance.
|
|||
|
Tesla
|
EVs, robotics and energy products
|
Permanent magnet motors and robotics systems demand nodes for NdPr and potentially Dy/Tb depending on design.
|
|||
|
Lam Research / Applied Materials
|
Semiconductor manufacturing equipment
|
Yttria coatings are used in plasma etch environments; rare earth magnets are used in equipment subsystems
|
Table 3: Representative U.S. demand for rare earth magnets and HREE/Y materials.
13
Humanoid robots, semiconductor fabs, data centers and automated factories are emerging as new critical-mineral demand centers. They require high-performance magnets for actuators and motors, titanium
and zirconium-bearing materials for lightweight structures and harsh-environment components, yttrium and gadolinium for sensors, optics and specialty ceramics, and thermally robust materials for power electronics and energy infrastructure.
Titan Project's Role in the U.S. Rare Earth Supply Chain
Titan is designed to address the missing upstream resource gap in the U.S. heavy rare earth supply chain.
The DFS forecasts total life-of-mine production of approximately 60,790 tons of HREC, including approximately 5,287 tpa at full Phase 2 run-rate. The DFS design-basis HREC is approximately 61.4% TREO
and contains important dysprosium, terbium and yttrium exposure, derived from monazite and xenotime mineralization contained within Titan’s mineral sands.
This mineralogy is fundamentally different from bastnaesite deposits such as Mountain Pass, which is a globally important light rare earth operation, but does not by itself address the heavy rare
earth supply gap. Titan is designed to produce a concentrate with meaningful exposure to the materials that remain most constrained: dysprosium, terbium and yttrium.
At the Phase 2 annual HREC production rate, Titan’s HREC product is forecast to contain approximately:
| • |
48 tpa Dy₂O₃
|
| • |
11 tpa Tb₄O₇
|
| • |
232 tpa Y₂O₃
|
Based on Argus 2026 forecast prices, heavy rare earth elements represent approximately 13% of TREO content by mass, but more than 70% of forecast HREC basket value. This means Titan’s HREC is not just
heavy-rare-earth-bearing; it is heavy-rare-earth-dominant by value. That is a critical distinction for investors and policymakers. Titan’s strategic value is not driven solely by total rare earth tonnage. It is driven by the value, scarcity and
strategic importance of the contained heavy rare earths and yttrium.
Titan is positioned to address one of the most important gaps in the U.S. critical minerals strategy: secure domestic feedstock for heavy rare earth separation, metals, alloys and magnets.
The project combines a U.S. resource base, existing permits, conventional mineral sands processing, established infrastructure and a differentiated HREC product enriched in dysprosium, terbium and
yttrium. This positions Titan as a potential cornerstone upstream feedstock source for U.S. defense, aerospace, semiconductor, robotics and advanced manufacturing supply chains.
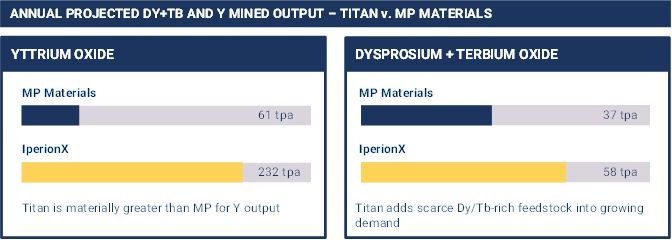
Figure 7: Annual projected Dy+Tb and Y output compared to MP Materials’ Mountain Pass operation1.
1 See Endnote 1 - peer comparison material assumptions,
page 22.
14
|
TITAN HREC ATTRIBUTE
|
DFS-BASED VALUE
|
|
|
HREC production
|
5,287 tpa in Phase 2
|
|
|
TREO grade
|
61.4% TREO
|
|
|
Contained Dy2O3
|
~48 tpa at Phase 2
|
|
|
Contained Tb4O7
|
~11 tpa at Phase 2
|
|
|
Contained Y2O3
|
~232 tpa at Phase 2
|
Table 4: Titan Project heavy rare earth concentrate.
Titanium Overview
Titanium is a strategic metal with a rare combination of high strength-to-weight ratio, corrosion resistance, fatigue performance, heat tolerance and compatibility with demanding aerospace and defense
environments. These properties make titanium essential across airframes, engine-adjacent structures, landing gear, fasteners, armor, naval systems, missiles, satellites, drones, medical devices, energy infrastructure and advanced manufacturing.
For U.S. defense and industrial policy, titanium is not simply another metal. It is a qualification-heavy material embedded in mission-critical platforms where shortages, long lead times or uncertain
provenance can affect readiness, production schedules, platform cost and supply-chain resilience.
The legacy titanium metal supply chain is capital-intensive, energy-intensive and structurally inefficient. Titanium minerals are typically upgraded and chlorinated into titanium tetrachloride,
reduced by magnesium through the Kroll process to produce titanium sponge, melted and re-melted into ingot, converted through forging or rolling into mill products, and then machined into finished components. Each step adds cost, time, yield loss
and qualification complexity. One ton of titanium sponge typically yields only approximately 0.6–0.8 tons of titanium mill product, and after downstream buy-to-fly losses, can result in as little as approximately 0.2 tons of finished titanium
parts.
This inefficiency is a major reason titanium remains expensive and strategically sensitive. It is also why supply-chain control matters. The U.S. no longer produces commercial titanium sponge, leaving
domestic ingot, mill-product, forging and component suppliers reliant on imported sponge, imported scrap and domestic recycled scrap. USGS estimates indicate that the U.S. imported approximately 44,000 tons of titanium sponge and approximately
32,000 tons of titanium scrap in 2025.
The strategic risk is compounded by foreign concentration. Japan, Kazakhstan and Saudi Arabia were leading U.S. titanium sponge import sources through July 2025, while China has become the world’s
dominant producer and consumer of titanium mineral concentrates and has materially expanded across the titanium value chain. Russia and China also remain strategically important global sponge and titanium metal supply-chain actors, creating a
resilience challenge for U.S. defense, aerospace and advanced manufacturing customers.
The U.S. Department of Commerce’s Section 232 titanium sponge investigation found that titanium sponge imports threatened to impair U.S. national security, highlighting that the absence of domestic
sponge production capacity could limit U.S. surge capacity for defense and critical infrastructure needs during a national emergency. That finding remains highly relevant: domestic melting and downstream fabrication capacity do not fully resolve
the vulnerability if the upstream sponge and mineral feedstock inputs remain foreign-dependent.
15
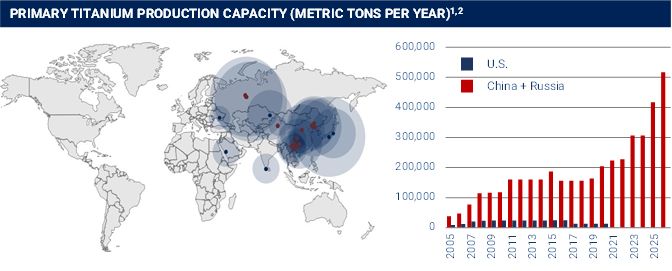
Figure 8: Global primary titanium (sponge) production locations and U.S. capacity vs. China and Russia capacity over time1.
U.S. Titanium Supply Chain
The current U.S. titanium supply chain is fragmented. The United States has world-class aerospace, defense, specialty metals, forging, casting and precision component manufacturing capability.
Domestic companies can convert sponge and scrap into qualified titanium products for aerospace and defense platforms. However, those operations remain structurally dependent on imported sponge and variable scrap availability.
This creates a strategic mismatch. The U.S. has advanced titanium-consuming industries, but lacks secure domestic primary titanium input capacity at commercial scale.
For defense procurement, this matters because titanium alloys are specialty metals embedded across aircraft, missile and space systems, ships, submarines, tanks, weapon systems and ammunition. U.S.
law and DFARS provisions focus on specialty metals melted or produced in the United States or qualifying countries. However, a domestic melt step does not by itself solve the upstream vulnerability. A supply chain that begins with imported sponge
remains exposed to foreign capacity constraints, logistics disruption, price spikes, geopolitical risk and qualification bottlenecks.
The defense exposure is visible in the F-35 supply chain. Public Howmet / Alcoa materials state that titanium bulkheads and titanium material are used to manufacture airframe structures for all three
F-35 variants, including the largest titanium bulkheads for the CTOL variant. This illustrates why titanium supply security is not theoretical: titanium availability, cost and qualification directly affect high-priority aerospace and defense
programs.
|
REPRESENTATIVE U.S.
COMPANY
|
RELEVANT PRODUCTS /
PLATFORMS
|
WHY TITANIUM MATTERS
|
|||
|
Lockheed Martin
|
F-35, missiles, hypersonics, space and rotorcraft systems
|
Titanium supports airframe structures, bulkheads, fasteners and high-strength lightweight components where weight, fatigue life and heat performance matter.
|
|||
|
RTX / Pratt & Whitney / Raytheon
|
Military and commercial engines, missiles, radar and precision systems
|
Titanium is used in engine structures, rotating and static components, housings and missile / aerospace hardware that require strength-to-weight and durability.
|
|||
|
Boeing
|
Military aircraft, commercial aircraft, space systems and rotorcraft
|
Titanium supports airframes, landing gear, pylons, fasteners and composite-compatible structures while reducing weight and improving corrosion resistance.
|
1 U.S. Geological Survey. Locations shown represent titanium sponge production facilities, and
are approximate. List is not exhaustive, but is representative of American vs. RoW capacity. 2026 figures shown are estimates and projections, and Chinese data includes projections for incremental 2026 capacity from Argus Metals.
16
|
REPRESENTATIVE U.S.
COMPANY
|
RELEVANT PRODUCTS /
PLATFORMS
|
WHY TITANIUM MATTERS
|
|||
|
Northrop Grumman
|
B-21, uncrewed aircraft, space and missile systems
|
Titanium enables lightweight, qualified structures and mission-critical components for long-life defense and space platforms.
|
|||
|
General Dynamics
|
Submarines, combat vehicles, munitions and mission systems
|
Titanium provides corrosion resistance, weight reduction and survivability in marine, armor and high-reliability defense applications.
|
|||
|
Huntington Ingalls Industries
|
U.S. Navy ships, submarines and shipyard sustainment
|
Titanium is relevant to seawater-resistant piping, heat exchangers, specialty marine systems and high-integrity naval components.
|
|||
|
GE Aerospace
|
Jet engines and advanced propulsion systems
|
Titanium alloys support compressor and engine-adjacent structures where low weight and high fatigue performance are required.
|
|||
|
Honeywell Aerospace
|
Engines, APUs, avionics-adjacent and thermal systems
|
Titanium supports lightweight engine hardware, thermal management and corrosion-resistant aerospace components.
|
|||
|
Howmet Aerospace
|
F-35 bulkheads, forgings, fasteners, castings and aerospace materials
|
Howmet is a critical titanium supplier into F-35 and aerospace structures, making qualified titanium input security directly relevant.
|
|||
|
ATI / Precision Castparts / Carpenter Technology
|
Titanium mill products, forgings, specialty alloys and engineered components
|
These suppliers convert titanium input streams into qualified products that downstream defense and aerospace primes require.
|
Table 5: Representative U.S. demand for titanium.
Strategic Importance to Defense and Advanced Manufacturing
Titanium is embedded across major U.S. weapons platforms and advanced industrial systems. It supports lightweighting, survivability, fatigue resistance, corrosion resistance and high-temperature
performance.

Figure 9: Select major U.S. defense platforms that require titanium components.
Key defense applications include:
| • |
Army: M777 Howitzer structures, lightweight armored systems and vehicle components.
|
| • |
Navy: submarine components, seawater-resistant piping, valves, fasteners, pumps and heat exchangers.
|
| • |
Air Force: F-22 and F-35 airframes, bulkheads, structural components, fasteners and engine-adjacent systems.
|
17
| • |
Missiles and hypersonics: high-strength lightweight structures, thermal-resistant components, propulsion-adjacent hardware and complex precision parts.
|
| • |
Space systems: qualified structural components, fasteners, thermal hardware and high-reliability mission components.
|
Titanium demand is also expanding beyond traditional aerospace and defense. Humanoid robotics, automated factories, advanced energy systems and physical AI platforms are likely to increase demand for
lightweight, high-strength, fatigue-resistant and corrosion-resistant materials. Robotics require low-mass structural components, precision actuators, fasteners, gears, bearings, thermal management systems and durable mechanical assemblies.
Titanium is well suited to these applications where performance, weight reduction and reliability matter.
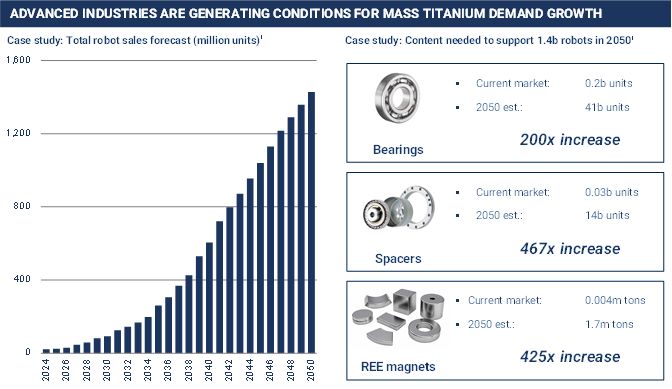
Figure 10: Projected growth in humanoid robot sales, and demand implications for critical mechanical components that would benefit from titanium material usage1.
