 |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Technical Report Summary for Titan Project
Forward-Looking Information
This Technical Report Summary contains forward-looking statements within the meaning of the United States Securities Act of 1933 and the US Securities Exchange Act of 1934, which are intended to be covered by the safe harbor created by such sections. Such forward-looking statements include, without limitation, statements regarding mineral resource and mineral reserve estimates, recoveries and grade, future mineralization, future adjustments, and sensitivities and other statements that are not historical facts. These statements are not guarantees of future performance and undue reliance should not be placed on them. The assumptions used to develop forward-looking information and the risks that could cause the actual results to differ materially are detailed in the body of this report.
Forward-looking statements address activities, events, or developments that IperionX Limited (IperionX) expects or anticipates will or may occur in the future and are based on current expectations and assumptions. Although IperionX’s management believes that its expectations are based on reasonable assumptions, it can give no assurance that these expectations will prove correct. Such assumptions, include, but are not limited to: (i) there being no significant change to current geotechnical, metallurgical, hydrological and other physical condition assumptions; (ii) permitting being consistent with current expectations (iii) political developments being consistent with its current expectations; (iv) certain exchange rate assumptions being approximately consistent with current levels; (v) certain price assumptions for zircon, rutile, ilmenite, and rare earth elements; and (vii) other planning assumptions.
Important factors that could cause actual results to differ materially from those in the forward-looking statements include, among others, risks that estimates of mineral resources and mineral reserves are uncertain and the volume and grade of mineralization actually recovered may vary from the estimates presented in this report, risks relating to fluctuations in commodity prices; risks due to the inherently hazardous nature of mining-related activities; risks related to the jurisdiction in which IperionX operates, uncertainties due to health and safety considerations, uncertainties related to environmental considerations, including, without limitation, climate change, uncertainties relating to obtaining approvals and permits, including renewals, from governmental regulatory authorities; and uncertainties related to changes in law; as well as those factors discussed in IperionX’s filings with the US Securities and Exchange Commission, including IperionX’s latest Annual Report on Form 20-F for the period ended June 30, 2025, which is available on EDGAR.
IperionX does not undertake any obligation to release publicly revisions to any
“forward-looking statement,” to reflect events or circumstances after the date of this report, or to reflect the occurrence of unanticipated events, except as may be required under applicable securities laws. Investors should not assume that any lack
of update to a previously issued “forward-looking statement” constitutes a reaffirmation of that statement. Continued reliance on “forward-looking statements” is at investors’ own risk.
 |
Page 2 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table of Contents
| Technical Report Summary for Titan Project | 2 | |||||
| Table of Contents | 3 | |||||
| 1 | Executive Summary | 20 | ||||
| 1.1 | Introduction | 20 | ||||
| 1.2 | Terms of Reference | 20 | ||||
| 1.3 | Property Description and Ownership | 20 | ||||
| 1.4 | Accessibility, Climate, Local Resources, Infrastructure and Physiography | 21 | ||||
| 1.5 | History | 21 | ||||
| 1.6 | Geological Setting, Mineralization, and Deposit | 22 | ||||
| 1.7 | Exploration Drilling | 22 | ||||
| 1.8 | Sample Preparation, Analyses, and Security | 24 | ||||
| 1.9 | Data Verification | 25 | ||||
| 1.10 | Mineral Processing and Metallurgical Testing | 25 | ||||
| 1.11 | Mineral Resource Estimates | 26 | ||||
| 1.11.1 | Estimation Methodology | 26 | ||||
| 1.11.2 | Mineral Resources Statement | 29 | ||||
| 1.12 | Mineral Reserve Estimates | 29 | ||||
| 1.12.1 | Estimation Methodology | 29 | ||||
| 1.12.2 | Mineral Reserves Statement | 32 | ||||
| 1.13 | Mining Methods | 33 | ||||
| 1.14 | Processing and Recovery Methods | 35 | ||||
| 1.15 | Infrastructure | 41 | ||||
| 1.16 | Market Studies | 41 | ||||
| 1.16.1 | Market Studies Used | 41 | ||||
| 1.16.2 | Commodity Pricing | 42 | ||||
| 1.16.2.1 | Mineral Sands Product Pricing | 42 | ||||
| 1.16.2.2 | Heavy Rare Earth Concentrate Pricing | 43 | ||||
| 1.17 | Environmental, Permitting and Social Considerations | 43 | ||||
| 1.17.1 | Environmental Studies and Monitoring | 43 | ||||
| 1.17.2 | Permitting | 44 | ||||
| 1.17.3 | Mine Reclamation and Closure, Tailings and Water Management | 44 | ||||
| 1.17.4 | Social Considerations, Plans, Negotiations and Agreements | 45 | ||||
| 1.18 | Capital Cost Estimates | 45 | ||||
| 1.19 | Operating Cost Estimates | 46 | ||||
| 1.20 | Economic Analysis | 46 | ||||
|
Page 3 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.20.1 | Forward-Looking Information Caution | 46 | ||||
| 1.20.2 | Methodology and Assumptions | 47 | ||||
| 1.20.3 | Economic Analysis Results | 47 | ||||
| 1.20.4 | Sensitivity Analysis | 48 | ||||
| 1.21 | Risks and Opportunities | 50 | ||||
| 1.21.1 | Risks | 50 | ||||
| 1.21.2 | Opportunities | 51 | ||||
| 1.21.2.1 | Project Area | 51 | ||||
| 1.21.2.2 | Processing | 51 | ||||
| 1.22 | Conclusions | 52 | ||||
| 1.23 | Recommendations | 53 | ||||
| 1.23.1 | Mining | 53 | ||||
| 1.23.2 | Processing | 54 | ||||
| 2 | Introduction | 56 | ||||
| 2.1 | Introduction | 56 | ||||
| 2.2 | Terms of Reference | 56 | ||||
| 2.2.1 | Report Purpose | 56 | ||||
| 2.2.2 | Terms of Reference | 56 | ||||
| 2.3 | Qualified Persons | 57 | ||||
| 2.4 | Qualified Person Site Visits | 57 | ||||
| 2.4.1 | MM&A | 57 | ||||
| 2.4.2 | KGS | 57 | ||||
| 2.5 | Report Date | 58 | ||||
| 2.6 | Information Sources and References | 58 | ||||
| 2.7 | Previously Filed Technical Report Summaries | 58 | ||||
| 3 | Property Description | 59 | ||||
| 3.1 | Location | 59 | ||||
| 3.2 | Ownership | 61 | ||||
| 3.3 | Mineral Title | 61 | ||||
| 3.4 | Surface Rights and Water Rights | 65 | ||||
| 3.5 | Royalties | 65 | ||||
| 3.6 | Encumbrances | 65 | ||||
| 3.7 | Significant Factors and Risks That May Affect Access, Title or Work Programs | 65 | ||||
| 4 | Accessibility, Climate, Local Resources, Infrastructure and Physiography | 66 | ||||
| 4.1 | Accessibility | 66 | ||||
| 4.2 | Climate and Length of Operating Season | 66 | ||||
| 4.3 | Local Resources and Infrastructure | 66 | ||||
| 4.4 | Topography, Elevation and Vegetation | 67 | ||||
|
Page 4 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 5 | History | 68 | ||||
| 6 | Geological Setting, Mineralization, and Deposit | 69 | ||||
| 6.1 | Deposit Model | 69 | ||||
| 6.2 | Regional Geology | 69 | ||||
| 6.3 | Local Geology | 71 | ||||
| 6.4 | Deposit Geology | 72 | ||||
| 6.4.1 | Lithologies | 72 | ||||
| 6.4.2 | Structure | 73 | ||||
| 6.4.3 | Mineralization | 73 | ||||
| 7 | Exploration | 75 | ||||
| 7.1 | Exploration | 75 | ||||
| 7.1.1 | Grids and Surveys | 75 | ||||
| 7.1.2 | Exploration Sampling | 75 | ||||
| 7.1.3 | Exploration Potential | 75 | ||||
| 7.2 | Drilling | 75 | ||||
| 7.2.1 | Overview | 75 | ||||
| 7.2.2 | Drilling Used in Mineral Resource Estimate | 76 | ||||
| 7.2.3 | Drilling Excluded for Estimation Purposes | 77 | ||||
| 7.2.4 | Metallurgical Drilling | 78 | ||||
| 7.2.5 | Drill Methods | 79 | ||||
| 7.2.6 | Core Logging | 80 | ||||
| 7.2.7 | Core Recovery | 81 | ||||
| 7.2.8 | Collar Surveys | 81 | ||||
| 7.2.9 | Downhole Surveys | 81 | ||||
| 7.2.10 | Drilled Versus True Thickness | 81 | ||||
| 7.2.11 | Comment on Material Results and Interpretation | 82 | ||||
| 7.3 | Hydrogeology | 82 | ||||
| 7.3.1 | Aquifer Properties | 84 | ||||
| 7.3.2 | Groundwater | 84 | ||||
| 7.3.3 | Surface Water | 86 | ||||
| 7.3.4 | Groundwater Flow Model | 87 | ||||
| 7.3.5 | Site-Wide Water Balance | 90 | ||||
| 7.3.6 | Opinion of Qualified Person | 93 | ||||
| 7.4 | Geotechnical Data | 93 | ||||