Titan’s Vital Role in the U.S. Titanium Supply Chain
Titan gives IperionX a differentiated pathway to address the U.S. titanium supply-chain challenge from upstream mineral resource through to finished titanium products.
The Titan DFS is designed to produce two titanium mineral products: ilmenite and rutile. At full Phase 2 run-rate, Titan is forecast to produce approximately 118,658 tpa of ilmenite and 24,656 tpa of
rutile. Using the DFS product specifications of 62.5% TiO₂ for ilmenite and 91.1% TiO₂ for rutile, this equates to approximately 58,000 tpa of titanium metal contained in Phase 2 product streams before downstream upgrading, recovery, commercial and
processing assumptions.
Over the 14-year DFS mine plan, Titan is forecast to produce approximately 1.37 million tons of ilmenite and 286,000 tons of rutile. On the same TiO₂-to-titanium metal basis, those saleable product
streams contain approximately 670,000 tons of titanium metal across the life of mine.
On an in-situ resource basis, using the DFS grand total THM of 9.163 million tons and THM assemblage of 40.8% ilmenite and 9.6% rutile, Titan contains an indicative approximately 1.71 million tons of
titanium metal in ilmenite and rutile minerals. Importantly, the Big Sandy critical minerals province is estimated to contain significantly more titanium minerals that could underpin higher production over decades.
1 Morgan Stanley research – December 2025
18
This scale is important, but the strategic significance is greater than mineral feedstock alone. IperionX is not only a mineral-feedstock developer. Titan can feed a broader integrated technology
pathway that includes:
| • |
Green Rutile™ and ARH™ enrichment / upgrading technologies to improve titanium feedstock quality.
|
| • |
HAMR™ to reduce titanium feedstock or scrap into titanium powder.
|
| • |
HSPT™ / powder metallurgy to manufacture high-performance titanium components and potential mill-product pathways.
|
This creates the strategic bridge from Tennessee titanium minerals to U.S. titanium metal production and finished titanium components.
IperionX’s Mineral-to-Metal Advantage
HAMR™ and HSPT™ are designed to address two of the largest structural inefficiencies in the incumbent titanium system.
HAMR™ is designed to bypass the Kroll process’s chlorination, sponge, melt and re-melt complexity by using hydrogen-assisted metallothermic reduction to produce titanium powder from recycled titanium
or mineral feedstocks, providing the potential to reduce titanium metal powder production costs by 40–70% relative to incumbent processes.
HSPT™ then enables near-net-shape titanium parts with wrought-quality mechanical properties, improving manufacturing yield and reducing buy-to-fly losses for defense, aerospace and advanced industrial
parts.
This matters because the legacy titanium supply chain loses value at every stage: mineral upgrading, sponge production, melting, mill-product conversion and final machining. IperionX’s pathway is
designed to compress that chain, reduce waste, lower production cost and increase U.S. supply-chain control.
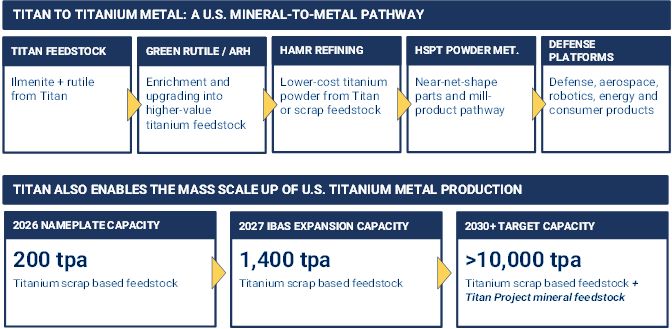
Figure 11: Titan-to-titanium metal pathway from Tennessee minerals to U.S. titanium components.
IperionX is already scaling its downstream platform through development of titanium powder capacity of approximately 200 tpa, a U.S. Government-backed expansion to approximately 1,400 tpa by 2027, and
a target of more than 10,000 tpa by 20301. Titan provides the backward-integration option that can move this platform from recycled scrap dependence toward a fully
U.S. mineral-to-metal titanium supply chain.
1 Refer to ASX announcement dated September 2, 2025, titled “IperionX Commences U.S. DoD backed Titanium Expansion”
19
The strategic value is clear: Titan provides domestic titanium mineral feedstock; Green Rutile™ and ARH™ provide a potential upgrading pathway; HAMR™ provides a lower-cost titanium powder production
route; and HSPT™ provides a pathway to high-performance titanium components with reduced buy-to-fly losses.
Zirconium and Hafnium Overview
Zircon’s commercial importance is broad. It is used in ceramics, refractories, investment casting, zirconia chemicals, high-temperature materials, thermal barrier coatings and chemical processing
equipment. However, its strategic importance is much greater than traditional industrial markets suggest.
Zirconium metal and zirconium alloys are vital to the nuclear industry because zirconium has low neutron absorption and excellent corrosion resistance, making zirconium alloys the dominant material
for nuclear fuel cladding. Secure zirconium supply is therefore directly relevant to civil nuclear power, naval nuclear propulsion and long-duration energy security.
Hafnium has a smaller-volume but high-strategic-value demand profile. It is used in nuclear control rods, nickel-based superalloys, plasma arc nozzles, high-temperature ceramics and semiconductor
high-k dielectric materials, including hafnium oxide. Hafnium is also relevant to refractory alloy pathways, including niobium-hafnium-titanium systems such as C-103, which are used in rocket nozzles, space propulsion, re-entry systems and
hypersonic structures.
This combination makes zircon more than a ceramic mineral. It is an upstream feedstock into some of the most demanding materials systems in nuclear energy, aerospace propulsion, hypersonics,
semiconductors, advanced ceramics and high-temperature industrial applications.
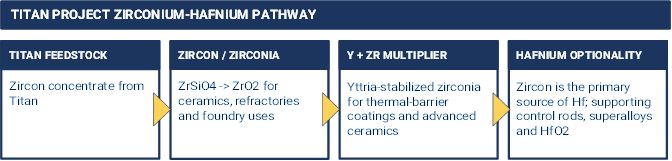
Figure 12: Titan zircon-hafnium pathway and the Y + Zr advanced-ceramics multiplier.
U.S. Zirconium + Hafnium Supply Chain
The U.S. zirconium and hafnium supply chain is specialized, qualification-heavy and strategically important. It spans upstream zircon mineral feedstock, zircon and zirconia chemicals, zirconium metal,
hafnium separation, nuclear-grade alloys, semiconductor materials and advanced ceramic systems.
The United States has downstream zirconium metal capability and significant nuclear-related expertise. However, the upstream supply chain remains exposed to global heavy mineral sands supply and
specialized processing pathways.
Despite having significant domestic resources of zircon, such as Titan and those within the Big Sandy critical minerals province, the U.S. import sources for zirconium ores and concentrates have
historically included South Africa, Australia and Senegal, highlighting the lack of a large domestic mineral production base. China lacks significant domestic resources of economic extractable zircon and is highly reliant on the same countries as
the U.S.
20
This creates a strategic vulnerability. The U.S. has high-value downstream demand in nuclear, aerospace, defense, semiconductor and advanced ceramics applications, but the upstream zircon and
hafnium-bearing mineral supply chain remains dependent on foreign sources. Titan and the Big Sandy critical minerals province can underpin long term domestic supply security of zircon and hafnium for the United States.
Zirconium and hafnium matter at the intersection of several strategic markets:
| • |
Nuclear energy and naval propulsion: zirconium alloys for nuclear fuel cladding; hafnium for control rods.
|
| • |
Hypersonics and space: hafnium-bearing superalloys, refractory alloys, high-temperature ceramics and thermal protection systems.
|
| • |
Jet engines and propulsion: zirconia and yttria-stabilized zirconia thermal barrier coatings; hafnium-bearing alloy systems.
|
| • |
Semiconductors: hafnium oxide high-k dielectrics; zirconia / yttria ceramics for plasma-facing components.
|
| • |
Advanced ceramics: zirconia and YSZ for wear resistance, heat resistance, insulation and harsh-environment reliability.
|
For U.S. policymakers and defense customers, the issue is not simply zircon pricing. It is whether the United States has secure access to upstream feedstocks required for nuclear systems, propulsion
materials, high-temperature ceramics and semiconductor manufacturing.
As such, Titan’s zircon concentrate is a strategically relevant upstream feedstock into a domestic material pathway that extends well beyond traditional mineral sands markets.
|
REPRESENTATIVE U.S.
COMPANY
|
RELEVANT PRODUCTS / PLATFORMS
|
WHY ZIRCONIUM / HAFNIUM MATTER
|
|||
|
Westinghouse
|
Nuclear fuel, fuel assemblies and reactor services
|
Zirconium alloys are core fuel-cladding materials; hafnium can be used in control rods because of neutron absorption.
|
|||
|
BWX Technologies
|
Naval nuclear components, nuclear fuel and government services
|
Zr/Hf materials are relevant to nuclear materials, reactor systems and high-specification defense supply chains.
|
|||
|
GE Vernova / GE Hitachi
|
Nuclear reactors, energy systems and industrial equipment
|
Zirconium alloys and zirconia ceramics support nuclear, turbine and high-temperature energy applications.
|
|||
|
Framatome Inc.
|
Nuclear fuel assemblies and reactor components
|
Zirconium alloy cladding and related nuclear materials require qualified supply chains.
|
|||
|
Lockheed Martin
|
Space, missile defense, hypersonics and propulsion-adjacent systems
|
Zr/Hf ceramics and refractory alloys are relevant to high-temperature structures, thermal protection and propulsion components.
|
|||
|
RTX / Pratt & Whitney / Raytheon
|
Jet engines, missiles, sensors and defense electronics
|
YSZ coatings, hafnium-bearing superalloys and advanced ceramics support high-temperature propulsion and electronics reliability.
|
|||
|
Northrop Grumman
|
Space systems, missiles, propulsion and autonomous platforms
|
Zr/Hf pathways support thermal protection, propulsion hardware and mission-critical high-temperature materials.
|
|||
|
Applied Materials / Lam Research
|
Semiconductor fabrication equipment and process systems
|
Zirconia/yttria ceramics and hafnium oxide are relevant to plasma-facing components and high-k dielectric materials.
|
|||
|
CoorsTek / Saint-Gobain Ceramics
|
Advanced technical ceramics and industrial components
|
Zirconia and YSZ ceramics provide wear resistance, heat resistance and electrical / thermal performance.
|
|||
|
Corning / specialty glass and ceramics suppliers
|
Specialty glass, ceramics, optics and industrial products
|
Zircon and zirconia improve heat, chemical and mechanical performance in specialty glass and ceramic systems.
|
Table 6: Representative U.S. demand for zirconium and hafnium.
21
Titan’s Role in the Zirconium Supply Chain
Titan is designed to produce zircon concentrate as a saleable product alongside heavy rare earth concentrate, ilmenite and rutile. This gives Titan a multi-product revenue base and positions the
project as a potential domestic source of rare earth, titanium and zircon-bearing mineral feedstocks from a single U.S. resource base.
The DFS projects production of approximately 767,168 tons of zircon concentrate over the life of mine and approximately 65,668 tpa of zircon concentrate at Phase 2 run-rate. The DFS product
specification of 34.4% ZrO₂ for zircon concentrate equates to approximately 34,000 tpa on a premium zircon basis.
That scale is important. It is not so large that it would overwhelm global zircon markets, but it is meaningful as a domestic U.S. feedstock source for strategic zirconium-related supply chains.
Titan’s zircon concentrate product contains approximately 195,000 tons of zirconium metal over the life of mine and approximately 16,700 tpa at Phase 2 run-rate, before downstream processing and recovery assumptions.
A further advantage is the Y + Zr multiplier given that Titan’s HREC is enriched in yttrium while its zircon concentrate provides a zirconium feedstock. Together, these streams are relevant to
yttria-stabilized zirconia and advanced ceramic systems used in thermal barrier coatings, turbine engines, high-temperature electronics, armor ceramics, semiconductor equipment and harsh-environment sensors. This makes Titan more than a standalone
zircon project: it is a potential domestic platform for zirconium, hafnium and yttrium-linked materials systems.