| 7.4.1 | Pit Slopes | 93 | ||||
| 7.4.2 | Pit Backfill | 96 | ||||
|
Page 5 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 7.4.3 | Infrastructure Sites | 97 | |||||
| 7.4.4 | Opinion of Qualified Person | 97 | |||||
| 8 | Sample Preparation, Analyses, and Security | 98 | |||||
| 8.1 | Sample Collection | 98 | |||||
| 8.2 | Security | 98 | |||||
| 8.3 | Density/Specific Gravity Determinations | 98 | |||||
| 8.3.1 | Collection Methods | 98 | |||||
| 8.3.2 | Analysis and Results | 98 | |||||
| 8.4 | Laboratory Procedures | 99 | |||||
| 8.4.1 | Sample Data Analysis | 99 | |||||
| 8.4.2 | Mineral Assemblage Assay Data | 100 | |||||
| 8.5 | Quality Assurance and Quality Controls | 101 | |||||
| 8.6 | Database | 102 | |||||
| 8.7 | Opinion of Qualified Person | 102 | |||||
| 9 | Data Verification | 103 | |||||
| 9.1 | Data Verification Completed by the Qualified Person | 103 | |||||
| 9.1.1 | KGS | 103 | |||||
| 9.1.2 | MM&A | 103 | |||||
| 9.2 | Mineral Assemblage | 103 | |||||
| 9.2.1 | General Statistics | 103 | |||||
| 9.2.2 | Comparative Composites | 104 | |||||
| 9.3 | Limitations Placed on Data Verification | 104 | |||||
| 9.4 | Opinion of Qualified Person | 104 | |||||
| 10 | Mineral Processing and Metallurgical Testing | 105 | |||||
| 10.1 | 2021 Metallurgical Test Results | 105 | |||||
| 10.1.1 | Sample Preparation and Deslime Circuit | 106 | |||||
| 10.1.2 | Wet Process Circuit | 107 | |||||
| 10.1.3 | Dry Process Circuit | 108 | |||||
| 10.2 | 2023 Metallurgical Test Results | 108 | |||||
| 10.2.1 | Feed Preparation | 109 | |||||
| 10.2.2 | Wet Gravity Separation | 109 | |||||
| 10.2.3 | Rare Earth Mineral Flotation and Gravity Upgrade | 111 | |||||
| 10.2.4 | Dry Mineral Separation | 111 | |||||
| 10.2.4.1 | Fine HMC Mineral Separation Circuit | 111 | |||||
| 10.2.4.1.1 | Fine Primary Dry Circuit | 112 | |||||
| 10.2.4.1.2 | Fine Non-Conductor Circuit | 112 | |||||
| 10.2.4.1.3 | Fine Conductor Circuit | 113 | |||||
| 10.2.4.2 | Coarse HMC Mineral Separation Circuit | 113 | |||||
|
Page 6 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 10.2.5 | Product Grades | 114 | ||||
| 10.3 | Preliminary Flowsheet Development | 115 | ||||
| 10.4 | Metallurgical Recovery Forecasts | 116 | ||||
| 10.5 | Metallurgical Variability | 117 | ||||
| 10.6 | Deleterious Elements | 117 | ||||
| 10.7 | Opinion of Qualified Person | 117 | ||||
| 11 | Mineral Resource Estimates | 118 | ||||
| 11.1 | Introduction | 118 | ||||
| 11.2 | Geologic Model | 118 | ||||
| 11.3 | Model Method | 118 | ||||
| 11.4 | McNairy Formation THM% and Thickness | 121 | ||||
| 11.5 | Density Assignment | 122 | ||||
| 11.6 | Variography | 122 | ||||
| 11.6.1 | Data Domain | 122 | ||||
| 11.6.2 | Geostatistical Analysis | 123 | ||||
| 11.7 | Block Model Development and Validation | 124 | ||||
| 11.7.1 | Block Model Construction | 124 | ||||
| 11.8 | Grade Capping/Outlier Restrictions | 125 | ||||
| 11.9 | Compositing | 125 | ||||
| 11.10 | Estimation/Interpolation Methods | 126 | ||||
| 11.11 | Classification of Mineral Resources | 128 | ||||
| 11.11.1 | Mineral Resource Confidence Classification | 128 | ||||
| 11.11.2 | Uncertainties Considered During Confidence Classification | 129 | ||||
| 11.12 | In situ Tonnage by Formation | 130 | ||||
| 11.12.1 | In-situ Mineral Assemblage | 131 | ||||
| 11.13 | Reasonable Prospects for Economic Extraction | 131 | ||||
| 11.13.1 | Initial Assessment Assumptions | 131 | ||||
| 11.13.2 | Input Assumptions Used to Constrain the Mineral Resource Estimates | 132 | ||||
| 11.13.3 | Cut-off Grade | 132 | ||||
| 11.13.4 | QP Statement | 133 | ||||
| 11.14 | Mineral Resource Estimates | 133 | ||||
| 11.15 | Qualified Person’s Opinion | 134 | ||||
| 11.16 | Factors That May Affect the Mineral Resource Estimates | 134 | ||||
| 12 | Mineral Reserve Estimates | 135 | ||||
| 12.1 | Assumptions, Parameters and Methodology | 135 | ||||
| 12.1.1 | Optimization Methodology | 135 | ||||
| 12.1.1.1 | Block Model & Cutoff Grade | 135 | ||||
|
Page 7 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 12.1.2 | Optimization Parameters | 135 | ||||
| 12.2 | Mineral Reserve Statement | 137 | ||||
| 12.3 | Qualified Person’s Opinion | 138 | ||||
| 12.4 | Factors That May Affect the Mineral Reserve Estimates | 138 | ||||
| 13 | Mining Methods | 139 | ||||
| 13.1 | Pit Slope Assumptions | 139 | ||||
| 13.2 | Tailings Geotechnical Assessment | 148 | ||||
| 13.3 | Hydrogeological Assessment | 150 | ||||
| 13.4 | Mining Related Requirements | 151 | ||||
| 13.5 | Mine Plan | 151 | ||||
| 13.6 | Mining Method Selection | 152 | ||||
| 13.6.1 | Mining Method Determination | 152 | ||||
| 13.6.2 | Mining Method Details | 152 | ||||
| 13.7 | Labor and Equipment | 158 | ||||
| 13.7.1 | Equipment | 159 | ||||
| 13.7.2 | Labor | 159 | ||||
| 13.8 | Internal Roads | 159 | ||||
| 13.9 | Production Rates | 161 | ||||
| 14 | Processing and Recovery Methods | 179 | ||||
| 14.1 | High-level Process Design Decisions | 179 | ||||
| 14.1.1 | Design Decisions | 179 | ||||
| 14.1.2 | Tails Dewatering Trade-off Study | 180 | ||||
| 14.1.3 | Zircon Trade-off Study | 181 | ||||
| 14.2 | Process Flowsheet | 182 | ||||
| 14.3 | Process Design Criteria | 184 | ||||
| 14.4 | Process Plant Throughput, Equipment and Design Basis | 184 | ||||
| 14.5 | Process Modelling | 186 | ||||
| 14.6 | Utility and Resource Requirements | 187 | ||||
| 14.7 | Process Plant | 188 | ||||
| 14.7.1 | Wet Concentrator Plant Site | 188 | ||||
| 14.7.1.1 | Introduction | 188 | ||||
| 14.7.1.2 | Mining Unit Plant | 189 | ||||
| 14.7.1.3 | Feed Preparation Plant | 190 | ||||
| 14.7.1.4 | Wet Concentrator Plant | 191 | ||||
| 14.7.1.5 | Concentrate Upgrade Plant | 194 | ||||
| 14.7.1.6 | Tailings Dewatering Circuit | 196 | ||||
| 14.7.1.7 | Process Water and Reagents Storage | 197 | ||||
|
Page 8 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 14.7.2 | Mineral Separation Plant Site | 198 | ||||||
| 14.7.2.1 | Introduction | 198 | ||||||
| 14.7.2.2 | Rare Earth Plant | 201 | ||||||
| 14.7.2.2.1 | HMC (REP Feed) Stockpile and Reclaim Circuit | 202 | ||||||
| 14.7.2.2.2 | Feed Attritioning and Desliming Circuit | 203 | ||||||
| 14.7.2.2.3 | Feed Desliming Circuit | 204 | ||||||
| 14.7.2.2.4 | Flotation Circuit | 205 | ||||||
| 14.7.2.2.5 | Wet Shaking Tables Circuit | 206 | ||||||
| 14.7.2.2.6 | MSP Rejects Reclaim and Spiral Separation Circuits | 207 | ||||||
| 14.7.2.2.7 | HREC Product Dewatering and Packaging Circuits | 209 | ||||||
| 14.7.2.2.8 | REP HMC Dewatering and Stockpiling Circuits | 210 | ||||||
| 14.7.2.2.9 | REP Tails Dewatering and Stockpiling Circuits | 211 | ||||||
| 14.7.2.2.10 | REP Process Water Circuit | 212 | ||||||
| 14.7.2.2.11 | REP Reagents Circuit | 213 | ||||||
| 14.7.2.3 | Mineral Separation Plant | 215 | ||||||
| 14.7.2.3.1 | MSP Feed and Drying Circuit | 217 | ||||||
| 14.7.2.3.2 | Primary Dry Circuit | 218 | ||||||
| 14.7.2.3.3 | Primary Non-Conductor Circuit | 220 | ||||||
| 14.7.2.3.4 | Primary Conductor Circuit | 221 | ||||||
| 14.7.2.3.5 | MSP Product Storage and Loadout Circuit | 222 | ||||||
| 14.7.2.3.6 | MSP Rejects Dewatering and Stockpiling Circuit | 223 | ||||||
| 14.7.3 | Electrical Infrastructure | 223 | ||||||
| 14.7.3.1 | WCP Plant Area | 223 | ||||||
| 14.7.3.2 | Mineral Separation Plant Area | 224 | ||||||
| 15 | Infrastructure | 226 | ||||||
| 15.1 | Roads and Logistics | 227 | ||||||
| 15.1.1 | Roads | 227 | ||||||
| 15.1.2 | Rail | 227 | ||||||
| 15.2 | ROM and Tailings Transportation | 228 | ||||||
| 15.2.1 | Production Conveyor System | 228 | ||||||
| 15.2.2 | Tailings Belt System | 229 | ||||||
| 15.2.3 | Plant Site Belt Systems | 230 | ||||||
| 15.2.4 | Additional Materials Handling Equipment | 230 | ||||||
| 15.3 | Water Handling Systems | 231 | ||||||
| 15.3.1.1 | Dewatering System | 231 | ||||||
| 15.3.1.2 | Plant Water Supply System | 231 | ||||||
| 15.4 | Civil Design | 231 | ||||||
| 15.4.1 | Wet Concentrator Plant (WCP) | 232 | ||||||
| 15.4.2 | Mineral Separation Plant | 234 | ||||||
| 15.5 | Power Supply | 234 | ||||||
| 15.6 | Natural Gas | 234 | ||||||
|
Page 9 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 15.7 | Water Supply | 234 | ||||
| 15.7.1 | Raw Water Supply | 234 | ||||
| 15.7.2 | Potable Water Supply | 235 | ||||
| 15.8 | Communications Systems | 236 | ||||
| 15.9 | Non-Process Infrastructure | 236 | ||||
| 15.10 | Tailings Backfill and Waste Disposal | 237 | ||||
| 16 | Market Studies | 239 | ||||
| 16.1 | Overview | 239 | ||||
| 16.2 | Product Market Summaries | 239 | ||||
| 16.2.1 | Ilmenite | 239 | ||||
| 16.2.2 | Rutile | 240 | ||||
| 16.2.3 | Zircon | 241 | ||||
| 16.2.4 | Rare Earths | 241 | ||||
| 16.3 | Strategic Importance of the Titan Project to the United States | 242 | ||||
| 16.4 | Products and Sales Assumptions | 243 | ||||
| 16.4.1 | Project Products, Specifications, and Quality | 243 | ||||
| 16.5 | Market Overview and Demand | 244 | ||||
| 16.5.1 | Market Studies Used | 244 | ||||
| 16.5.2 | Titanium Feedstock Market (Ilmenite and Rutile) | 244 | ||||
| 16.5.3 | Zircon Market | 246 | ||||
| 16.5.4 | Rare Earth Market | 246 | ||||
| 16.6 | Product Pricing Assumptions and Methodology | 248 | ||||
| 16.6.1 | Mineral Sands Product Pricing | 248 | ||||
| 16.6.2 | Heavy Rare Earth Concentrate Pricing | 249 | ||||
| 16.6.3 | Historical and Forecast Prices | 250 | ||||
| 16.7 | Material Contracts and Market Engagement | 251 | ||||
| 16.7.1 | Material Contracts | 251 | ||||
| 16.7.2 | Historical Market Engagement | 251 | ||||
| 16.7.3 | Marketing Plan and Planned Sales Channels | 252 | ||||
| 17 | Environmental Studies and Permitting, and Plans, Negotiations, or Agreements with Local Individuals or Groups | 253 | ||||
| 17.1 | Mine and WCP Site – Regulatory Approval Process | 253 | ||||
| 17.1.1 | Overview | 253 | ||||
| 17.1.2 | Environmental Baseline Studies | 253 | ||||
| 17.1.2.1 | Environmental Baseline Studies – Mine Site | 253 | ||||
| 17.1.3 | Federal Statutes and Approvals | 257 | ||||
| 17.1.3.1 | Clean Water Act Section 404 – Mine Site | 257 | ||||
|
Page 10 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.1.3.1.1 | Jurisdictional Determination | 257 | |||||
| 17.1.3.1.2 | Recommendations | 257 | |||||
| 17.1.3.2 | National Historical Preservation Act | 257 | |||||
| 17.1.3.2.1 | Recommendations | 258 | |||||
| 17.1.3.3 | Endangered Species Act Section 7 or 10 | 258 | |||||
| 17.1.3.3.1 | Recommendations | 258 | |||||
| 17.1.3.4 | Migratory Birds Treaty Act 16 USC 703-712; The Bald and Golden Eagle Protection Act | 259 | |||||
| 17.1.3.4.1 | Recommendations | 259 | |||||
| 17.1.4 | State Statutes and Approvals | 260 | |||||
| 17.1.4.1 | Clean Water Act Section 401 | 260 | |||||
| 17.1.4.1.1 | Hydrologic Determination | 260 | |||||
| 17.1.4.1.2 | Recommendations | 260 | |||||
| 17.1.4.2 | Clean Water Act Section 402 | 261 | |||||
| 17.1.4.2.1 | Recommendations | 261 | |||||
| 17.1.4.3 | Tennessee Nongame and Endangered or Threatened Wildlife Species Conservation Act of 1974 | 261 | |||||
| 17.1.4.3.1 | Recommendations | 262 | |||||
| 17.1.4.4 | Clean Air Act | 262 | |||||
| 17.1.4.4.1 | Recommendations | 263 | |||||
| 17.1.4.5 | Tennessee Mineral Surface Mining Law | 263 | |||||
| 17.1.4.5.1 | Recommendations | 263 | |||||
| 17.1.4.6 | Water Resources Information Act | 263 | |||||
| 17.1.4.6.1 | Recommendations | 263 | |||||
| 17.1.5 | Local Considerations | 264 | |||||
| 17.1.6 | Mine Reclamation & Closure | 264 | |||||
| 17.2 | Mineral Separation Plant Site – Regulatory Approval Process | 264 | |||||
| 17.2.1 | Overview | 264 | |||||
| 17.2.2 | Baseline Studies | 266 | |||||
| 17.2.3 | Federal Statutes and Approvals | 267 | |||||
| 17.2.3.1 | Clean Water Act Section 404 – Mineral Separation Plant Site | 267 | |||||
| 17.2.3.1.1 | Recommendations | 267 | |||||
| 17.2.3.2 | National Historical Preservation Act | 268 | |||||
| 17.2.3.2.1 | Recommendations | 268 | |||||
| 17.2.3.3 | Endangered Species Act Section 7 or 10 | 268 | |||||
| 17.2.3.3.1 | Recommendations | 268 | |||||
| 17.2.3.4 | Migratory Birds Treaty Act 16 USC 703-712; The Bald and Golden Eagle Protection Act | 269 | |||||
| 17.2.4 | State Statutes and Approvals | 269 | |||||
| 17.2.4.1 | Clean Air Act | 269 | |||||
| 17.2.4.2 | Clean Water Act Section 401 | 270 | |||||
| 17.2.4.3 | Tennessee Nongame and Endangered or Threatened Wildlife Species Conservation Act of 1974 | 270 | |||||
|
Page 11 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.2.4.4 | Clean Water Act Section 402 | 270 | |||||
| 17.2.4.5 | Tennessee Mineral Surface Mining Law | 271 | |||||
| 17.2.4.6 | Safe Drinking Water Act of 1974 | 271 | |||||
| 17.2.4.6.1 | Recommendations | 271 | |||||
| 17.2.4.7 | Water Resources Information Act | 271 | |||||
| 17.2.4.8 | Resource Conservation and Recovery Act | 271 | |||||
| 17.2.4.8.1 | Recommendations | 272 | |||||
| 17.2.4.9 | TDEC Rules Chapter 0400-20-10 – Licensing and Registration | 272 | |||||
| 17.2.4.9.1 | Recommendations | 272 | |||||
| 17.2.5 | Local Considerations | 272 | |||||
| 17.3 | Summary and Conclusions for Mine Site and MSP Regulatory and Approval Process | 272 | |||||
| 17.3.1 | Mine and WCP Site | 273 | |||||
| 17.3.2 | Mineral Separation Plant Site | 273 | |||||
| 17.4 | Waste and Tailings Disposal | 274 | |||||
| 17.4.1 | Overview | 274 | |||||
| 17.4.2 | Tailings Placement | 275 | |||||
| 17.4.3 | Tailings and Waste Material Characterization | 275 | |||||
| 17.5 | Site Monitoring | 277 | |||||
| 17.6 | Partnership with University of Tennessee’s Institute of Agriculture | 279 | |||||
| 17.7 | Community Relations | 280 | |||||
| 17.8 | Social Considerations, Plans, Negotiations and Agreements | 285 | |||||
| 17.8.1 | Plans, Negotiations, or Agreements with Local Individuals or Groups | 285 | |||||
| 17.8.2 | Commitments to Ensure Loal Procurement and Hiring | 285 | |||||
| 17.9 | Qualified Person’s Opinion | 286 | |||||
| 18 | Capital and Operating Costs | 287 | |||||
| 18.1 | Introduction | 287 | |||||
| 18.2 | Capital Cost Estimates | 287 | |||||
| 18.2.1 | CAPEX General | 287 | |||||
| 18.2.1.1 | Introduction | 287 | |||||
| 18.2.1.2 | Working Capital and Sustaining Capital | 287 | |||||
| 18.2.1.3 | Currency | 288 | |||||
| 18.2.1.4 | Engineering and Design | 288 | |||||
| 18.2.1.5 | Capital Cost Estimate Inclusions | 288 | |||||
| 18.2.1.6 | Capital Cost Estimate Summaries | 289 | |||||
| 18.2.2 | Direct Cost Estimate | 290 | |||||
| 18.2.2.1 | Bulk Materials and Equipment | 290 | |||||
| 18.2.2.1.1 | Structural Steel | 290 | |||||
| 18.2.2.1.2 | Concrete | 291 | |||||
| 18.2.2.1.3 | Architecture | 291 | |||||
| 18.2.2.1.4 | Earthworks and Surface Water Drainage | 292 | |||||
|
Page 12 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 18.2.2.1.4.a. | Bulk Earthworks Development | 292 | ||||||
| 18.2.2.1.4.b. | Surface Water Drainage | 293 | ||||||
| 18.2.2.1.4.c. | Roads and Access Infrastructure | 293 | ||||||
| 18.2.2.1.5 | Mechanical Equipment | 293 | ||||||
| 18.2.2.1.6 | Platework | 294 | ||||||
| 18.2.2.1.7 | Piping | 295 | ||||||
| 18.2.2.1.8 | Electrical and Instrumentation & Control | 296 | ||||||
| 18.2.2.1.9 | Mine Development | 296 | ||||||
| 18.2.2.1.10 | Cranage for Module Installation | 297 | ||||||
| 18.2.2.1.11 | Modular Installation Manhour Approach | 297 | ||||||
| 18.2.2.2 | Labor Rates | 297 | ||||||
| 18.2.2.3 | Procurement Strategy | 298 | ||||||
| 18.2.2.4 | Freight | 298 | ||||||
| 18.2.2.5 | Growth Factors | 299 | ||||||
| 18.2.2.6 | Productivity Factors | 299 | ||||||
| 18.2.3 | Indirect Cost Estimate | 299 | ||||||
| 18.2.3.1 | Engineering, Procurement, Construction, and Management | 300 | ||||||
| 18.2.3.2 | Temporary Facilities and Services | 300 | ||||||
| 18.2.3.3 | Pre-Commissioning Contractor Support | 300 | ||||||
| 18.2.3.4 | Commissioning and Testing | 300 | ||||||
| 18.2.3.5 | First Fills | 300 | ||||||
| 18.2.3.6 | Capital Spares | 301 | ||||||
| 18.2.3.7 | Vendor Representatives | 301 | ||||||
| 18.2.4 | Owner’s Costs | 301 | ||||||
| 18.2.5 | Contingency | 301 | ||||||
| 18.3 | Operating Cost Estimates | 302 | ||||||
| 18.3.1 | OPEX General | 302 | ||||||
| 18.3.2 | Mining OPEX | 302 | ||||||
| 18.3.3 | Process Plant OPEX | 304 | ||||||
| 18.3.3.1 | Power | 305 | ||||||
| 18.3.3.2 | Plant Labor | 305 | ||||||
| 18.3.3.3 | Operating Spares and Consumables | 305 | ||||||
| 18.3.3.4 | Plant Maintenance | 305 | ||||||
| 18.3.3.5 | Reagents and Utilities | 306 | ||||||
| 18.3.3.6 | Mobile Equipment | 306 | ||||||
| 18.3.3.7 | Laboratory | 306 | ||||||
| 18.3.3.8 | General and Administration | 306 | ||||||
| 18.3.4 | Product Transport Cost | 306 | ||||||
| 18.3.5 | Royalties | 306 | ||||||
| 19 | Economic Analysis | 307 | ||||||
| 19.1 | Introduction | 307 | ||||||
|