Endnote 1 – peer comparison material assumptions
|
Company / project
|
Status
|
Proved reserves
|
Probable reserves
|
Total reserves
|
Grade
|
|
|
IperionX / Titan
|
DFS
|
93.3 Mt
|
23.7 Mt
|
117.0
|
3.2% THM
|
|
|
MP Materials / Mountain Pass
|
Producer
|
1.0 Mt
|
27.9 Mt
|
29.0
|
5.9% TREO
|
Source: IperionX – Titan Project Definitive Feasibility Study, June 4, 2026 (this report), MP Materials – Form 10K Annual Report, February 26, 2026 (link)
Notes: Values subject to rounding. Titan reserve grade presented in Total Heavy Mineral (THM). Mountain Pass reserve grade presented in Total Rare Earth Oxide (TREO). The Mountain
Pass reserve is reported pursuant to the requirements of Regulation S-K Subpart 1300 (“S-K 1300”), and the Titan reserve is reported under the JORC Code (2012). The Competent Person has not undertaken sufficient work to classify the S-K 1300
estimates as JORC Compliant Mineral Resources or Ore Reserves, meaning that following further evaluation the estimate may change or not achieve JORC status. Nonetheless, the comparison is reasonable because:
- The comparator projects are disclosed under alternative recognised reporting standards (i.e. S-K 1300), with broadly equivalent scale, grade ranges and development status.
- All data inputs are sourced from public filings (e.g. public reports and investor presentations) and referenced to the original source and date.
- The comparative metrics are clearly contextual – intended as industry benchmarks for scale and stage, rather than definitive reserve/resource values.
22
23
DFS Summary
Introduction and Background
IperionX is pleased to announce the completion of the DFS for the commercial-scale development of the Titan Project, located near Camden, Tennessee (“Titan”, the “Titan Project”, or the “Project”).
The DFS design considers the mining and processing of heavy mineral sands from the McNairy Formation to produce saleable ilmenite, rutile, zircon concentrate and heavy rare earth concentrate (“HREC”) over a 14-year mine life based on proved and
probable reserves.
The Titan Project is strategically significant because it combines a large, domestic mineral resource, a conventional and simple mineral sands processing route, a multi-product revenue base and a
location within an established U.S. industrial jurisdiction. These characteristics distinguish Titan from many remote mineral sands and rare earth projects and support its potential role as a domestic upstream source of critical minerals. The DFS
confirms the Titan Project as a technically and economically robust development, supported by a maiden Ore Reserve and a multi-product revenue base including critical mineral product lines, as defined by the U.S. federal government.
The DFS was prepared by Marshall Miller & Associates, Inc. (MM&A). While MM&A fulfilled the responsibility as the integrator of the DFS, other consulting firms also completed vital aspects
of the Study. Karst Geo Solutions, LLC (KGS) was responsible for exploration results for the Project. Mineral Technologies Pty Ltd (MT) completed the process plant design and related modular plant cost estimation. Primero Group Americas Inc.
(Primero) completed the non-process infrastructure (NPI) design and related cost estimates and was responsible for integrating the mining, process and NPI costs into a discounted cash flow financial model for the DFS.
The Company has included supporting technical information in Appendix 1 and JORC Table 1 disclosure in Appendix 2. Appendix 1 summarizes the technical workstreams and assumptions supporting the DFS
outcomes. Information relating to Exploration Results, Mineral Resources and Ore Reserves has been prepared and reported in accordance with the JORC Code 2012 and is supported by the Competent Persons Statements included in this announcement.
Key DFS Work Programs and Assumptions
The DFS builds upon prior exploration, mineral resource estimation, metallurgical test work, process design, infrastructure design, environmental baseline work, permitting analysis, mine planning and
financial modeling. The DFS has been prepared to support estimation of Ore Reserves and provide a detailed basis for decision-making on project development, financing and implementation planning.
Work completed for the DFS included updated geologic modeling and resource estimation, pit optimization, mine scheduling, process flowsheet development, engineering design, infrastructure design,
capital and operating cost estimation, financial modeling, environmental and permitting analysis and market studies.
Capital and operating cost estimates are prepared to a ±15% level of accuracy. All costs are expressed in real 2026 United States dollars.
Project Overview
The Titan Project is a proposed critical minerals mining and mineral processing operation near Camden, Tennessee. The Project is designed to recover mineral sands from the McNairy Formation and
process those minerals into saleable ilmenite, rutile, zircon concentrate and HREC. The mine and Wet Concentrator Plant (“WCP”) are located near the mineral deposit, while the Rare Earth Plant (“REP”) and Mineral Separation Plant (“MSP”) are
planned to be located at a separate industrial site in the Camden area.
The Project benefits from its location in the United States, including access to road and rail infrastructure, skilled labor, industrial services, utilities and customers in critical mineral sectors.
The project location is a core strategic differentiator when compared with remote projects that require long-distance logistics, greenfield camp infrastructure, airstrips and isolated power solutions.
24
Ownership and Tenure
IperionX has a large regional ground holding prospective for valuable mineral sands, of which a small subset of the mineral tenure hosts the current Mineral Resource and
Ore Reserve estimates. For the purposes of this Report, the term “Property” is used for the larger ground holding, and the term “Study Area” is used for the area that hosts the Mineral Resource and Ore Reserve estimates.
The Titan Project is located near Camden, Tennessee, U.S., approximately 128 kilometers (km) (80 miles) west of Nashville, Tennessee and approximately 11 km (7 miles) northwest of Camden, Tennessee.
The Study Area is centered at approximately 36.147349°N, -88.20974°W.
As at June 4, 2026, the Property consists of approximately 40.8 square kilometers (km2) (10,091 acres) of surface and
associated mineral rights in Tennessee, of which approximately 6.0 km2 (1,490 acres) are owned by IperionX, approximately 5.9 km2 (1,457 acres) are subject to long-term lease by IperionX, and approximately 28.9 km2 (7,144 acres) are subject to
exclusive option agreements with IperionX. These exclusive option agreements, upon exercise, allow IperionX access to the surface property and associated mineral rights.
As at June 4, 2026, the Study Area is comprised of approximately 13.4 km2 (3,317 acres) of surface and associated
mineral rights, of which approximately 4.9 km2 (1,212 acres) are owned by IperionX, approximately 4.6 km2 (1,147 acres) are subject to long-term lease by IperionX, and approximately 3.9 km2 (958 acres) are subject to exclusive option
agreements with IperionX.
For the optioned and leased land, IperionX will pay the landowner the greater of 1) US$75 per acre of the property per year, or 2) the production royalty, generally 5% of net revenues from products
mined and removed from the property. All properties owned by IperionX or its subsidiary will not incur a royalty.
25
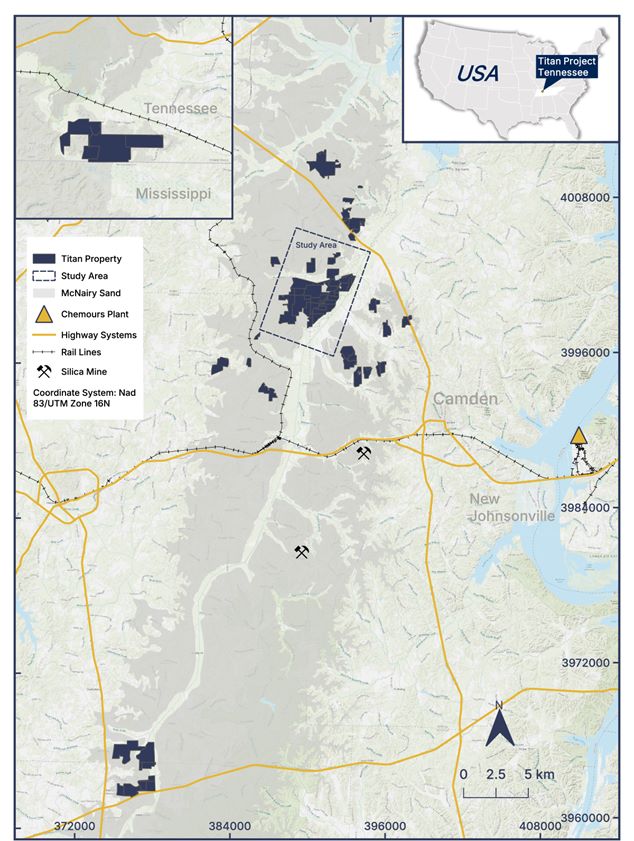
Figure 13: Titan property and study area.
26
Infrastructure and Logistics
The Titan Project benefits from an established U.S. industrial location with access to road and rail infrastructure, along with proximity to potential domestic customers. General access to the
Study Area is via a well-developed network of primary and secondary roads, including mine and WCP access via paved and maintained state and county roads. The MSP and REP sites will be accessed primarily via U.S. Highway 70, and an operating
railyard exists approximately 7 miles from the MSP and REP site.
The Study site can be accessed via Highway 641 north 41.0 km (25.5 miles) from Interstate 40 near the town of Camden, Tennessee, Reynoldsburg Road for 1.6 km (1.0 miles), Pleasant Hill Road for
1.6 km (1.0 miles) and the Little Benton Road, a gravel road, for 4.8 km (3.0 miles). Little Benton Road goes through the Study Area.
The existing infrastructure includes power and gas, with 161-kV transmission lines near the Project area. IperionX intends to implement 100% renewable power sourcing options for the Titan Project.
Water supply can either be sourced from nearby surface water bodies or from shallow groundwater sources.
West Tennessee is home to a large and diversified workforce, with personnel assumed to live in surrounding communities, and no accommodation camp is expected to be required. There are a number of
local active sand mining, gravel mining and timber operations in the area, which are expected to be sources of experienced labor for IperionX’s operations.
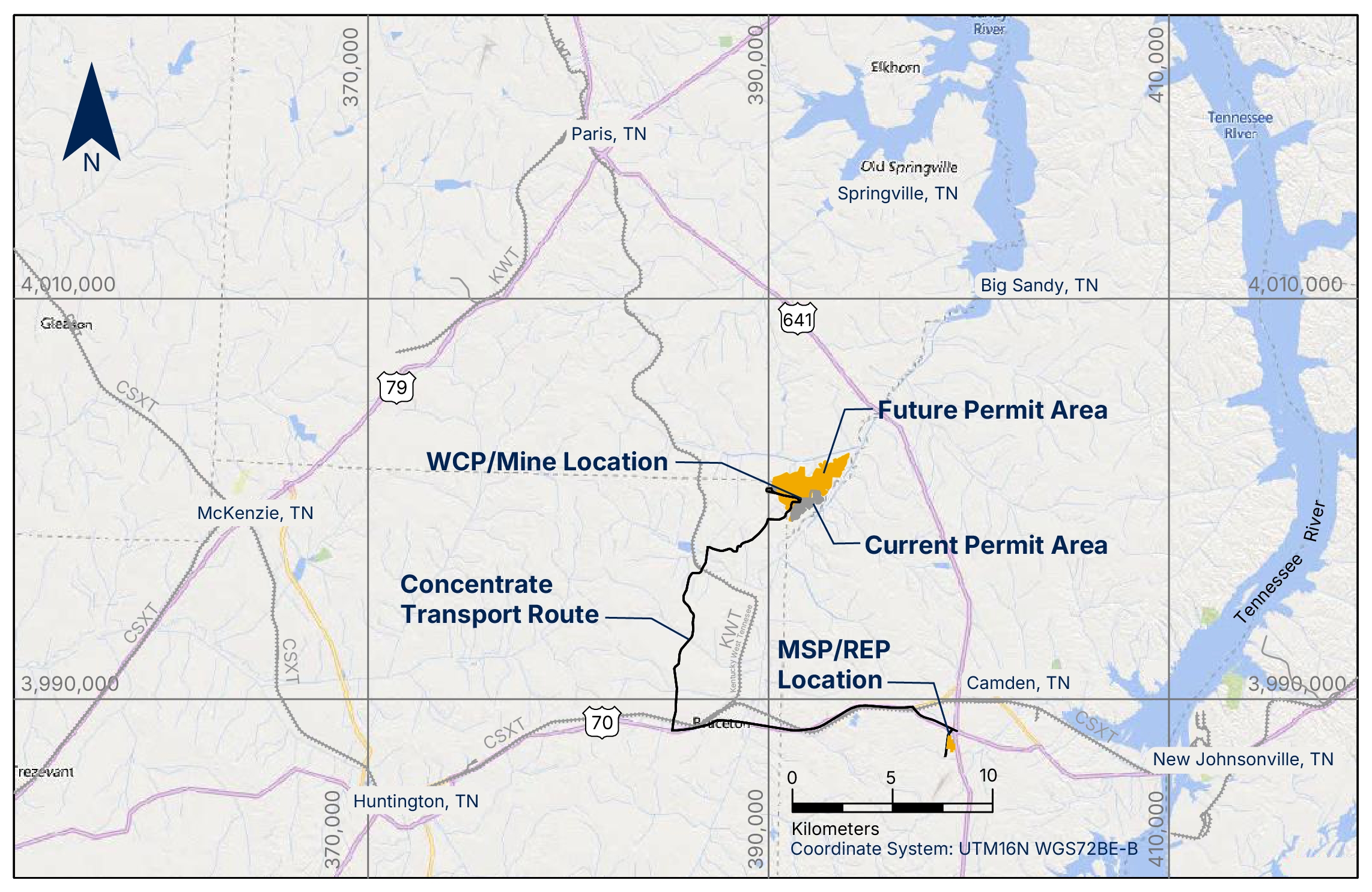
Figure 14: Titan Project mine and process plant locations.
The property location for the wet concentrator plant and mining area associated with the Titan Project is split between Benton and Carroll Counties in Tennessee, with the proposed wet concentrator
plant to reside in Carroll County. The proposed rare earth plant and mineral separation plant will reside in Benton County outside the municipal limits of Camden, Tennessee. Distance between the wet concentrator plant and mineral separation
plant is approximately 29 km (18 miles) using county, state, and U.S. routes. CSX Transportation operates a rail yard approximately 11 km (7 miles) from the mineral separation plant site. The movement of heavy mineral concentrate from the wet
concentrator plant to the mineral separation plant/rare earth plant will be conducted by road trucking. Transportation of ROM and tailings materials between the mine pits and the wet concentrator plant will be conducted by conveyor belts.
27
The Titan Project infrastructure concept reflects a staged, modular development approach designed to reduce execution risk, with development of the wet concentrator plant and the mineral
separation plant occurring in Phase 1 and expanded in Phase 2. Development of the rare earth plant will be carried out in Phase 1.
Government Support and Strategic Importance
Titan is strategically positioned at the intersection of U.S. critical minerals policy, defense industrial base resilience, advanced manufacturing and domestic titanium supply chain development.
The Project has the potential to provide a domestic source of critical minerals (as defined by the U.S. government) including titanium feedstocks, zircon and HREC, into supply chains that are currently exposed to high levels of foreign
concentration and geopolitical risk.
The Titan Project DFS was funded by the U.S. Department of War (“DoW”), via the Industrial Base Analysis and Sustainment program (“IBAS”), as part of a broader $47.1 million funding contract to
accelerate the development of a mineral to metal supply chain in the U.S., leveraging both IperionX’s Titan Project as well as its titanium technology portfolio. DFS funding of approximately $5.0 million was awarded and obligated under the IBAS
program in February 2025.
The Titan Project’s strategic value is underpinned by the following themes:
| ■ |
Critical minerals supply security: Titan would produce minerals used in titanium dioxide, titanium metal, ceramics, foundry, advanced manufacturing, permanent magnets,
defense systems and energy-transition technologies.
|
| ■ |
Domestic production: The Project is located in Tennessee, enabling domestic production of critical mineral concentrates and reducing exposure to long global supply
chains.
|
| ■ |
Titanium supply chain integration: IperionX’s broader titanium strategy provides a potential downstream pathway for titanium feedstocks, supporting a more integrated
U.S. titanium ecosystem.
|
| ■ |
Rare earth resilience: HREC production provides exposure to rare earth elements, including heavy rare earths, that are important to magnet, defense and high-performance
technology supply chains.
|
| ■ |
Heavy rare earth enriched product: Titan’s HREC product lines are enriched in heavy rare earth oxides, most notably Dy, Tb, and Y, which are especially at risk for
foreign import reliance in the U.S.
|
| ■ |
Industrial policy alignment: The Project is aligned with U.S. policy themes focused on critical minerals, defense production, re-shoring, domestic manufacturing and
supply chain resilience.
|
The Study Area location in western Tennessee represents the eastern flank of the Mississippi Embayment, a large, southward-plunging syncline within the Gulf Coastal Plain.
The McNairy Formation represents a pro-grading deltaic environment during a regressive marine sequence. This deposition model is supported by the coarsening upward sequence grading from the glauconitic clay-rich Coon Creek Formation to the
finer grained lower member of the McNairy Formation to the coarser grained upper member of the McNairy Formation.
The main mineralized zone at the Study Area is hosted stratigraphically in the lower member of the McNairy Formation, which dips gently to the west in the Study Area. The upper zone is also
mineralized in some areas. Mineralization in the lower member had been traced for over 6.0 km along strike.
The base of mineralization range is relatively level from 81 meters (m) to 112 m (266 feet (ft) to 367 ft) above current sea level. Mineralization varies from 5 m to 67 m (16 ft to 220 ft) thick
and averages 28 m (92 ft) in thickness. Mineralization primarily occurs in two zones within the McNairy Formation. The main mineralized zones are interrupted by low-grade sand. The primary minerals associated with the mineralized horizons
are altered ilmenite, zircon, rutile, staurolite, kyanite, monazite and xenotime. The Gangue minerals are predominantly quartz and clays. Though extensive basement faulting is present in the region, it does not appear to impact the
stratigraphy at the scale of this Project.
28
Drilling on the Study Area comprises 156 drill holes. This includes 16 reverse circulation holes (total drilled length of 837 m or 2,746 ft) and 140 roto-sonic drill holes (total drilled length
of 5,644 m or 18,517 ft). Across all Titan properties, including those outside of the Study, IperionX has drilled 313 holes (total drilled length of 11,382 m or 37,343 feet). All exploration drilling was completed by IperionX.
The area covered by the drilling is roughly 6.6 km (4.1 miles) (north-south) by 3.7 km (2.3 miles) (east-west); the area that hosts the Mineral Resource estimate is further broken up into several
areas based on land holdings (land agreements). These range from 1.58 hectare (ha) (3.9 acres) for the smallest area to 161 Ha (397 acres) for the largest area. Drill hole spacing is generally 150 x 300 m (492 x 984 ft). Some areas have
difficult access and drill spacing in those areas is wider spaced, approximately up to 300 x 600 m (984 x 1,969 ft).
There are an additional 11 roto-sonic drill holes completed as part of a hydrogeological study by HDR Engineering, Inc. These holes were drilled on IperionX’s behalf. In 2025, an additional 62
holes were drilled by S&ME, Inc. for geotechnical evaluations.
Geoprobe drill core samples, typically 3 m (9.8 ft) in length, were collected directly from the plastic sample sleeves at the drill site. Some interpretation was involved as the material could
expand or compact as it was recovered from the core barrel into the plastic sleeve. Samples were collected at regular 1.5-m (4.9 ft) intervals unless geological contacts were encountered. Sample length ranged from 0.3 m (1.0 ft) to 4.5 m
(14.8 ft).
The unconsolidated sonic cores were sampled by splitting the core in half lengthwise using a machete, then recovering an even split with a trowel along the entire length of the sample interval.
The sample volume weights were about 2 kilograms (kg) (4.4 pounds (lbs)) and were appropriate for the analytical method(s) being used. Samples were collected directly to pre-labeled/pre-tagged sample bags; the remaining sample was further
split into a replicate/archival sample. What sample remained after these steps was used to backfill the drill hole.
Drill samples were sent to the SGS facility in Lakefield, ON, Canada and Bureau Veritas in Perth, Australia. SGS is a qualified third-party laboratory that is independent of IperionX. SGS
Lakefield is accredited as an ISO 17025 facility for selected analytical techniques. Samples were subjected to standard mineral sand industry assay procedures of size fraction analysis, heavy-liquid separation, and chemical analysis.
Accuracy monitoring was addressed by submission of in-house heavy mineral sands standards developed specifically for the Project. There is no commercially available standard reference material
for heavy mineral sands. It is a common practice within heavy mineral sands exploration and operations to generate standards that represent a matrix match to the target material being analyzed.
Assayed samples of THM% in the Lower McNairy Formation were used to derive variograms. Variogram features exhibit the spatial continuity of the sample spacing. The variogram sill factor along
with the known drill hole spacing were used to support the Mineral Resource confidence classification ranges of the deposit.
A block model was created to encompass the Study Area extent and estimate the mineral sands deposit resources. The model was oriented with a bearing of 30 degrees east of north, an orientation
near the apparent depositional trend of the mineral sands. Block cell dimensions of the model are 25 m*25 m*1.524 m (X*Y*Z). For block model development, the digital topographic surface established the overlying bounding surface. Blocks
above the topography were coded as air and excluded from any resource or volume estimates. Gap spaces that exist between the base of the overburden and the top of the Upper McNairy Formation were assigned to waste material (and were therefore
handled with the overburden).
Two testwork programs were conducted for the mineral resource area, one in 2021 and the second in 2023. All testwork was completed on behalf of IperionX.
Assays were conducted by SGS Lakefield, and Bureau Veritas in Perth, Australia, using X-ray fluorescence (XRF), laser ablation/inductively-coupled plasma mass spectrometry (ICP–MS) and
quantitative evaluation of materials by scanning electron microscopy (QEMSCAN) analytical methods. The final products, ilmenite, rutile, zircon, rare earth mineral concentrate, were produced from the 2023 testwork. Ilmenite graded 64.9% TiO2,
and the rutile graded 91.2% TiO2. The zircon graded 66.8% ZrO2. The rare earth mineral concentrate had a total rare earth oxide grade of 59.1%. The product grades generally align with 2021 scoping testwork results and were considered to be
saleable products.
29
The testwork showed that high-quality ilmenite, rutile, zircon products could be achieved using conventional separation equipment through a typical wet concentrator plant, and fine and coarse
mineral separation plant flowsheet. A rare earth mineral concentrate product was created at a high monazite recovery using a wet rare earth mineral concentrate circuit.
Circuit simulation models were generated for the wet concentration plant, rare earth mineral plant and mineral separation plant flowsheets to evaluate recycle streams and resultant mass flows.
The expected future performance of the processing plant was based on metallurgical testwork results and benchmarked against other deposits that have similar characteristics to the Titan deposit. The simulated recoveries for in-size samples
(+45- micron material) from ROM to products are: rare earth mineral recovery of 82.6%; ilmenite recovery of 79.7%; rutile recovery of 66.9%; zircon recovery of 77.6%.
The resource classification was determined based on drill hole density reflecting the geological confidence; firstly, from hole locations with QEMSCAN analysis and secondly from all drill holes
with total heavy minerals and the geostatistical variogram model. To prevent stand-alone classification pods, radial arcs from points of measurement were required to intersect with an adjacent arc of the same classification. Therefore,
isolated, stand-alone drill holes with QEMSCAN samples were not assigned Measured classification and similarly, stand-alone drill holes with total heavy minerals were not assigned an Indicated classification.
A bottom cut-off grade of 0.4% THM was used in the constraining pit shell, on the basis that the incremental cost of selectively extracting this material, hauling it to a long-term stockpile, and
subsequently reclaiming and re-placing the material into a mine void for progressive rehabilitation would be higher than the net cost (operating cost less revenue) of the central case method. The central case method is the processing of this
material, extracting the contained valuable critical minerals for sale and immediately returning the remaining material, mostly silica sand, back to the deposit void. An additional pit optimization was completed to generate the finalized mine
plan pit shell used in the conversion of Mineral Resources to Ore Reserves.
The Titan Project hosts a Mineral Resource of approximately 445.7 million tons at 2.1% total heavy mineral (“THM”), containing approximately 9.16 million tons of THM with an assemblage of zircon,
rutile, ilmenite and rare earth elements. Mineral Resources are reported using the Mineral Resource definitions set out in the 2012 JORC Code on a 100% basis. The reference point for the estimate is in situ, and the Mineral Resource is
inclusive of Ore Reserves.
30
|
Mineral Resource Estimate
|
In situ tons
|
THM
|
THM
|
THM Assemblage
|
||||
|
Zircon
|
Rutile
|
Ilmenite
|
REE
|
|||||
|
(%)
|
(t)
|
(%)
|
(%)
|
(%)
|
(%)
|
|||
|
Inclusive of Reserve
|
||||||||
|
Measured (M)
|
120,434,000
|
2.5
|
3,060,000
|
11.1
|
9.5
|
40.9
|
1.5
|
|
|
Indicated (I)
|
28,388,000
|
2.9
|
828,000
|
11.8
|
9.2
|
52.0
|
1.5
|
|
|
Total M+I
|
148,823,000
|
2.6
|
3,887,000
|
11.2
|
9.4
|
43.2
|
1.5
|
|
|
Inferred (Inf)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
Total M+I+Inf
|
148,823,000
|
2.6
|
3,887,000
|
11.2
|
9.4
|
43.2
|
1.5
|
|
|
Exclusive of Reserve
|
||||||||
|
Measured (M)
|
96,851,000
|
1.5
|
1,489,000
|
10.4
|
9.2
|
40.1
|
1.2
|
|
|
Indicated (I)
|
102,190,000
|
2.0
|
2,013,000
|
9.8
|
10.2
|
38.9
|
1.5
|
|
|
Total M+I
|
199,041,000
|
1.8
|
3,502,000
|
10.0
|
9.8
|
39.4
|
1.4
|
|
|
Inferred (Inf)
|
97,832,000
|
1.8
|
1,774,000
|
9.3
|
9.6
|
38.0
|
1.2
|
|
|
Total M+I+Inf
|
296,872,000
|
1.8
|
5,276,000
|
9.8
|
9.7
|
39.0
|
1.3
|
|
|
Grand Total
|
||||||||
|
Measured (M)
|
217,285,000
|
2.1
|
4,548,000
|
10.8
|
9.4
|
40.6
|
1.4
|
|
|
Indicated (I)
|
130,578,000
|
2.2
|
2,841,000
|
10.4
|
9.9
|
42.7
|
1.5
|
|
|
Total M+I
|
347,863,000
|
2.1
|
7,389,000
|
10.6
|
9.6
|
41.4
|
1.4
|
|
|
Inferred (Inf)
|
97,832,000
|
1.8
|
1,774,000
|
9.3
|
9.6
|
38.0
|
1.2
|
|
|
Total M+I+Inf
|
445,695,000
|
2.1
|
9,163,000
|
10.4
|
9.6
|
40.8
|
1.4
|
|
|
Notes to accompany mineral resource table:
1. Mineral
Resources are reported using the definitions set out in the 2012 JORC Code and are current as at June 4, 2026. Mineral Resources are reported on an in-situ basis, inclusive of Ore Reserves.