Page 13 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 19.2 | DCF Methodology | 307 | ||||
| 19.2.1 | Key Assumptions | 307 | ||||
| 19.2.2 | Revenue | 309 | ||||
| 19.2.3 | Taxes and Royalties | 310 | ||||
| 19.3 | Financial Projections | 311 | ||||
| 19.3.1 | Summary | 311 | ||||
| 19.3.2 | Cash Flow | 311 | ||||
| 19.3.3 | Sensitivity Analysis | 314 | ||||
| 20 | Adjacent Properties | 316 | ||||
| 21 | Other Relevant Data and Information | 317 | ||||
| 22 | Interpretation and Conclusions | 318 | ||||
| 22.1 | Introduction | 318 | ||||
| 22.2 | Property Setting | 318 | ||||
| 22.3 | Ownership | 318 | ||||
| 22.4 | Mineral Tenure, Surface Rights, Water Rights, Royalties and Agreements | 318 | ||||
| 22.5 | Geology and Mineralization | 319 | ||||
| 22.6 | History | 319 | ||||
| 22.7 | Exploration, Drilling, and Sampling | 320 | ||||
| 22.8 | Data Verification | 320 | ||||
| 22.9 | Metallurgical Testwork | 320 | ||||
| 22.10 | Mineral Resource Estimates | 321 | ||||
| 22.11 | Mineral Reserve Estimates | 321 | ||||
| 22.12 | Mining Methods | 322 | ||||
| 22.13 | Processing and Recovery Methods | 322 | ||||
| 22.14 | Infrastructure | 324 | ||||
| 22.15 | Market Studies | 324 | ||||
| 22.16 | Environmental, Permitting and Social Considerations | 325 | ||||
| 22.17 | Capital Cost Estimates | 326 | ||||
| 22.18 | Operating Cost Estimates | 326 | ||||
| 22.19 | Economic Analysis | 326 | ||||
| 22.20 | Risks | 327 | ||||
| 22.21 | Opportunities | 328 | ||||
| 22.21.1 | Project Area | 328 | ||||
| 22.21.2 | Processing | 328 | ||||
| 22.22 | Conclusions | 329 | ||||
|
Page 14 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 23 | Recommendations | 330 | ||||
| 23.1 | Mining | 330 | ||||
| 23.2 | Processing | 331 | ||||
| 23.2.1 | Recommendations | 331 | ||||
| 23.2.1.1 | Recommended Metallurgical Testwork | 332 | ||||
| 23.2.1.2 | Feed Preparation Plant | 332 | ||||
| 23.2.1.3 | Tailings Dewatering Circuit | 332 | ||||
| 23.2.1.4 | Wet Concentrator Plant and Concentrate Upgrade Plant | 333 | ||||
| 23.2.2 | Estimated Cost of Process Recommendations | 333 | ||||
| 24 | References | 334 | ||||
| 24.1 | Bibliography | 334 | ||||
| 24.2 | Abbreviations, Acronyms and Units of Measure | 335 | ||||
| 24.3 | Glossary of Terms | 339 | ||||
| 25 | Reliance on Information Provided by the Registrant | 343 | ||||
List of Figures (in Report)
| Figure 1-1: Titan Mine Production Timing Map | 34 |
| Figure 1-2: Annual Ore Production Tonnes and THM% | 35 |
| Figure 1-3: FS Process Flowsheet – Block Flow Diagram (FPP, TDC, WCP & CUP) | 38 |
| Figure 1-4: FS Process Flowsheet – Block Flow Diagram (REP & MSP) | 39 |
| Figure 1-5: Mineral Sands Products Pricing Forecast (US$/t, Real 2026) | 42 |
| Figure 1-6: TREO Basket Price and HREC Price Forecast (US$/kg, Real 2026) | 43 |
| Figure 1-7: Titan Project After Tax Real Cash Flows | 48 |
| Figure 1-8: Titan Project Sensitivity Analysis – After Tax IRR | 48 |
| Figure 1-9: Titan Project Sensitivity Analysis – After Tax NPV8 | 49 |
| Figure 3-1: Titan Property Location | 60 |
| Figure 3-2: Study Area | 61 |
| Figure 3-3: Parcels Status of the Study Area | 64 |
| Figure 6-1: East Gulf Plain | 70 |
| Figure 6-2: Regional Geologic Map Encompassing Titan Project | 71 |
| Figure 6-3: Idealized Stratigraphic Column | 72 |
| Figure 6-4: Example of Mineralization in Relation to Stratigraphy | 74 |
| Figure 7-1: Titan Exploration Drilling Summary in Study Area | 77 |
| Figure 7-2: Bulk Sample Location Map | 79 |
| Figure 7-3: Groundwater and Surface Water Sampling Locations | 83 |
| Figure 7-4: Groundwater Model Area for 2022 HDR Model (Yellow) Compared to 2026 HDR Model (Blue) | 87 |
| Figure 7-5: Graph of Estimated Mine Inflow Over Life of Mine | 89 |
| Figure 7-6: Site-Wide Water Balance for 400 tph Production (Mine Years 1 through 4) | 91 |
| Figure 7-7: Site-Wide Water Balance for 1,200 tph Production (Mine Years 5 through 14) | 92 |
| Figure 7-8: Geotechnical Drill Location Map | 94 |
| Figure 8-1: Summary of Analysis Process | 100 |
| Figure 10-1: 2021 Metallurgical Testwork Block Flow Diagram | 106 |
|
Page 15 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Figure 10-2: 2023 Feed Preparation and Wet Gravity Processing Testwork Block Flow Diagram | 110 |
| Figure 10-3: 2023 Fine Mineral Separation Testwork Block Flow Diagram | 112 |
| Figure 10-4: Coarse Mineral Separation Testwork Block Flow Diagram | 114 |
| Figure 10-5: Proposed Flowsheet Based on Metallurgical Testwork | 115 |
| Figure 11-1: Study Area and Cross Section Locations | 119 |
| Figure 11-2: Model Cross Section A | 120 |
| Figure 11-3: Model Cross Section B | 120 |
| Figure 11-4: McNairy Formation THM% and Thickness | 121 |
| Figure 11-5: Data Domain | 123 |
| Figure 11-6: Block Model Profile A-A’ Colored by Geologic Units | 125 |
| Figure 11-7: THM% Profiles A-A’ and C- C’ | 127 |
| Figure 11-8: Resource by Classification | 129 |
| Figure 11-9: Grade Cutoff vs. Tonnage Curve | 131 |
| Figure 13-1: Pit Slope Geometric Parameters | 140 |
| Figure 13-2: RS2 Pit Wall Seepage Modelling – Horizontal and Vertical Hydraulic Conductivity Inputs | 141 |
| Figure 13-3: RS2 Pit Wall Seepage Modelling – Sequenced Model Results for Water Surface Changes Over Time with Only Pit Excavation | 141 |
| Figure 13-4: RS2 Pit Wall Seepage Modelling – Sequenced Model Results for Water Surface Changes Over Time with Pit Perimeter Pumping Well and Pit Excavation | 142 |
| Figure 13-5: Approximate Total Wall Height Variations | 143 |
| Figure 13-6: Pit Wall Contours for 3D Slope Stability Model of Western Side of Overall Pit | 144 |
| Figure 13-7: Western Pit Wall Depiction in 3D Slope Stability Modelling Software (SLIDE3) | 144 |
| Figure 13-8: Western Pit Wall Depiction in 3D Slope Stability Modelling Software (SLIDE3) | 145 |
| Figure 13-9: Example Photograph 1 of Working Face Excavation into Overburden and Upper McNairy | 146 |
| Figure 13-10: Example Photograph 2 of Working Face Excavation into Overburden and Upper McNairy | 146 |
| Figure 13-11: Example Photograph 3 of Working Face Excavation into Overburden and Upper McNairy | 147 |
| Figure 13-12: Example Topographic Section Line through 40-Foot Highwall at Nearby Excavation into Upper McNairy | 148 |
| Figure 13-13: Example Screen Shot of 3-D Modeling of Backfilled Tailings Assuming Reduced Strength Due to Potential Less-than-Optimal Compaction (Potential Failure Surface with Water Level at 30 feet deep and Seepage at Toe of Tailings) | 150 |
| Figure 13-14: Mining Method Selection Decision Matrix | 152 |
| Figure 13-15: Waste & ROM Pile Plan and Profile Views | 153 |
| Figure 13-16: Schematic Pit Diagram | 154 |
| Figure 13-17: Year 1 Mine Pit, ROM Pile, Waste Pile and Backfill Surfaces | 155 |
| Figure 13-18: Year 4 Mine Pit, ROM Pile, Waste Pile and Backfill Surfaces | 156 |
| Figure 13-19: Year 11 Mine Pit, ROM Pile, Waste Pile and Backfill Surfaces | 157 |
| Figure 13-20: Year 14 Showing Final LOM Backfill Surfaces | 158 |
| Figure 13-21: Typical Roadway Design | 160 |
| Figure 13-22: Internal Haulage Road Network | 160 |
| Figure 13-23: Titan Mine LOM Production Timing Map | 161 |
|
Page 16 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Figure 13-24: Annual Ore Production Tonnes and THM% | 162 |
| Figure 13-25: Year 01 Mine Plan Surfaces | 164 |
| Figure 13-26: Year 02 Mine Plan Surfaces | 165 |
| Figure 13-27: Year 03 Mine Plan Surfaces | 166 |
| Figure 13-28: Year 04 Mine Plan Surfaces | 167 |
| Figure 13-29: Year 05 Mine Plan Surfaces | 168 |
| Figure 13-30: Year 06 Mine Plan Surfaces | 169 |
| Figure 13-31: Year 07 Mine Plan Surfaces | 170 |
| Figure 13-32: Year 08 Mine Plan Surfaces | 171 |
| Figure 13-33: Year 09 Mine Plan Surfaces | 172 |
| Figure 13-34: Year 10 Mine Plan Surfaces | 173 |
| Figure 13-35: Year 11 Mine Plan Surfaces | 174 |
| Figure 13-36: Year 12 Mine Plan Surfaces | 175 |
| Figure 13-37: Year 13 Mine Plan Surfaces | 176 |
| Figure 13-38: Year 14 Mine Plan Surfaces | 177 |
| Figure 13-39: Example of Interburden Areas | 178 |
| Figure 14-1: Block Flow Diagram (FPP, TDC, WCP CUP) | 182 |
| Figure 14-2: FS Process Flowsheet – Block Flow Diagram (REP & MSP) | 183 |
| Figure 14-3 - WCP Site Layout 3D Model | 189 |
| Figure 14-4: Mining Unit Plants 3D Model | 190 |
| Figure 14-5: FPP Feed Screens 3D Model | 191 |
| Figure 14-6: 400 tph WCP Spiral Building 3D Model | 194 |
| Figure 14-7: CUP and HMC Dewatering 3D Model | 195 |
| Figure 14-8: TDC Buildings 3D Model | 197 |
| Figure 14-9: Settling and Process Water Ponds and Process Water Pumps 3D Model | 198 |
| Figure 14-10: MSP Site Boundary | 199 |
| Figure 14-11: MSP Site Layout 3D Model | 201 |
| Figure 14-12: REP Building Layout 3D Model | 202 |
| Figure 14-13:- HMC (REP Feed) Stockpile and Reclaim Circuit 3D Model | 203 |
| Figure 14-14: REP Feed Antirationing Circuit 3D Model | 204 |
| Figure 14-15: REP Feed Desliming Circuit 3D Model | 205 |
| Figure 14-16: REP Flotation Circuit 3D Model | 206 |
| Figure 14-17: MSP Rejects Scavenger Spirals and REP Shaking Tables 3D Model | 207 |
| Figure 14-18: MSP Rejects Reclaim Circuit 3D Model | 208 |
| Figure 14-19: MSP Rejects Scavenger Spiral Separation Circuit 3D Model | 209 |
| Figure 14-20: HREC Product Dewatering and Packaging Circuits 3D Model | 210 |
| Figure 14-21: REP HMC Dewatering and Stockpiling Circuits 3D Model | 211 |
| Figure 14-22: REP HMC Dewatering and Stockpiling Circuits 3D Model | 212 |
| Figure 14-23: REP Process Water Circuit 3D Model | 213 |
| Figure 14-24: REP Reagents Circuit 3D Model | 214 |
| Figure 14-25: MSP Buildings – Elevation 3D Model | 216 |
| Figure 14-26: MSP Buildings – Plan View 3D Model | 217 |
| Figure 14-27 - MSP Feed Dryer 3D Model | 218 |
| Figure 14-28: MSP PDC 3D Model | 219 |
| Figure 14-29: MSP PNCC 3D Model | 220 |
|
Page 17 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Figure 14-30: MSP PCC 3D Model | 222 |
| Figure 14-31: MSP Product Storage and Loadout Area 3D Model | 223 |
| Figure 15-1: Titan Project Mine Site | 226 |
| Figure 15-2: Titan FS Overall Site Layout | 227 |
| Figure 15-3: Overview of Belt Corridor | 228 |
| Figure 15-4: Yearly ROM Stockpile Locations | 229 |
| Figure 15-5: WCP Geotech Bore Locations | 233 |
| Figure 15-6: Proposed Freshwater Withdrawal Location | 235 |
| Figure 15-7: Year 14 Showing Finalized Mine Plan LOM Backfill Surfaces | 237 |
| Figure 16-1: Titanium Feedstock Supply & Demand (Million TiO2 Units) | 245 |
| Figure 16-2: Magnet REO Market Supply / Demand Balance (t) | 247 |
| Figure 16-3: Mineral Sands Products Pricing Forecast(US$/t, Real 2026) | 248 |
| Figure 16-4: TREO Basket Price and HREC Price Forecast (US$/kg, Real 2026) | 250 |
| Figure 17-1: Mine and WCP Site Boundaries | 255 |
| Figure 17-2: Mineral Separation Plant Boundary | 265 |
| Figure 17-3: Map of Mine Plan Sequence Indicating Locations for Temporary Waste Piles | 275 |
| Figure 19-1: Titan Project Production Profile | 309 |
| Figure 19-2: Titan Project Revenue by Product % | 310 |
| Figure 19-3: Titan Project After Tax Real Cash Flows | 312 |
| Figure 19-4: Titan Project Sensitivity Analysis – After Tax IRR | 314 |
| Figure 19-5: Titan Project Sensitivity Analysis – After Tax NPV8 | 314 |
List of Tables (in Report)
| Table 1-1: Assumptions Used in Defining Prospects of Economic Extraction | 28 |
| Table 1-2: Mineral Resource Estimate and Total Heavy Minerals (THM) Assemblage | 29 |
| Table 1-3: Optimization Parameters | 30 |
| Table 1-4 - Titan Project – Estimate of Mineral Reserves, ROM Basis | 32 |
| Table 1-5: Capital Cost Summary (Phase 1 – 400 tph and Phase 2 – incremental 800 tph) | 45 |
| Table 1-6: Operating Costs Summary | 46 |
| Table 1-7: FS Financial Results | 47 |
| Table 2-1: QPs Responsible by Section | 57 |
| Table 2-2: KGS Site and Laboratory Visits Summary | 58 |
| Table 3-1: Property Land List | 62 |
| Table 7-1: Titan Exploration Drilling Summary | 76 |
| Table 7-2: Geotechnical Characterization Summary by Geologic Unit | 96 |
| Table 8-1: Unit Density Summary | 99 |
| Table 11-1: Lower McNairy THM% Sill Range | 124 |
| Table 11-2: Table of Search Regions for Grade Estimations | 126 |
| Table 11-3: Sources of Uncertainties Considered During Confidence Classification | 130 |
| Table 11-4: In-situ Resource Summary Table by Formation (0.4 THM% COG) | 130 |
| Table 11-5: In-situ THM Assemblage Summary, by 0.4 THM% COG | 131 |
| Table 11-6: Assumptions Used in Defining Reasonable Prospects of Economic Extraction | 132 |
| Table 11-7: Mineral Resource Estimate and Total Heavy Minerals Assemblage | 133 |
| Table 12-1: Optimization Parameters | 136 |
|
Page 18 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Table 12-2: Titan Project – Estimate of Mineral Reserves, ROM Basis | 137 |
| Table 13-1: Required Equipment to be Provided by Contractors | 159 |
| Table 13-2: LOM Production Schedule | 163 |
| Table 15-1: Additional Main Belt Lengths Necessary and Associated Years | 229 |
| Table 15-2: Non-Process Infrastructure | 236 |
| Table 15-3: Tailings and Wast Material Balance (volumes in cubic meters) | 238 |
| Table 16-1: Titan FS Production Forecast | 243 |
| Table 16-2: Titan FS Product Estimated Specifications | 243 |
| Table 16-3: Titan HREC Estimated TREO Distribution (%) | 244 |
| Table 16-4: Historic and Forecast Prices (US$/t, real 2026 real terms) | 250 |
| Table 16-5: Historic and Forecast REO Prices (US$/kg, real 2026 real terms) | 251 |
| Table 17-1: Titan Minerals IperionX Environmental Permits Required for the Proposed Mine Site | 256 |
| Table 17-2: Titan Minerals IperionX Potential Environmental Permits/Authorizations for the MSP Site* | 266 |
| Table 17-3: Summary of Acid-Base Accounting (ABA) Test Results | 276 |
| Table 17-4: Summary of TCLP Testing with EPA D List “Toxicity” Threshold Values | 277 |
| Table 17-5: Monitoring Point Summary for Current NPDES Permit (TN0070711) | 278 |
| Table 17-6: Outfall Locations for Current NPDES Permit (TN0070711) | 278 |
| Table 17-7: Wastewater Limitations for NPDES Outfalls as Defined in Current Permit | 278 |
| Table 17-8: Stormwater Discharge Requirements | 279 |
| Table 17-9: Community Relations Activities List | 281 |
| Table 18-1: Currency Conversion Rates | 288 |
| Table 18-2: Capital Cost Summary (Phase 1 – 400 tph and Phase 2 – Incremental 800 tph) | 289 |
| Table 18-3: Operating Cost Estimate Summary | 302 |
| Table 18-4: Summary of Mine Contractor Services from RFP dated February 20, 2026 | 302 |
| Table 18-5: Summary of Mining Labor Cost (Not included in Contract Mining) | 304 |
| Table 18-6: LOM Mining Operating Cost Summary | 304 |
| Table 18-7: Process Plant Operating Cost Summary | 304 |
| Table 19-1: Key Milestones | 307 |
| Table 19-2: Key Financial Assumptions | 308 |
| Table 19-3: Key Production Inputs | 308 |
| Table 19-4: Product Revenue Forecast | 309 |
| Table 19-5: FS Financial Results | 311 |
| Table 19-6: Annual Cash Flow | 313 |
| Table 24-1: Abbreviations, acronyms, and units of measure. | 335 |
| Table 25-1: Information from Registrant Relied Upon by QPs | 343 |
|
Page 19 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1 | Executive Summary |
| 1.1 | Introduction |
This Feasibility Study (the FS or the Study) on the Titan Project (the Project) was prepared for IperionX Limited (IperionX) by Marshall Miller & Associates, Inc. (MM&A). While MM&A fulfilled the responsibility as the integrator of the FS, other consulting firms also completed vital aspects of the Study. Karst Geo Solutions, LLC (KGS) was responsible for exploration results for the Project. Mineral Technologies Pty Ltd (MT) completed the process plant design and related modular plant cost estimation, Primero Group Americas Inc. (Primero) completed the non-process infrastructure (NPI) design and related cost estimates, and was responsible for integrating the mining, process and NPI costs into a comprehensive discounted cash flow financial model for the FS. The Project is located near Camden, Tennessee in the United States (US).
Per the definitions in Section 24.3, a “feasibility study” is equivalent to a “definitive feasibility study”.
| 1.2 | Terms of Reference |
Mineral Resources and Mineral Reserves in this Technical Report Summary (TRS) are reported for the Titan deposit using the definitions in Regulation S-K 1300 (S-K 1300), under Item 1300 promulgated by the US Securities and Exchange Commission (SEC). The TRS was prepared to be attached as an exhibit to support mineral property disclosure, including mineral resource estimates, for the Titan Project as at June 4, 2026. Herein, the Study Area stated mineral resource area and mineral resource, and mineral reserve estimates are restricted to Project parcels of the Titan properties formerly identified as Little Benton. The Project resource and reserve area is identified in Figure 3-2 below.