2. The
Competent Person responsible for the estimate is John Eckman.
3. Mineral
Resources are reported within a conceptual pit shell that uses the key assumptions summarized in the Report in the Appendix.
4. Mineral
Resources are reported above a cut-off grade of 0.4% THM.
5. Estimates have been rounded.
|
||||||||
Table 7: Titan Project Mineral Resource Estimate.
Ore Reserves were converted from Measured and Indicated Mineral Resources. Inferred Mineral Resources were treated as waste.
MM&A developed a mine plan and reserve estimate using K-MINE Group’s (K-MINE) Planning and Optimal Pit Boundaries modules. The initial cutoff grade for
Ore Reserve estimation was set at 0.4% THM based on previous work. Upon coordination with process engineers designing the wet concentrator plant, it was determined that a cutoff grade yielding a rougher feed grade of 3.2% THM would yield
better recoveries through the process plant. A detailed cutoff grade analysis was completed whereby additional optimizations were run at cutoff grades of 0.6% THM, 0.7% THM, 0.8% THM, and 0.85% THM to arrive at 3.2% THM grade feed to the wet
concentrator plant. The final cutoff grade used for optimization, scheduling, and mine planning was set at 0.85% THM. This selection was supported by a sensitivity analysis. Price coefficients (or revenue factors) were set up as part of the
optimization process with a range of 20% to 110% with a 10% price correlation step for the final products. It was decided to proceed using a 90% price coefficient, which provides the best correlation between maximizing profit and maximizing
the Ore Reserves mined. Floodplain restrictions were observed for the optimization process. Production requirements were based on the target production of 3.5 Mt per year for Phase 1 (Years 1-4) and 10.0 Mt per year for Phase 2 (Years 5-14).
31
Geotechnical assessment resulted in a final wall berm (batter) height of 10 m with a batter angle 35 degrees and 5-m benches, resulting in an overall 27.4-degree slope wall. Due to the geometry
of the mining pits, small amounts of economic material may have been excluded from the mine plan tonnages, while small amounts of sub-economic/low-grade material may have been included and account for the dilution included as part of the Ore
Reserve estimate.
Production data outputs from LOM plan sequencing were processed into Microsoft® Excel spreadsheets and summarized
on an annual basis for incorporation into the economic model.
Revenue streams as projected in the economic portions of the report assume a sales realization (FOB-mine) of US$1,425 per ton for rutile final product, US$340 per ton for ilmenite final product,
US$912 per ton for zircon concentrate, and US$10,678 for rare earth elements concentrate. Product prices were provided by IperionX based on “TZMI Titanium Feedstock Price Forecast to 2029, Issue 2, 2025” and Adamas Intelligence “Value of
IperionX Monazite Concentrate, Q3, 2025” Market Reports. The DFS economic analysis uses higher overall commodity prices in aggregate than Ore Reserve price assumption. This difference reflects updated market information available at the time
of completion of the DFS economic model. A separate pit optimization economic review and sensitivity analysis demonstrates that the project remains economically viable at the Ore Reserve commodity price assumption. The conversion of Ore
Reserves (ROM-basis) via concentration and chemical processing to final products or concentrates are included in IperionX’s business plan, and as such, the costs of such processes and appropriate revenue streams are included in financial
modeling.
Resource modeling and mine optimization as described above were used as a basis for the Ore Reserve estimate using the geologic model described as the basis of the conversion from Mineral
Resources to Ore Reserves. Proved and Probable Ore Reserves were derived from the defined resource considering relevant processing, economic (including technical estimates of capital, revenue, and cost), marketing, legal, environmental,
socio-economic, and regulatory factors. The mining optimization parameters used in the conversion from Mineral Resources to Ore Reserves are provided in Table 9.
|
Parameters
|
Unit
|
Value
|
||
|
Production rate
|
ton/year
|
3,529,000 to 10,588,000
|
||
|
Production schedule
|
Hours/Year
|
8760
|
||
|
Production schedule efficiency
|
%
|
85
|
||
|
Ramp grade
|
%
|
10
|
||
|
Mining recovery factors:
|
||||
|
Rutile
|
%
|
70.6 (81.2% mineral in product)
|
||
|
Ilmenite
|
%
|
85.0 (95.8% mineral in product)
|
||
|
Heavy rare earth concentrate
|
%
|
89.5 (87.8% mineral in product)
|
||
|
Zircon
|
%
|
91.2 (46.9% mineral in product)
|
||
|
Pit Loss/Dilution
|
%
|
10 (in addition to low-grade interburden)
|
The DFS delivers an Ore Reserve for the Titan Project of approximately 117.0 million tons at 3.17% THM, comprising approximately 93.3 million tons of Proved and 23.7 million tons of Probable Ore
Reserves, which underpins the 14-year mine plan and the DFS economic analysis. Ore Reserves were converted from Measured and Indicated Mineral Resources. Inferred Mineral Resources were set to waste. Ore Reserves were confined within a pit
shell that used the optimization parameters in the Report in the Appendix. Ore Reserves are reported using the Ore Reserve definitions set out in the 2012 JORC Code on a 100% basis. The reference point for the Ore Reserve estimate is as
delivered to the process facilities.
32
|
Ore Reserve
Estimate
|
ROM tons
|
THM
|
THM
|
THM Assemblage
|
||||||
|
Zircon
|
Rutile
|
Ilmenite
|
REE
|
|||||||
|
Unit
|
Proved
|
Probable
|
Total
|
(%)
|
(t)
|
(%)
|
(%)
|
(%)
|
(%)
|
|
|
Upper McNairy
|
24,565,000
|
2,415,000
|
26,980,000
|
2.30
|
620,000
|
6.2
|
6.2
|
23.6
|
0.2
|
|
|
Lower McNairy
|
68,740,000
|
21,307,000
|
90,047,000
|
3.43
|
3,086,000
|
12.7
|
10.5
|
48.3
|
1.9
|
|
|
Total
|
93,306,000
|
23,722,000
|
117,027,000
|
3.17
|
3,706,000
|
11.6
|
9.8
|
44.2
|
1.6
|
|
|
Notes to accompany ore reserve table:
1. Ore
Reserves are reported using the definitions set out in the 2012 JORC Code and are current as at June 4, 2026. Ore Reserves are reported at the point of delivery to the process plant.
2. The
Competent Person responsible for the estimate is Justin Douthat.
3. Ore
Reserves are reported within a finalized mine design pit shell that uses the key assumptions summarized in the Report in the Appendix above.
4. Ore
Reserves are reported above a cut-off grade of 0.85% THM.
5. Ilmenite
includes leucoxene, pseudorutile, and ilmenite and REE includes monazite, xenotime, and unclassified REE.
6. Estimates
have been rounded.
|
Table 10: Titan Project Ore Reserves Estimate.
Mine Plan and Production Target
Mining at Titan Project is planned as an open-pit operation, using excavator and articulated truck mining methods – a conventional mineral sand mining method, requiring no drilling and blasting
typically associated with traditional hard-rock open-pit mining.
The mining method selection considered orebody geometry, geotechnical conditions, hydrogeology, material handling, environmental constraints, capital costs and operating costs. The DFS mine plan
incorporates floodplain restrictions and is designed to support total ~117Mt of ore over 14 years of life of mine.
Material will be mined, conveyed to the processing plant, processed, and the process tailings will be dewatered and returned to the mined area as backfill, supporting progressive rehabilitation and
minimizing long-term tailings storage footprint.
Mining contractors will provide all labor and material for support equipment including all mobile mining equipment, water truck, dozer capable of maintaining the waste disposal volumes, motor
grader, utility loader backhoe, fixed or portable lights, pumps, and a utility articulated haul truck. A combination of excavators and articulated trucks will be used to mine the ROM ore as well as all topsoil, overburden and interburden
material. Conveyors will be used to transport ROM ore from the mine area to the wet concentrator plant, and dewatered tailings from the wet concentrator plant back to the pits for disposal in the final backfill.
The mine plan uses temporary out-of-pit waste storage areas early in the mine life, with all tailings and waste material expected to be backfilled into the pit as mining progresses after
approximately Year 5. This integrated mine and tailings strategy is an important differentiator of the Project because it seeks to reduce the long-term tailings storage footprint while aligning with progressive closure and reclamation objectives.
Production scheduling is based on providing 400 tph rougher feed, roughly 3.5 Mtpa of ROM ore to the WCP during Phase 1 (Years 1-4) and 1,200 tph rougher feed, roughly 10.0 Mtpa of ROM ore during
Phase 2 (Years 5-14) and includes Proved and Probable Ore Reserves only for all years of operations. The Ore Reserve estimate and production target is approximately 117 million ROM tons over the 14-year mine period at a THM of 3.17%.
Approximately 93.3 million tons or 80% of the Ore Reserves and production target estimates are Proved, while 23.7 million tons or 20% of the Ore Reserves and production target estimates are Probable. All Ore Reserves were converted from Measured
and Indicated Mineral Resources. Inferred Mineral Resources were treated as waste.
33
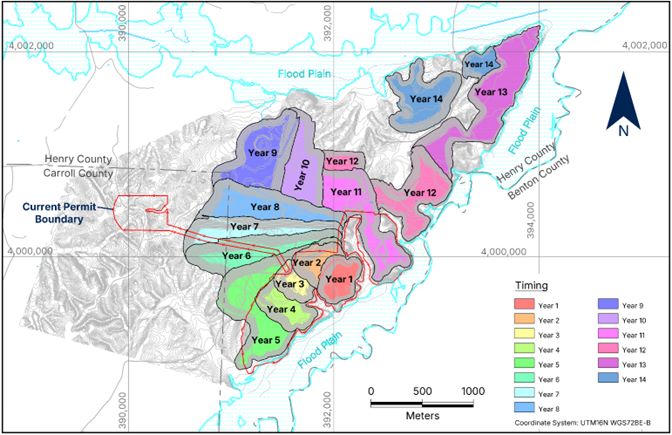
Figure 15: Titan Project mine production timing map.
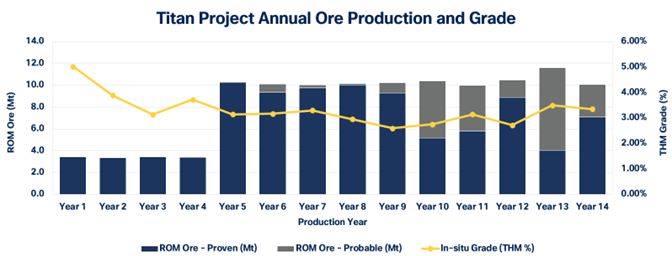
Figure 16: Titan Project annual ore production and grade profile.
Two metallurgical test work programs, completed in 2021 and 2023, evaluated sample preparation, desliming, wet gravity separation, rare earth flotation and dry mineral separation. These test work
programs established the basis for the proposed flowsheet and informed recovery assumptions, product specifications and process design criteria.
Assays were conducted by SGS Lakefield in Canada and Bureau Veritas in Perth, Australia, using X-ray fluorescence, laser ablation/inductively coupled plasma mass spectrometry and quantitative
evaluation of materials by scanning electron microscopy analytical methods.
34
The test work confirmed that high-quality ilmenite, rutile, zircon products could be achieved using conventional separation equipment through a typical wet concentrator plant, and fine and coarse
mineral separation plant flowsheet. A rare earth mineral concentrate product was created at a high monazite recovery using a wet rare earth mineral concentrate circuit.
Processing and Recovery Methods
The Titan processing flowsheet is based on conventional mineral sands processing technology and a series of test work programs completed between 2021 and 2023. The proposed process and recovery
methods were selected based on well-established and conventional approaches to processing mineral sands, including recovery of heavy mineral content using wet gravity separation equipment (such as spiral separators and up-current classifiers)
followed by dry separation of titanium (ilmenite and rutile) and zircon minerals using electrostatic and magnetic separation equipment.
With the increased focus on recovery of rare earth mineral content from mineral sand deposits, the use of flotation to extract these minerals prior to dry mineral separation, and wet shaking tables
to upgrade them, has become a more conventional approach and was selected for this flowsheet. The flowsheet is designed to produce ilmenite, rutile, zircon concentrate and HREC.
The process plant performance estimates assume it is fed with run-of-mine (ROM) material containing 3.2% in-size heavy minerals, made up of 11.7% zircon, 9.8% rutile, 44.1% ilmenite, and 1.6% rare
earth elements. The ROM feed also includes 1.3% oversize material (>600 µm) and 14.8% slimes (<44 µm).
These estimates are based on modelled grades and recoveries, supported by metallurgical test work. The final products are estimated as follows: HREC at 61.4% TREO with 91.4% recovery; rutile at
91.1% TiO₂ with 64.3% recovery; ilmenite/leucoxene at 62.5% TiO₂ with 80.7% recovery; and zircon concentrate at 34.4% ZrO₂ with 91.8% zircon recovery.
The process plant layout is broken down further within each site into specific areas as follows:
Wet Concentrator Plant Site:
| ■ |
Mining Unit Plant (MUP)
|
| ■ |
Feed Preparation Plant (FPP)
|
| ■ |
Wet Concentrator Plant (WCP)
|
| ■ |
Concentrate Upgrade Plant (CUP)
|
| ■ |
Tailing Dewatering Circuit (TDC)
|
Mineral Separation Plant Site:
| ■ |
Rare Earth Plant (REP)
|
| ■ |
Mineral Separation Plant (MSP)
|
35
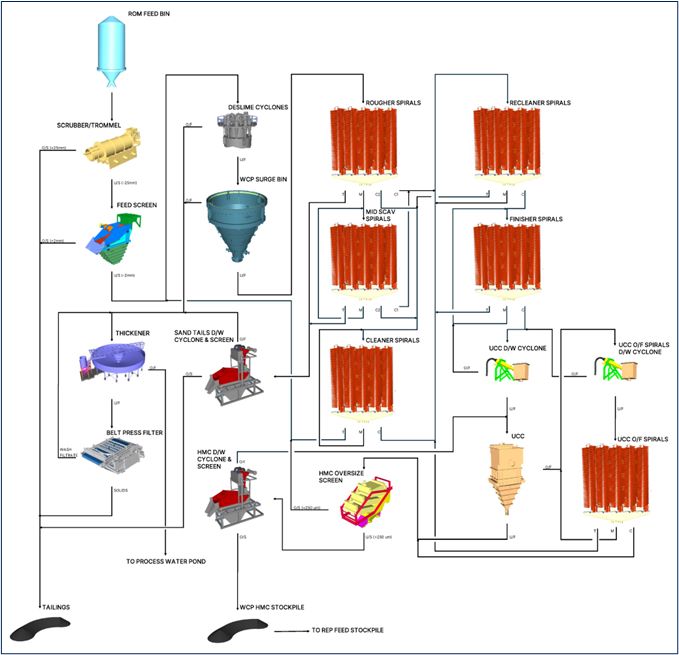
Figure 17: Titan Project process flowsheet for wet concentrator plant site.
36
Each site has been designed to first accommodate the 400 tph plant and then cater for the future expansion to 1,200 tph of rougher spiral head feed by adding a parallel 800 tph plant. The method for
expansion for each area was considered individually to provide the most flexibility during operations, whilst also considering economies of scale in construction, and minimizing the variation of required spare parts for each plant area.
Equipment selection across all process areas is based on proven mineral sands technologies, with capacities, duty points, and configurations aligned to the design throughput and supported by
metallurgical test work, process modeling, and industry operating experience. The use of modular equipment configurations enables staged expansion, reduces construction risk, and maintains consistency in equipment types across development phases.
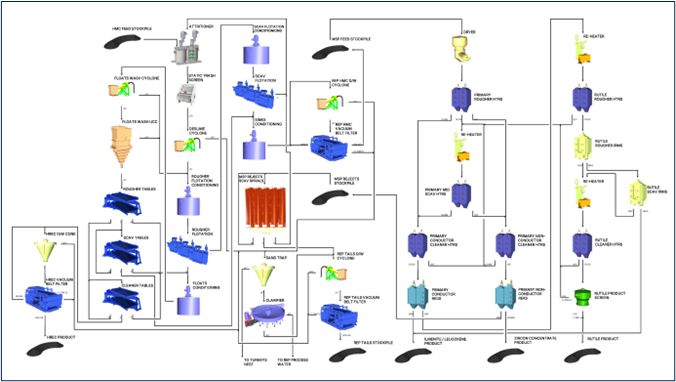
Figure 18: Titan Project process flowsheet for mineral separation plant site.
The layout of the proposed wet concentrator plant site is within the permit boundary, with the general access road entering the site from the southeast, the process water storage facility to the
northeast, and the power supply connection on the south side of the site. The 400-tph plant and warehouse are positioned on the southeast of the site to minimize the earthworks required in the initial phase of plant construction. The future
expansion to a 1,200-tph plant will then include construction of the 800-tph plant separated to the 400-tph plant on the west side of the site.
The MSP Site will be in the Benton County Industrial Park at 650 Divider and Natchez Trace Road. The layout of the MSP site is with the brown background showing part of the overall site boundary,
including Divider and Natchez Trace Road on the western side. The warehouse, admin building, lab and sample preparation building are shown near the western side entrance off Divider and Natchez Trace Road. The Heavy Mineral Concentrate (HMC) as
REP feed stockpile will be located to allow trucks delivering the HMC and backloading REP tailings to enter and leave the site without moving through the main process plant area.
The REP and MSP plants will be located along the northern side of the MSP site, with the second phase MSP plant in the northeastern corner of the site. REP HMC as MSP feed, MSP rejects and REP
tailings stockpiles, as well as associated reclaim systems, will be located to the south of the REP and MSP buildings, such that loader movements will all be in a similar location. All final REP and MSP products will be stored on the northern
side of the REP and MSP buildings for loading out to trucks on a ring road around the plant. The reagents area will be located on the western side of the REP plant and serviced from the same product collection ring road.
37
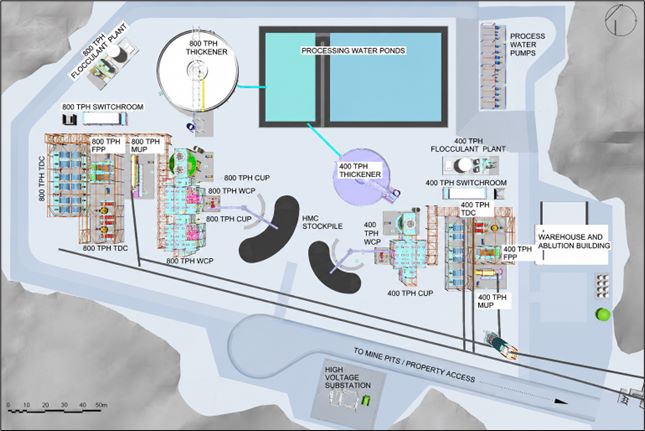
Figure 19: Titan Project wet Concentrator plant site layout / 3D model.
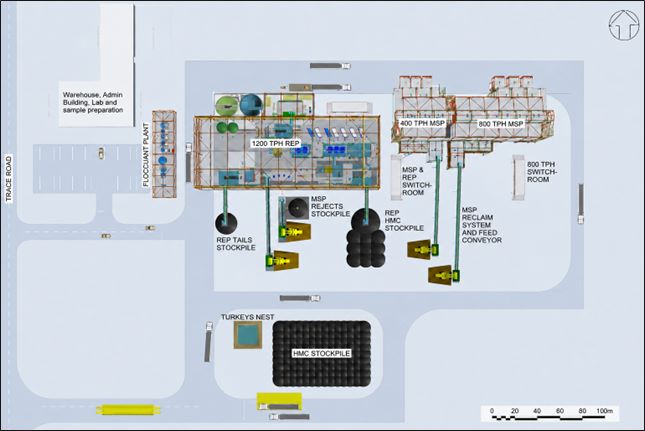
Figure 20: Titan Project mineral separation plant site layout / 3D model.
38
Product Specifications
The Titan Project is designed to produce four saleable mineral concentrate products: ilmenite, rutile, zircon concentrate and HREC. This product mix provides diversified exposure to titanium
feedstocks, zircon and rare earth markets.
|
Titan DFS Product Suite
|
Key Specification
|
DFS Design Value
|
|
|
Ilmenite
|
TiO2 content
|
62.5%
|
|
|
Rutile
|
TiO2 content
|
91.1%
|
|
|
Zircon concentrate
|
ZrO2 content
|
34.4%
|
|
|
Heavy Rare Earth Concentrate
|
Total Rare Earth Oxide (TREO)
|
61.4%
|
Table 11: Titan Project product specifications.
The HREC specification of 61.4% TREO is based on assay data incorporated into the DFS design basis. The estimated distribution of individual rare earth oxides within the TREO used for valuation
purposes is summarized below.
|
CeO₂
|
Dy₂O₃
|
Er₂O₃
|
Eu₂O₃
|
Gd₂O₃
|
Ho₂O₃
|
La₂O₃
|
Lu₂O₃
|
Nd₂O₃
|
|
25.15
|
0.9
|
0.39
|
0.16
|
1.49
|
0.16
|
11.72
|
0.04
|
11.3
|
|
Pr₆O₁₁
|
Sc₂O₃
|
Sm₂O₃
|
Tb₄O₇
|
Tm₂O₃
|
Y₂O₃
|
Yb₂O₃
|
TREO
|
|
|
3.08
|
0.004
|
2.05
|
0.2
|
0.05
|
4.39
|
0.32
|
61.4
|
|
|
Note: Totals may not sum due to rounding.
|
||||||||
Table 12: Titan Project HREC estimated TREO (%).
The specifications presented above represent the DFS design grades used in the production schedule and revenue modeling. Product grades may vary during operations and will be subject to offtake and
sales agreement specifications.
Market Overview
Titanium feedstock markets are driven by demand for titanium dioxide pigment, welding products and titanium metal. Demand for titanium metal is closely linked to aerospace, defense, industrial,
medical and advanced manufacturing applications. Titan’s ilmenite and rutile production could provide an important U.S.-based feedstock source in a market currently exposed to high levels of foreign supply concentration. Titan’s combined Phase 2
titanium feedstock production of approximately 143,000 tpa represents approximately 1% of forecast global titanium feedstock demand, positioning the Project as a readily absorbable new source of supply into a market forecast to move from surplus
toward deficit later this decade.
Zircon demand is linked to ceramics, sanitaryware, tiles, refractories, foundry sand and specialty zirconium chemicals. Titan’s zircon concentrate production provides a separate revenue stream and
improves the Project’s multi-product diversification. Global zircon supply is constrained by limited new project development, supporting the potential for Titan’s zircon to serve domestic U.S. demand. Titan’s forecast Phase 2 zircon concentrate
production of approximately 65,700 tpa represents approximately 2% of global zircon demand, which has remained broadly stable since 2020 and is forecast to move into a slight deficit beyond 2030 as mine depletions reduce supply.
The Project’s HREC provides exposure to rare earth elements, including the heavy rare earths, dysprosium, terbium and yttrium, which are essential to high-performance permanent magnets and defense
applications. On the DFS design basis, Phase 2 HREC production of approximately 5,300 tpa contains approximately 58 tons per annum of combined dysprosium and terbium oxide, a meaningful domestic contribution given the U.S. currently supplies less
than 2% of global dysprosium and terbium. Although the heavy rare earth elements represent approximately 13% of TREO content by mass, they contribute over 70% of the concentrate’s basket value. Rare earth supply chains remain strategically
sensitive due to high concentration of mining, separation, refining and magnet manufacturing capacity in China. Titan’s HREC production could therefore have strategic importance as a U.S.-based upstream rare earth-bearing product, subject to
downstream processing and sales arrangements.
39
No binding offtake agreements for Titan products have been executed as at the date of this announcement. Product pricing assumptions are based on independent market studies and are not forecasts of
contracted sales prices.
Product Pricing
Market analysis and commodity price projections used in DFS economic analysis are derived from data provided by independent third-party market studies sourced from TZMI, Argus, and Mine Value
Partners.
Titanium and zircon mineral sands market conditions and price forecasts are based on the base case scenario from Titanium Feedstock Price Forecast (Issue 3, 2025) prepared by TZ Minerals
International Pty Ltd (TZMI). From 2026 to 2029, annual base case forecast prices were applied, after adjusting for inflation in IperionX’s analysis. From 2030 onward, TZMI long-term inducement prices, converted to real 2026 U.S. dollars, were
held flat through the remainder of the mine life.
HREC pricing is based on the IperionX Rare Earth Concentrate Calculations (April 2026) prepared by Argus Media and Expected Payability for Rare Earth Concentrates from IperionX's Titan Project
(April 2026) prepared by Mine Value Partners (MVP). The Argus Report provides forecast for 15 individual rare earth oxide prices and the resulting TREO basket value for the Project HREC, expressed in real 2026 U.S. dollars over the 2020-2040
horizon.
|
Titan DFS Products LOM Average Price
|
Unit
|
Value
|
|
|
Ilmenite price
|
US$/t
|
353
|
|
|
Rutile price
|
US$/t
|
1,471
|
|
|
Zircon concentrate price
|
US$/t
|
829
|
|
|
HREC price
|
US$/t
|
41,759
|
Table 13: LOM average price forecasts for Titan products.