All units of measurement used in this report use the International System of Units (SI) metric system unless otherwise stated. Mineral resources are reported in metric tonnes. Million metric tonnes are reported as “Mt” throughout.
Currency is expressed in United States dollars (US$) as identified in the text.
The Report uses US English.
| 1.3 | Property Description and Ownership |
The Titan Project is located near Camden, Tennessee, US, approximately 128 kilometers (km) (80 miles) west of Nashville, Tennessee and approximately 11 km (7 miles) northwest of Camden, Tennessee.
The Study Area is centered at approximately 36.147349N, -88.20974W. The Project is located on the Mansfield, Manleyville, Vale and Bruceton US Geological Survey (USGS) Quadrangles.
The Project is owned by IperionX Critical Minerals, LLC (IXCM), a wholly owned subsidiary of IperionX.
|
Page 20 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
As at June 4, 2026 , the Titan Project comprised approximately 40.8 square kilometers (km2) (10,091 acres) of surface and associated mineral rights in Tennessee, of which approximately 6.0 km2 (1,490 acres) are owned by IperionX, approximately 5.9 km2 (1,457 acres) are subject to long-term lease by IperionX, and approximately 28.9 km2 (7,144 acres) are subject to exclusive option agreements with IperionX. These exclusive option agreements, upon exercise, allow IperionX to the surface property and associated mineral rights.
IperionX has acquired surface, subsurface and water rights to the properties within the resource area.
For the optioned and leased land, IperionX will pay the landowner the greater of 1) US$75 per acre of the property per year, or 2) the production royalty, generally 5% of net revenues from products mined and removed from the property. All properties owned by IperionX or its subsidiary (TN Exploration, LLC) will not incur a royalty.
There are no known encumbrances.
| 1.4 | Accessibility, Climate, Local Resources, Infrastructure and Physiography |
General access to the Study Area is via a well-developed network of primary and secondary roads. The Study site can be accessed via Highway 641 north 41.0 km (25.5 miles) from Interstate 40 near the town of Camden, Tennessee, Reynoldsburg Road for 1.6 km (1.0 mile), Pleasant Hill Road for 1.6 km (1.0 mile) and the Little Benton Road, a gravel road, for 4.8 km (3.0 miles). Little Benton Road goes through the Study Area.
The climate is temperate with warm summers and cold winters including the potential for snow and ice. Annual rainfall for the area is 136.6 centimeters (cm) (54 inches). It is expected that any future mining activity will operate year-round.
The existing infrastructure includes power and gas, with 161-kilovolt (kV) transmission lines near the Project area. IperionX intends to implement fully renewable power sourcing options for the Titan Project, including the assessment of existing on-grid solutions currently provided by existing power generators and suppliers in the general Study Area. Additional communications will be required with the Tennessee Valley Authority (TVA), local power supplier, and gas suppliers.
Water supply could be sourced from nearby surface water bodies or from shallow groundwater sources.
Personnel are assumed to live in surrounding communities. No accommodations camp would be required. Local active sand mining, gravel mining and timber operations could be sources of recruiting experienced operators.
| 1.5 | History |
No previous heavy mineral sands mining has occurred in the region.
|
Page 21 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The general Titan Project area has been explored for heavy mineral sands since the 1950s as the McNairy Formation was known to contain high concentrations of heavy minerals based on work by federal and state agencies.
DuPont de Nemours, Inc., Kerr-McGee Corporation, RGC Mineral Sands Inc., Iluka Resources Inc., Altair International Inc., and Astron Corporation Limited are known to have evaluated the McNairy Formation deposits in the Titan Project region at various times.
| 1.6 | Geological Setting, Mineralization, and Deposit |
Heavy mineral sands are created through physical and mechanical concentration of detrital minerals liberated through weathering. This weathering portion of this process occurs inland, while the deposition of these minerals ultimately occurs along coastlines through features such as deltas, foreshore, shoreface, barrier islands, dunes, and tidal lagoons.
The Study Area location in western Tennessee represents the eastern flank of the Mississippi Embayment, a large, southward-plunging syncline within the Gulf Coastal Plain.
The McNairy Formation represents a pro-grading deltaic environment during a regressive marine sequence. This deposition model is supported by the coarsening upward sequence grading from the glauconitic clay-rich Coon Creek Formation to the finer grained lower member of the McNairy Formation to the coarser grained upper member of the McNairy Formation.
The main mineralized zone at the Study Area is hosted stratigraphically in the lower member of the McNairy Formation, which dips gently to the west in the Study Area. The upper zone is also mineralized in some areas. Mineralization in the lower member had been traced at the TRS date, for over 6.0 km along strike.
The base of mineralization range is relatively level from 81 meters (m) to 112 m (266 feet to 367 feet) above current sea level. Mineralization varies from 5 m to 67 m (16 feet to 220 feet) thick and averages 28 m (92 feet) in thickness. Mineralization primarily occurs in two zones within the McNairy Formation. The main mineralized zones are interrupted by low-grade sand. The primary minerals associated with the mineralized horizons are altered ilmenite, zircon, rutile, staurolite, kyanite, monazite and xenotime. The Gangue minerals are predominantly quartz and clays. Though extensive basement faulting is present in the region, it does not appear to impact the stratigraphy at the scale of this Project.
| 1.7 | Exploration Drilling |
Drilling on the Study Area comprises 156 drill holes. This includes 16 reverse circulation holes (total drilled length of 837 m or 2,746 feet) and 140 roto-sonic drill holes (total drilled length of 5,644 m or 18,517 feet). Across all Titan properties, including those outside of the Study, IperionX has drilled 313 holes (total drilled length of 11,382 m or 37,343 feet). All exploration drilling was completed by IperionX.
|
Page 22 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The area covered by the drilling is roughly 6.6 km (4.1 miles) (north-south) by 3.7 km (2.3 miles) (east-west); the area that hosts the mineral resource estimate is further broken up into several areas based on land holdings (land agreements). These range from 1.58 hectare (ha) (3.9 acres) for the smallest area to 161 Ha (397 acres) for the largest area. Drill hole spacing is generally 150 x 300 m (492 x 984 feet). Some areas have difficult access and drill spacing in those areas is wider spaced, approximately up to 300 x 600 m (984 x 1,969 feet).
There are an additional 11 roto-sonic drill holes completed as part of a hydrogeological study by HDR Engineering, Inc. (HDR). These holes were drilled on IperionX’s behalf. In 2025, an additional 62 holes were drilled by S&ME, Inc. (S&ME) for geotechnical evaluations.
A total of 89 drill holes were excluded from mineral resource estimation. They included 11 holes that were drilled in association with a hydrogeological study, the 62 holes drilled for geotechnical studies which were drilled concurrent with the development of the geological model in 2025 and 16 reverse circulation drill holes because of the high likelihood of down-hole sample contaminations.
Drill companies included M&W Drilling of Knoxville, Tennessee; Drillwise USA of Holladay, Tennessee; and Betts Drilling of Atlanta, Georgia.
Drill rigs included a Geoprobe 5140LS roto-sonic drill rig (Geoprobe) a Terrasonic 150c rig (Terrasonic), and a Wallis RC rig (Wallis). The Geoprobe core barrel was 3 m (9.8 feet) long, and 10 cm (3.9 inches) in diameter with a 15-cm (5.9 inches) diameter outer casing. The Terrasonic core barrel was 3 m (9.8 feet) long and had a 10-cm (3.9 inches) diameter core barrel. Drill casing was used periodically when re-entering drill holes that had caved. Select drill holes were re-drilled and re-analyzed as part of data validation.
All drilling for the Study Area that is used in mineral resource estimation has been roto-sonic. This method alternates advancement of a core barrel and a removeable casing (casing is used when needed to maintain sample integrity). The sonic drilling method has been shown to provide representative unconsolidated mineral sands samples across a variety of deposits as it is a direct sampling method of the formation(s). At times, water is used to create a head to reduce the expansion of the clay-rich Coon Creek Formation sediments. Expansion of the Coon Creek Formation lithologies by up to 0.9 m (2.9 feet) length in the core barrel has been observed.
In the field, procedures included coring 3-m (9.8 feet) sections of material at a time with the Geoprobe. Drill teams set the rig on the proposed drill sites, and each hole was drilled at a 90-degree angle, which is essentially perpendicular to mineralization. Generally, holes are drilled without the use of water and typically without the use of casing. After each 3-m (9.8 feet) section was extracted, drill teams recovered the core in equal length plastic sleeves. Geologists then divided the core into two 1.5-m (4.9 feet) sections that were analyzed for lithologic significance and heavy mineral potential.
|
Page 23 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
After termination, holes were backfilled, and global positioning system coordinates were taken once the rig was moved from the hole. Field notes were recorded in the database.
At times, water was used during drilling to create a head on the formation by lubricating the hole. This assisted in allowing core to be brought to the surface. However, it can inadvertently also create a more homogenized core, which may not reflect the subsurface.
| 1.8 | Sample Preparation, Analyses, and Security |
Geoprobe drill core samples, typically 3 m (9.8 feet) in length, were collected directly from the plastic sample sleeves at the drill site. Some interpretation was involved as the material could expand or compact as it was recovered from the core barrel into the plastic sleeve. Samples were collected at regular 1.5-m (4.9-foot) intervals unless geological contacts were encountered. Sample length ranged from 0.3 m (1.0 foot) to 4.5 m (14.8 feet).
The unconsolidated sonic cores were sampled by splitting the core in half lengthwise using a machete, then recovering an even split with a trowel along the entire length of the sample interval. The sample volume weights were about 2 kilograms (kg) (4.4 pounds (lbs)) and were appropriate for the analytical method(s) being used. Samples were collected directly to pre-labeled/pre-tagged sample bags; the remaining sample was further split into a replicate/archival sample. What sample remained after these steps was used to backfill the drill hole.
Sample bags were sealed with a zip tie at the drill site, placed in rice bags, and remained in the custody of the field geologist from time of collection until delivery to the Project’s temporary storage location. This was either a secure third-party storage unit or a leased barn. A red security tag was used to secure the top of each rice bag, and these tags were verified by the laboratory to confirm all sample bags were intact when received by the laboratory.