40
Capital Cost Estimate
Capital costs were developed in accordance with the requirements of a Class 3 estimate, consistent with the Association for the Advancement of Cost Engineering (AACE) Cost Estimating Classification
System, as defined in AACE International Recommended Practice No. 17R-97. In keeping with the intended Class 3 estimate maturity, the estimate has been prepared to reach a target accuracy range of ±15%. The estimate is based on an estimate base
date of Q2 2026 and is expressed in United States dollars (US$). No allowance was made for escalation.
|
Item
|
Phase 1
400tph
(US$)
|
Phase 2 –
Incremental 800tph
(US$)
|
Total
Phase 1+ Phase 2
(US$)
|
|
|
Direct Costs
|
||||
|
1000 - Site Wide - Mining
|
$23,237,857
|
$347,042
|
$23,584,929
|
|
|
1000 - Site Wide - non-process infrastructure
|
$18,316,630
|
$0
|
$18,316,630
|
|
|
1000 - Site Wide - Balance of Scope
|
$18,499,189
|
$3,191,001
|
$21,690,190
|
|
|
2000 - Feed Preparation Plant
|
$10,086,726
|
$15,587,107
|
$25,673,833
|
|
|
3000 - Wet Concentrator Plant
|
$44,143,921
|
$62,212,480
|
$106,356,401
|
|
|
4000 - Mineral Separation Plant
|
$25,058,422
|
$33,435,617
|
$58,494,039
|
|
|
5000 - Rare Earth Plant
|
$33,181,069
|
$1,240,555
|
$34,421,625
|
|
|
8000 - Mining Unit Plant
|
$1,304,793
|
$2,133,248
|
$3,438,041
|
|
|
Direct Costs Sub-total
|
$173,828,608
|
$118,147,079
|
$291,975,688
|
|
|
Indirect Costs
|
||||
|
EPCM
|
$22,414,018
|
$14,663,588
|
$37,077,606
|
|
|
Temporary Facilities and Services
|
$2,240,370
|
$1,247,800
|
$3,488,170
|
|
|
Vendor's ME Installation Assistance
|
$250,000
|
$190,000
|
$440,000
|
|
|
Contractor's Pre-Commissioning Assistance
|
$186,342
|
$244,769
|
$431,111
|
|
|
Commissioning & Testing
|
$1,898,000
|
$1,620,320
|
$3,518,320
|
|
|
Spare Parts
|
$928,893
|
$1,196,017
|
$2,124,910
|
|
|
First Fills
|
$143,330
|
$223,407
|
$366,737
|
|
|
Indirect Costs Sub-total
|
$28,060,953
|
$19,385,901
|
$47,446,854
|
|
|
Total, excl. Contingency and Owner’s Costs
|
$201,889,562
|
$137,532,980
|
$339,422,542
|
|
|
Owner's Costs
|
$5,598,338
|
$1,637,627
|
$7,235,964
|
|
|
Contingency
|
$20,638,419
|
$14,027,432
|
$34,665,851
|
|
|
Total CAPEX, 400tph and 800tph
|
$228,126,319
|
$153,198,038
|
$381,324,357
|
|
|
Note: Totals may not sum due to rounding.
|
||||
Table 14: Capital cost estimate summary.
Operating Cost Estimate
The operating cost estimate has been performed for mining, processing, product transport and other costs including royalties. The estimates have an accuracy of ±15%. The estimate base date is Q2,
2026, and the estimate was prepared using US$. Mine operating costs were based on prices from mine contractor services for moving ROM ore material from the pits to the wet concentrator plant and dewatered tailings and waste material back to the
pits to the disposal areas and all associated work. Equipment consumables, repairs, maintenance, and labor costs were included in the contractor pricing to supply mine services including waste mobile conveyors, loaders for ore, loaders for waste,
dozers for ore and interburden material, dozers for waste spreading and compaction, dozers for reclamation, and support equipment. Process plant operating costs included labor, power, consumables, reagents and utilities, maintenance, mobile
equipment, laboratory, general and administration.
41
|
Operating Costs
|
US$/year
|
US$/t ore
|
|||
|
Phase 1 Average
|
Phase 2 Average
|
Phase 1 Average
|
Phase 2 Average
|
||
|
Mining
|
21,505,614
|
64,334,874
|
6.32
|
6.22
|
|
|
Process Plant
|
15,520,852
|
27,967,350
|
4.56
|
2.70
|
|
|
Product Transport
|
3,558,600
|
8,900,738
|
1.05
|
0.86
|
|
|
Royalties
|
4,747,628
|
8,052,134
|
1.39
|
0.78
|
|
|
Total Operating Costs
|
45,332,694
|
109,255,096
|
13.31
|
10.57
|
|
|
Note: Totals may not sum due to rounding.
|
|||||
Table 15: Operating cost estimate summary.
The reduction in operating cost per ton from Phase 1 to Phase 2 reflects the scale benefits of the expanded operating configuration. Mining remains the largest operating cost component, with process
plant costs benefiting from economies of scale in Phase 2.
Economic Analysis
The DFS financial model evaluates the economic viability of the Titan Project using an unlevered discounted cash flow model. The model assumes a 14-year mine life, phased construction and
production, real 2026 U.S. dollars, no inflation escalation, a real 8% discount rate and 100% equity financing for modeling purposes. The model incorporates production schedules, product pricing, recoveries, capital costs, operating costs, taxes,
royalties, working capital and sensitivities.
The Project generates US$1.93 billion of free cash flow and after-tax NPV8 of US$813 million. The after-tax IRR is 39.4% and the after-tax payback period is 3.63 years. These outcomes demonstrate
the financial significance of Titan and the strength of the Project’s staged capital strategy and multi-product revenue model.
|
Financial Forecast
|
Units
|
Value
|
|
|
Total EBITDA
|
US$ million
|
2,804
|
|
|
Pre-Tax NPV8
|
US$ million
|
1,016
|
|
|
Pre-Tax IRR
|
%
|
42.6
|
|
|
Pre-Tax Payback Period
|
Year
|
3.49
|
|
|
After-Tax NPV8
|
US$ million
|
813
|
|
|
After-Tax IRR
|
%
|
39.4
|
|
|
After-Tax Payback Period
|
Year
|
3.63
|
|
|
NPV/Initial Capital
|
3.56
|
||
|
NPV/Total Capital
|
2.13
|
Table 16: Titan Project DFS financial forecast.
42
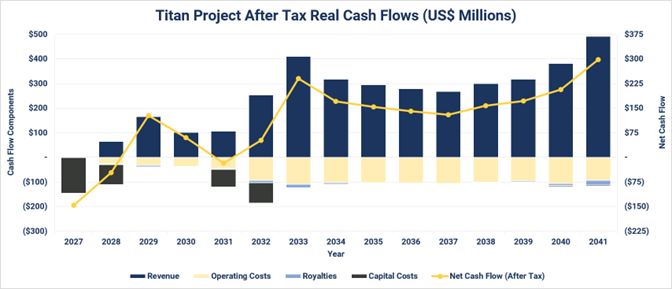
Figure 21: Titan Project after tax real cash flows.
Sensitivity analysis
The DFS includes sensitivity analysis for key value drivers, including capital cost estimates, operating cost estimates, grade and product pricing. The Project is most sensitive to product pricing
assumptions, reflecting the multi-product revenue base and the importance of market pricing for ilmenite, rutile, zircon concentrate and HREC. The Project remains leveraged to upside in titanium feedstock, zircon and rare earth pricing
environments.
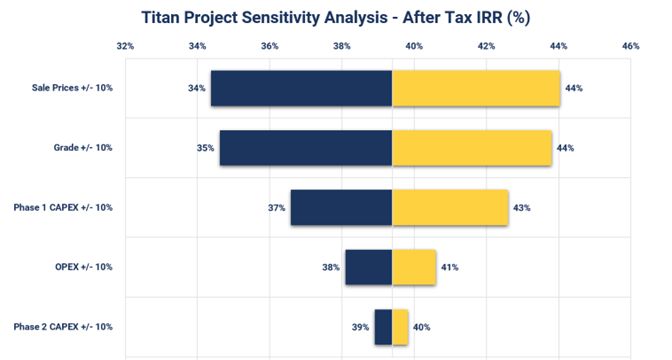
Figure 22: Titan Project sensitivity analysis - after tax IRR.
43
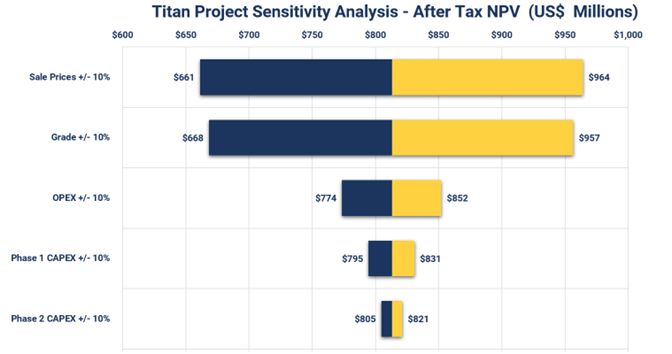
Figure 23: Titan Project sensitivity analysis - after tax NPV.
Environmental, Permitting and Social Considerations
The DFS includes environmental, permitting and social considerations for both the mine and WCP site and the MSP / REP site. The Project has been assessed against federal, state and local regulatory
requirements, including Clean Water Act approvals, National Historical Preservation Act considerations, Endangered Species Act considerations, Migratory Birds Treaty Act and Bald and Golden Eagle Protection Act considerations, Clean Air Act
requirements, Tennessee Mineral Surface Mining Law, water resources approvals, Resource Conservation and Recovery Act considerations and Tennessee radiological licensing and registration requirements where applicable.
Environmental Baseline Studies
Environmental baseline work includes critical issues analysis, wetland delineation and hydrologic determination field work, threatened and endangered habitat survey, cultural resources background
research, baseline groundwater and surface water studies and environmental monitoring. Some prior environmental due diligence studies are outdated and will require appropriate review, updates and field work as applicable before final permits are
obtained.
Permitting
Tennessee Department of Environment and Conservation (TDEC) granted IperionX the required state Surface Mining Permit (OM-70711-01) and National Pollutant Discharge Elimination System (NPDES) Permit
(TN0070711) on August 14, 2023. The Tennessee Surface Mining Permit is a five-year permit and will need to be renewed and updated every five years. As mining planning progresses, these permits and agency approvals will require modification to
incorporate the entirety of the future mine site. Environmental due diligence studies will also require appropriate re-reviews, updates, and field work as applicable. There is currently no work proposed in Federal Emergency Management Act
(FEMA) floodplains. The Report in the Appendix provides a list of the key environmental permits that will be required for the proposed mine area. The necessary permits include those required by the United States Army Corps of Engineers (USACE),
United States Fish and Wildlife Services (USFWS), Tennessee Historical Commission, TDEC Mineral and Geological Resources, TDEC Division of Water Resources and Tennessee Division of Radiological Health. TDEC also determined that IperionX’s
proposed sand processing operations would constitute an insignificant activity or insignificant emissions unit, as defined in part 1200-03-09-.04(2)(a)3 of the Tennessee Air Pollution Control Regulations. The mineral separation plant and the rare
earth plant are anticipated to be permitted as part of a standard development schedule, with the DFS identifying the relevant federal and state approvals and providing a framework for progressing the Project through permitting. The Report in the
Appendix provides a list of the key environmental permits that will be required for the proposed mineral separation plant. The necessary permits include those required by the USACE, USFWS, Tennessee Historical Commission, TDEC Division of Water
Resources, TDEC Air Pollution Control, Tennessee Division of Radiological Health, and Tennessee Division of Solid Waste Management.
44
Tailings, Waste and Water Management
Tailings and waste management are integrated into the mine plan. Tailings material is expected to be filtered at the WCP to an optimum moisture content of approximately 16-18% and placed like soil
in backfilled lifts in mined-out pits as mining progresses. This approach is designed to minimize the tailings storage footprint and reclaim pit areas to near original surface elevations. Temporary out-of-pit waste storage areas are expected to
be required through approximately Year 5, after which tailings and waste material are expected to be backfilled into the pit as mining progresses.
Water management considers pit dewatering, WCP supply, backfill stability and compliant discharge at NPDES outfalls. Groundwater inflows have been estimated using groundwater modeling. Pit inflows
will be collected in sumps and pumped to settling ponds, with turbidity, suspended solids and pH controlled as required.
Social Considerations and Local Engagement
IperionX has engaged with the Tennessee Department of Environment and Conservation, the Tennessee Valley Authority, Tennessee state government officials, community members, business owners, local
government officials, school systems, universities, technical schools and local and state government groups. The Company intends to continue identifying and engaging with stakeholders as the Project progresses.
IperionX currently anticipates that, during construction and operations, labor, goods, and services will be sourced from a combination of local, regional, and national suppliers, subject to
availability, qualifications, commercial terms, and compliance with Project requirements.
While no binding commitments to local procurement or hiring have been made as of the Report date, IperionX generally intends to consider qualified local individuals and businesses in its hiring and
procurement processes, consistent with standard industry practice, applicable laws, and operational needs.
Employment levels, workforce composition, and procurement strategies will ultimately depend on Project design, contractor selection, and prevailing market conditions. No reliance on preferential
hiring or local procurement was incorporated into Mineral Resource or Ore Reserve estimates, capital cost estimates, or economic analyses presented in this DFS.
Project Timeline
Following completion of the DFS, the Company’s project execution strategy is centered on a modular plant delivery approach designed to optimize schedule, cost certainty, and risk management. Subject
to a Final Investment Decision (FID), activities will progress through permitting, financing, and detailed engineering, with priority placed on early finalization of modular design packages to support off-site fabrication. Module fabrication and
assembly will be undertaken in parallel with site civil works and infrastructure development, enabling a streamlined construction phase through staged delivery and rapid on-site installation. The Company will also prioritize long-lead equipment
procurement and integrated logistics planning to ensure alignment between fabrication, transport, and site readiness. This approach is expected to reduce overall construction duration and facilitate efficient commissioning and ramp-up to
steady-state operations, while maintaining appropriate contingencies and interface management across all workstreams.
45
|
Key Milestones
|
Target Date
|
|
|
Early Contractor Involvement Start
|
July 2026
|
|
|
Phase 1 Construction Start
|
January 2027
|
|
|
Phase 1 Modular Plant Procurement Start
|
January 2027
|
|
|
Phase 1 Commissioning Start
|
June 2028
|
|
|
Phase 1 Production Ramp Up Complete
|
September 2028
|
|
|
Phase 2 Construction Start
|
June 2031
|
|
|
Phase 2 Production Ramp Up Complete
|
September 2032
|
Table 17: Titan Project key milestones.
Opportunities and Ongoing Work Programs
The DFS identifies a number of potential opportunities that could further enhance the Project. These opportunities are not included in the base case unless specifically stated and will require
further work, approvals and analysis before they can be incorporated into future development cases.
| ■ |
Expansion of the study area through additional drilling, mine planning and permitting.
|
| ■ |
Potential development of adjacent properties, subject to drilling, resource definition, mine planning, permitting and economic analysis.
|
| ■ |
Processing optimization, including recovery improvements, product quality improvements, reagent optimization, water management optimization and potential downstream integration.
|
| ■ |
Modular execution and procurement optimization to reduce construction schedule risk and improve capital efficiency.
|
| ■ |
Additional offtake, strategic investment, government financing or partnership opportunities aligned with U.S. critical minerals and titanium supply chain priorities.
|
| ■ |
Integration with IperionX’s titanium technologies and U.S. manufacturing strategy, subject to technical, commercial and regulatory assessment.
|
Key Risks
The DFS outcomes and project timeline remain subject to a range of risks and uncertainties typical of projects at this stage of development. Key risks include variability in capital and operating
cost estimates, changes in commodity prices and market conditions, and the availability and timing of regulatory approvals and permits. Additional risks relate to securing project financing, contractor performance, long‑lead equipment
procurement, and potential delays associated with supply chain or logistics. The Company continues to actively identify, assess, and mitigate these risks through active engagement with key stakeholders; however, there can be no assurance that the
Project will be developed within the currently anticipated timeframe, or that the DFS outcomes will be achieved.
Funding
The Company is progressing funding discussions in parallel with DFS activities to support advancement of the Titan Project towards development. A range of financing options are being
evaluated, including a combination of debt, equity, and potential strategic partnerships or offtake-linked funding. Engagement with financial institutions, export credit agencies, and potential investors is ongoing, with the objective of
securing a competitive and appropriately structured funding package aligned with the project development timeline. While these discussions are progressing constructively, there can be no assurance that funding will be secured on acceptable
terms or within the anticipated timeframe. The Company considers it has reasonable grounds to believe that the required funding for development of the Titan Project may be available when required or at all,
having regard to the Project’s DFS outcomes, staged development profile, ongoing discussions with potential financing parties, strategic importance of the Project, and the range of funding options under consideration. No binding funding
commitments have been entered into as at the date of this announcement.
46
Cautionary Statement
The Definitive Feasibility Study referred to in this announcement has been undertaken to assess the potential technical and economic viability of developing the Titan Project in Tennessee, United
States. The DFS is a technical and economic assessment of the potential viability of the Project based on assumptions regarding mining, processing, infrastructure, operating costs, capital costs, commodity prices, permitting, environmental
management, financing and other modifying factors.
Investors should note that there is no certainty that the assumptions underpinning the DFS will prove to be correct, or that the outcomes indicated by the DFS (such as production targets and
financial forecasts) will be achieved. Development of the Project will require (among other things) financing, permits, procurement, construction, commissioning and operating performance consistent with the assumptions in the DFS. Access to
funding (if available) may be subject to conditions outside IperionX’s control and may be dilutive or otherwise affect the value of IperionX securities.
This announcement contains forward-looking statements. Forward-looking statements include (without limitation) statements regarding future mineral production, project development, capital costs,
operating costs, commodity prices, revenues, cash flows, NPV, IRR, payback, mine life, permitting, construction, commissioning, market demand, offtake, financing and strategic outcomes. Actual results may differ materially from those expressed or
implied by forward-looking statements.
The Production Target, and forecast financial information derived from that Production Target, are based entirely on Ore Reserves and does not include Inferred Mineral Resources. Mineral Resource
and Ore Reserve estimates are necessarily imprecise and depend on interpretations and geological assumptions, minerals prices, cost assumptions and statistical inferences (and assumptions concerning other factors, including mining, processing,
metallurgical, infrastructure, economic, marketing, legal, environmental, social and governmental factors) which may ultimately prove to be incorrect or unreliable. Mineral Resource and Ore Reserve estimates are regularly revised based on actual
exploration or production experience or new information and could therefore be subject to change. In addition, there are risks associated with such estimates, including (among other risks) that minerals mined may be of a different grade or
tonnage from those in the estimates and the ability to economically extract and process the minerals may become compromised or not eventuate. The Company’s plans, including its mine and infrastructure plans, and timing, for the Titan Project, are
also subject to change. Accordingly, no assurances can be given that the production targets, financial forecasts or other forecasts or other forward-looking statements or information in this announcement or the DFS will be achieved.
IperionX has concluded that it has a reasonable basis for providing the forward-looking statements included in this announcement and for holding the expectation that it will be able to complete the
development of the Project, subject to the qualifications, assumptions and risks set out in this announcement and the underlying DFS.
Forward Looking Statements
Information included in this release constitutes forward-looking statements. Often, but not always, forward looking statements can generally be identified by the use of forward-looking words such as
“may”, “will”, “expect”, “intend”, “plan”, “estimate”, “anticipate”, “continue”, and “guidance”, or other similar words and may include, without limitation, financial forecasts, production targets, statements regarding plans, strategies and
objectives of management, anticipated production or construction commencement dates and expected costs or production outputs. Forward looking statements inherently involve known and unknown risks, uncertainties and other factors that may cause
the Company’s actual results, performance, and achievements to differ materially from any future results, performance, or achievements. Relevant factors may include, but are not limited to, changes in commodity prices, foreign exchange
fluctuations and general economic conditions, increased costs and demand for production inputs, the speculative nature of exploration and project development, including the risks of obtaining necessary licenses and permits and diminishing
quantities or grades of reserves, political and social risks, changes to the regulatory framework within which the company operates or may in the future operate, environmental conditions including extreme weather conditions, recruitment and
retention of personnel, industrial relations issues and litigation, as well as other uncertainties and risks set out in filings made by the Company from time to time with the Australian Securities Exchange and the U.S. Securities and Exchange
Commission (“SEC”).
47
Forward looking statements are based on the Company and its management’s assumptions relating to the financial, market, regulatory and other relevant environments that will exist and affect the
Company’s business and operations in the future. The Company does not give any assurance that the assumptions on which forward looking statements are based will prove to be correct, or that the Company’s business or operations will not be
affected in any material manner by these or other factors not foreseen or foreseeable by the Company or management or beyond the Company’s control. There may be other factors that could cause actual results, performance, achievements, or events
not to be as anticipated, estimated or intended, and many events are beyond the reasonable control of the Company. Accordingly, readers are cautioned not to place undue reliance on forward looking statements. Forward looking statements in these
materials speak only at the date of issue. Except as required by applicable law or stock exchange listing rules, the Company does not undertake any obligation to publicly update or revise any of the forward-looking statements or to advise of any
change in events, conditions or circumstances on which any such statement is based.
Non-IFRS financial measures
This announcement and the DFS contain certain financial measures (such as NPV and IRR) that are not recognized under International Financial Reporting Standards (IFRS). Although the Company believes
these measures provide useful information about the Company's financial forecasts, they should not be considered in isolation or as a substitute for measures of performance or cash flow prepared in accordance with IFRS. As these measures are not
based on IFRS, they do not have standardized definitions and the way the Company calculates these measures may not be comparable to similarly titled measures used by other companies. Consequently, undue reliance should not be placed on these
measures.
48
Competent Persons Statements
The information in this announcement that relates to Exploration Results is based on, and fairly represents, information compiled and/or reviewed by Mr. Adam Karst, P.G., a Competent Person who is a
Registered Member of the Society of Mining, Metallurgy and Exploration (SME) which is a Recognized Professional Organization (RPO). Mr. Karst is an employee of Karst Geo Solutions, LLC. Mr. Karst has sufficient experience which is relevant to the
style and type of mineralization present at the Titan Project area and to the activity that he is undertaking to qualify as a Competent Person as defined in the 2012 edition of the “Australasian Code for Reporting of Exploration Results, Mineral
Resources and Ore Reserves” (the 2012 JORC Code). Mr. Karst consents to the inclusion in this report of the matters based on this information in the form and context in which it appears.
The information in this announcement that relates to the Mineral Processing and Metallurgical Testing, Processing and Recovery Methods are based on, and fairly represents, information compiled
and/or reviewed by Mr. Etienne Raffaillac, a Competent Person who is a Member of the Australasian Institute of Mining and Metallurgy. Mr. Raffaillac is an employee of Mineral Technologies Pty Ltd. Mr. Raffaillac has sufficient experience which is
relevant to the style and type of mineralization present at the Titan Project area and to the activity that he is undertaking to qualify as a Competent Person as defined in the 2012 edition of the “Australasian Code for Reporting of Exploration
Results, Mineral Resources and Ore Reserves” (the 2012 JORC Code). Mr. Raffaillac consents to the inclusion in this report of the matters based on his information in the form and context in which it appears.
The information in this announcement that relates to Mineral Resource Estimate is based on, and fairly represents, information compiled and/or reviewed by Mr. John Eckman, a Competent Person who is
a Certified Professional Geologist, American Institute of Professional Geologists (#CPG-11383) and a registered member of the Society for Mining, Metallurgy & Exploration (SME #4197942), both of which are Recognized Professional Organizations
(RPO). Mr. Eckman is an employee of Marshall Miller & Associates. Mr. Eckman has sufficient experience which is relevant to the style and type of mineralization present at the Titan Project area and to the activity that he is undertaking to
qualify as a Competent Person as defined in the 2012 edition of the “Australasian Code for Reporting of Exploration Results, Mineral Resources and Ore Reserves” (the 2012 JORC Code). Mr. Eckman consents to the inclusion in this report of the
matters based on this information in the form and context in which it appears.
The information in this announcement that relates to Ore Reserve Estimate is based on, and fairly represents, information compiled and/or reviewed by Mr. Justin Douthat, a Competent Person who is a
Registered Member of the Society of Mining, Metallurgy & Exploration (SME #4028345), which is a Recognized Professional Organizations (RPO). Mr. Douthat is an employee of Marshall Miller & Associates. Mr. Douthat has sufficient experience
which is relevant to the style and type of mineralization present at the Titan Project area and to the activity that he is undertaking to qualify as a Competent Person as defined in the 2012 edition of the “Australasian Code for Reporting of
Exploration Results, Mineral Resources and Ore Reserves” (the 2012 JORC Code). Mr. Douthat consents to the inclusion in this report of the matters based on this information in the form and context in which it appears.
The information in this announcement that relates to Cost Estimates and Economic Analysis is based on, and fairly represents, information compiled or reviewed by Mr. Alexandre Roy, a Competent
Person who is a Registered Member of Ordres des Ingenieurs du Quebec, which is a Recognized Professional Organization (RPO). Mr. Roy is an employee of Primero Group Americas Inc. Mr. Roy has sufficient experience that is relevant to the style of
mineralization and type of deposit under consideration and to the activity being undertaken to qualify as a Competent Person as defined in the 2012 Edition of the “Australasian Code for Reporting of Mineral Resources and Ore Reserves” (the 2012
JORC Code). Mr. Roy consents to the inclusion in this report of the matters based on this information in the form and context in which it appears.
49