Drill samples were sent to the SGS facility in Lakefield, ON, Canada and Bureau Veritas in Perth, Australia. SGS is a qualified third-party laboratory that is independent of IperionX. SGS Lakefield is accredited as an ISO 17025 facility for selected analytical techniques.
Samples were subjected to standard mineral sand industry assay procedures of size fraction analysis, heavy-liquid separation, and chemical analysis.
Accuracy monitoring was addressed by submission of in-house heavy mineral sands standards developed specifically for the Project. There is no commercially available standard reference material for heavy mineral sands. It is a common practice within heavy mineral sands exploration and operations to generate standards that represent a matrix match to the target material being analyzed.
|
Page 24 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.9 | Data Verification |
IperionX was engaged with KGS who conducted several site visits throughout the drilling campaigns, visited the MT laboratory and SGS Lakefield and observed metallurgical testing programs. KGS reported that “The site visits provided visual confirmation of mineralization, drill hole locations, bulk sample collection and logging and sampling procedures. KGS is satisfied with the metallurgical testing procedures as witnessed during the Mineral Technologies laboratory inspection. The laboratory procedures witnessed during the KGS inspection of SGS Lakefield are considered acceptable.” KGS provided IperionX with training on logging, sampling, material interpretations, and density measurements. KGS and IperionX staff had regular database validations to ensure data quality was sufficient. MM&A was introduced to the Titan Project after the exploration drilling was completed.
QPs from MM&A conducted a site visit to the Project area on April 15th and 16th of 2025. Led by IperionX personnel, MM&A explored the Study Area, visited McNairy Formation outcrops and exploration hole locations, reviewed chip trays with sands collected from exploration hole sample intervals and observed the sample storage barrels. At the time of the visit, S&ME geotechnical drilling was in progress. At the working drill rig, MM&A observed and collected samples from the Upper and Lower McNairy Formations and the Coon Creek Formation.
| 1.10 | Mineral Processing and Metallurgical Testing |
Two testwork programs were conducted for the mineral resource area, one in 2021 and the second in 2023. All testwork was completed on behalf of IperionX.
Testwork was completed by, or under, the supervision of MT. The company is a reputable testing organization, with laboratories with significant experience in mineral sands flowsheet development located in Florida, and in Queensland, Australia. The laboratories are ISO 9001, 45001 and 14001 accredited. MT is independent of IperionX. A portion of the testwork was completed at IperionX’s Camden mineral demonstration facility, under the supervision of MT personnel. Neither facility is accredited for metallurgical testwork procedures; this is routine for metallurgical testing facilities as there is not currently an organization that certifies laboratories specifically for metallurgical testwork.
Assays were conducted by SGS Lakefield, and Bureau Veritas in Perth, Australia, using X-ray fluorescence (XRF), laser ablation/inductively-coupled plasma mass spectrometry (ICP–MS) and quantitative evaluation of materials by scanning electron microscopy (QEMSCAN) analytical methods. Bureau Veritas is independent of IperionX and holds ISO 17025 accreditations for selected analytical techniques.
The final products, ilmenite, rutile, zircon, rare earth mineral concentrate, were produced from the 2023 testwork. Ilmenite graded 64.9% TiO2, and the rutile graded 91.2% TiO2. The zircon graded 66.8% ZrO2. The rare earth mineral concentrate had a total rare earth oxide (TREO) grade of 59.1%. The product grades generally align with 2021 scoping testwork results and were considered to be saleable products.
|
Page 25 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The testwork showed that high-quality ilmenite, rutile, zircon products could be achieved using conventional separation equipment through a typical wet concentrator plant (WCP), and fine and coarse mineral separation plant (MSP) flowsheet. A rare earth mineral concentrate product was created at a high monazite recovery using a wet rare earth mineral concentrate circuit.
Circuit simulation models were generated for the wet concentration plant, rare earth mineral plant, and mineral separation plant flowsheets to evaluate recycled streams and resultant mass flows. The expected future performance of the processing plant was based on metallurgical testwork results and benchmarked against other deposits that have similar characteristics to the Titan deposit. The simulated recoveries for in-size samples (+45-micron material) from ROM to products are: rare earth mineral recovery of 82.6%; ilmenite recovery of 79.7%; rutile recovery of 66.9%; zircon recovery of 77.6%.
The three variability samples used in the 2023 metallurgical testwork were composite samples representative of the different types and styles of mineralization within the Titan deposit. The variability bulk samples included coarse- and fine-grained mineralization as well as areas of differing assemblage.
| 1.11 | Mineral Resource Estimates |
| 1.11.1 | Estimation Methodology |
The resource database contains sonic drill data collected in years 2020, 2021 and 2022. Data are from 140 drill holes with 5,123 m (16,808 feet) drilled and 3,360 total heavy mineral assay samples (heavy liquid) and 269 total HMC mineralogy (QEMSCAN) determinations.
Geological interpretations were compiled using Vulcan software version 2025.1, as was variography and grade interpolation for this TRS.
A parent block size of 25 x 25 x 1.524 (Xm x Ym x Zm) was used. This smallish block size for the Project hole spacing was utilized to accommodate greater refinement of pit optimization and pit shell development. No block sub-cells were used.
The geological model was based on the geological interpretations of lithology and mineralization from recorded downhole drill records. Using cross section analysis, MM&A verified the continuity of recorded lithologic units. MM&A interpreted five lithological units. The McNairy Formation Upper and Lower units were the units with the largest volumes; the fine-grained Lower McNairy unit was preferentially mineralized with respect to heavy minerals.
MM&A modeled an overburden zone, a ‘waste’ material zone overlying the Upper McNairy and beneath the recorded overburden, the Upper McNairy member, the Lower McNairy member, and the Coon Creek Formation zone. The topsoil profile on the property is too thin to separate with the selected vertical block size and is captured in the overburden thickness. The Lower McNairy unit accounts for most of the mineralized volume at approximately 68%, the remaining 32% percent of mineralized material is captured within the Upper McNairy Formation zone. No grade was attributed to the soil or Coon Creek Formation zones.
|
Page 26 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
MM&A compared unit horizons, thickness isopachs, block slices, and sections with logged data from drill holes to verify an acceptable three-dimensional (3-D) interpretation of the lithology and mineral type records.
Testing for bulk density was performed by S&ME from samples collected from drilling. ASTM International (ASTM) analysis involved drying and weighing the samples to calculate the percent moisture and weighing.
The density value was developed from a collection of 17 samples from both the Upper and Lower McNairy Formation sand units.
Bulk density measurements collected range between 1.39 tonnes per cubic meter (t/m3) and 1.76 t/m3. The soil density analyses show the Upper McNairy and Lower McNairy units have a consistent average density of 1.57 grams per cubic centimeter (g/cm³) which were used for the resource evaluation.
No total heavy mineral top cut was used, nor was it considered necessary for this deposit due to the geology, style, and consistency of mineralization.
Variograms were run to test spatial continuity within the selected geological domains.
Grade, slimes, and assemblage estimations were completed using inverse distance weighting to the second power (ID2) interpolation, which is appropriate for this style of mineralization.
Drill hole sample data were flagged with domain (zone) codes corresponding to the geological structure of the deposit and the domains were imprinted on the model from 3-D surfaces generated from geological interpretations.
A primary ellipsoid search dimension of 212 x 425 x 3 m (semi-major, major, minor) was used for all assay data where the major axis was oriented to 30-degrees east of north to align with the approximate trend of mineralization. Successive search volume factors with increased search volumes were adopted to interpolate grade in areas of lower data density. No consistent plunge was apparent in mineralization. No dip or plunge angles were assigned to the search ellipsoids.
Visual validation compared the estimated grades in the block model to composite grades and composites along drill hole traces in both section and plan views. The block grades were considered to reasonably reflect the composite grades.
The resource classification was determined based on drill hole density reflecting geological confidence.
|
Page 27 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The reasonable prospects for economic extraction for the mineral resources were based on the parameters listed in Table 1-1. An assumed vertical slope was used for the basis of the in-place resource estimates. Product prices were provided by IperionX based on “TZMI Titanium Feedstock Price Forecast to 2029, Issue 2, 2025” and Adamas Intelligence “Value of IperionX Monazite Concentrate, Q3, 2025” Market Reports. These product prices are more conservative than those included in the economic model and sensitivity analysis (Section 19) of the FS.
Table 1-1: Assumptions Used in Defining Prospects of Economic Extraction
| Parameter | Units | Value |
| Commodity price | ||
| Rutile | US$/t | 1,425 |
| Ilmenite | US$/t | 340 |
| Rare earth mineral concentrate | US$/t | 10,678 |
| Zircon Concentrate | US$/t | 912 |
| Metallurgical recovery | ||
| Rutile | % | 70.6 (81.2% mineral in product) |
| Ilmenite | % | 85.0 (95.8% mineral in product) |
| Heavy rare earth concentrate | % | 89.5 (87.8% mineral in product) |
| Zircon concentrate | % | 91.2 (46.9% mineral in product) |
| Operating costs | ||
| Mining cost | US$/m3 | 7.23 |
| Processing cost | US$/ROM t | 3.09 |
| Transport cost | US$/ROM t | 1.00 |
| Reclaim/rehandle | US$/ROM t | Included in Mining cost |
| Incremental in pit management | US$/ROM t | Included in Mining cost |
| General and administrative cost | US$/ROM t | 0.95 |
| Dewatering | US$/ROM t | 0.30 |
| Wetlands mitigation cost | US$/Ha | 60,000 |
| Stream mitigation cost | US$/linear m | 1,425 |
| Royalty | % | 5 |
| Note: ROM = run of mine |
Mineral resources are reported using the mineral resource definitions set out in S-K 1300 on a 100% basis. The reference point for the estimate is in situ and are inclusive of reserves. Mineral resources are current as at June 4, 2026. The third-party firm responsible for the estimate is MM&A. The mineral resource estimates are provided in Table 1-2.
|
Page 28 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.11.2 | Mineral Resources Statement |
Table 1-2: Mineral Resource Estimate and Total Heavy Minerals (THM) Assemblage
| Mineral | THM Assemblage | ||||||
| Resource | In situ | THM | THM | Zircon | Rutile | Ilmenite | REE |
| Estimate | Tonnes | (%) | (t) | (%) | (%) | (%) | (%) |
| Inclusive of Reserve | |||||||
| Measured (M) | 120,434,000 | 2.5 | 3,060,000 | 11.1 | 9.5 | 40.9 | 1.5 |
| Indicated (I) | 28,388,000 | 2.9 | 828,000 | 11.8 | 9.2 | 52.0 | 1.5 |
| Total M+I | 148,823,000 | 2.6 | 3,887,000 | 11.2 | 9.4 | 43.2 | 1.5 |
| Inferred (Inf) | 0 | 0.0 | 0 | 0.0 | 0.0 | 0.0 | 0.0 |
| Total M+I+Inf | 148,823,000 | 2.6 | 3,887,000 | 11.2 | 9.4 | 43.2 | 1.5 |
| Exclusive of Reserve | |||||||
| Measured (M) | 96,851,000 | 1.5 | 1,489,000 | 10.4 | 9.2 | 40.1 | 1.2 |
| Indicated (I) | 102,190,000 | 2.0 | 2,013,000 | 9.8 | 10.2 | 38.9 | 1.5 |
| Total M+I | 199,041,000 | 1.8 | 3,502,000 | 10.0 | 9.8 | 39.4 | 1.4 |
| Inferred (Inf) | 97,832,000 | 1.8 | 1,774,000 | 9.3 | 9.6 | 38.0 | 1.2 |
| Total M+I+Inf | 296,872,000 | 1.8 | 5,276,000 | 9.8 | 9.7 | 39.0 | 1.3 |
| Grand Total | |||||||
| Measured (M) | 217,285,000 | 2.1 | 4,548,000 | 10.8 | 9.4 | 40.6 | 1.4 |
| Indicated (I) | 130,578,000 | 2.2 | 2,841,000 | 10.4 | 9.9 | 42.7 | 1.5 |
| Total M+I | 347,863,000 | 2.1 | 7,389,000 | 10.6 | 9.6 | 41.4 | 1.4 |
| Inferred (Inf) | 97,832,000 | 1.8 | 1,774,000 | 9.3 | 9.6 | 38.0 | 1.2 |
| Total M+I+Inf | 445,695,000 | 2.1 | 9,163,000 | 10.4 | 9.6 | 40.8 | 1.4 |
Notes to accompany mineral resource table:
| 1. | Mineral resources are reported using the definitions set out in Regulation S-K 1300 and are current as at June 4, 2026. Mineral resources are reported on an in situ basis, inclusive of reserves. |
| 2. | The third-party firm responsible for the estimate is MM&A. |
| 3. | Mineral resources are reported within a conceptual pit shell that uses the key assumptions summarized in Table 1-1 above. |
| 4. | Mineral resources are reported above a COG of 0.4% THM. |
| 5. | Property contains 199.0 Mt of mineral resources (Measured + Indicated) exclusive of mineral reserves (Figure 11-8). |
| 6. | Estimates have been rounded. |
Specific factors that may affect the estimates include:
| > | changes to forecast commodity and final product price assumptions |
| > | changes in local interpretations of mineralization geometry and continuity of mineralized zones |
| > | changes to metallurgical recovery assumptions |
| > | changes to assumptions as to deleterious elements |
| > | changes to the input assumptions used to derive the conceptual open pit shell that is used to constrain the estimates |
| > | changes to the cut-off values applied to the estimates |
| > | variations in geotechnical, hydrogeological, and mining assumptions |
| > | changes to environmental, permitting, and social license assumptions |
| 1.12 | Mineral Reserve Estimates |
| 1.12.1 | Estimation Methodology |
Beginning with the geologic block model described in Section 11, MM&A developed a mine plan and reserve estimate using K-MINE Group’s (K-MINE) Planning and Optimal Pit Boundaries modules. The initial cutoff grade (COG) for mineral reserve estimation was set at 0.4% THM based on previous work. Upon coordination with process engineers designing the wet concentrator plant (WCP), it was determined that a COG yielding a rougher feed grade of 3.2% THM would yield better recoveries through the process plant. A detailed COG analysis was completed whereby additional optimizations were run at COGs of 0.6% THM, 0.7% THM, 0.8% THM, and 0.85% THM to arrive at 3.2% THM grade feed to the WCP. Final COG used for optimization, scheduling, and mine planning was set at 0.85% THM. This selection was supported by a sensitivity analysis.
|
Page 29 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Price coefficients (or revenue factors) were set up as part of the optimization process with a range of 20% to 110% with a 10% price correlation step for the final products. The decision was made to proceed using the number 8 step or 90% price coefficient, which provides the best correlation between maximizing profit while obtaining the highest mineral reserves possible.
Optimization parameters for the project are shown in Table 1-3.
Geotechnical assessment resulted in a final wall berm (batter) height of 10 m with a batter angle 35 degrees and 5-m benches, resulting in an overall 27.4-degree slope wall (see additional discussion in Section 13.1). Due to the geometry of the mining pits, small amounts of economic material may have been excluded from the mine plan tonnages, while small amounts of sub-economic/low-grade material may have been included and account for the dilution included as part of the mineral reserve estimate.
Table 1-3: Optimization Parameters
| Group / Item | Unit | Value |
| Geometry | ||
| Coordinate System | — | UTM-16N |
| Overburden slope | ° | 26.6 |
| Face slopes | ° | 35 |
| Inter-ramp slope | ° | 29 |
| Overall slope | ° | 27.4 |
| Berm width | m | 5 |
| Batter angle | ° | 35 |
| Berm (batter) height (working) | m | 10 |
| Berm (batter) height (final wall) | m | 10 |
| Minimum mining width | m | 25 |
| Ramp width | m | 25 |
| Total depth | m | 55 |
| Block dimension X | m | 25 |
| Block dimension Y | m | 25 |
| Block dimension Z | m | 1.524 |
| Mining | ||
| Production rate | tonne/year | 3,529,000 to 10,588,000 |
| Production schedule | Hours/Year | 8760 |
| Production schedule efficiency | % | 85 |
| Ramp grade | % | 10 |
| Concentrator recovery | ||
| Rutile | % | 70.6 (81.2% mineral in product) |
| Ilmenite | % | 85.0 (95.8% mineral in product) |
| Heavy rare earth concentrate | % | 89.5 (87.8% mineral in product) |
| Zircon | % | 91.2 (46.9% mineral in product) |
| Cutoff grade (COG) | % | 0.85 THM |
| Specific gravity (ore) | — | 1.57 |
|
Page 30 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Group / Item | Unit | Value |
| Specific gravity (waste rock) | — | 1.72 |
| Specific gravity (Coon Creek Formation) | — | 1.54 |
| Specific gravity (soil) | — | 1.72 |
| Restrictions | — | floodplain & wetlands |
| Swell factor | % | 12 |
| Pit Loss/Dilution | % |
10
(in addition to low-grade interburden)
|
| Vertical rate of advance | m | 90 |
| Battery limits | location | ROM Pile |
| Financial | ||
| Mining cost | US$/m3 | 7.23 |
| Transportation cost | US$/ROM t | 1.00 |
| Processing cost | US$/ROM t | 3.09 |
| Reclaim/rehandle | US$/ROM t | Included in mining cost |
| Incremental in pit management | US$/ROM t | Included in mining cost |
| General and administrative cost | US$/ROM t | 0.95 |
| Dewatering | US$/ROM t | 0.30 |
| Wetlands mitigation cost | US$/ha | 60,000 |
| Stream mitigation cost | US$/ linear m | 1,425 |
| Royalty | % | 5 |
| Sales price rutile | US$/t | 1,425 |
| Sales price ilmenite | US$/t | 340 |
| Sales price rare earth concentrate | US$/t | 10,678 |
| Sales price zircon concentrate | US$/t | 912 |
All floodplain restrictions were observed for the optimization process. Production requirements for the Titan Property were based on the target production of 3.5 Mt per year for Phase 1 (Years 1-4) and 10.0 Mt per year for Phase 2 (Years 5-14). Results of the Optimization and detailed mine schedule for the Titan Property yielded 117 Mt of ROM ore at a THM of 3.2 percent.
Revenue streams as projected in the economic portions of the report assume a sales realization (FOB-mine) of US$1,425 per tonne for Rutile final product, US$340 per tonne for Ilmenite final product, US$912 per tonne for Zircon concentrate, and US$10,678 for Rare Earth Elements concentrate. Product prices were provided by IperionX based on “TZMI Titanium Feedstock Price Forecast to 2029, Issue 2, 2025” and Adamas Intelligence “Value of IperionX Monazite Concentrate, Q3, 2025” Market Reports. The FS economic analysis utilizes higher overall commodity prices in aggregate than Mineral Reserve price assumption. This difference reflects updated market information available at the time of completion of the FS economic model. A separate pit optimization economic review and sensitivity analysis demonstrates that the project remains economically viable at the Mineral Reserve commodity price assumption. The conversion of mineral reserves (ROM-basis) via concentration and chemical processing to final products or concentrates are included in IperionX’s business plan, and as such, the costs of such processes and appropriate revenue streams are included in financial modeling.
Resource modeling and mine optimization as described in the report was used as a basis for the reserve estimate using the geologic model described in Section 11 as the basis of the conversion from mineral resources to mineral reserves. Proven and Probable mineral reserves were derived from the defined resource considering relevant processing, economic (including technical estimates of capital, revenue, and cost), marketing, legal, environmental, socio-economic, and regulatory factors.
|
Page 31 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.12.2 | Mineral Reserves Statement |
Mineral reserves are reported using the mineral reserve definitions set out in S-K 1300 on a 100% basis. Mineral reserves are current as at June 4, 2026. The reference point for the mineral reserve estimate is as delivered to the process facilities. The third-party firm responsible for the estimate is MM&A. The Mineral Reserve estimate is based only on Measured and Indicated Mineral Resources. Inferred Mineral Resources were treated as waste and were not used to support Mineral Reserves or economic viability. The mineral reserves are shown in Table 1-4.
Table 1-4 - Titan Project – Estimate of Mineral Reserves, ROM Basis
| Grand Total ROM Tonnes | THM Assemblage | ||||||||
| THM | THM | Zircon | Rutile | Ilmenite | REE | ||||
| Unit | Proven | Probable | Total | (%) | (t) | (%) | (%) | (%) | (%) |
| Upper McNairy | 24,565,000 | 2,415,000 | 26,980,000 | 2.3 | 620,000 | 6.2 | 6.2 | 23.6 | 0.2 |
| Lower McNairy | 68,740,000 | 21,307,000 | 90,047,000 | 3.4 | 3,086,000 | 12.7 | 10.5 | 48.3 | 1.9 |
| Total | 93,306,000 | 23,722,000 | 117,027,000 | 3.2 | 3,706,000 | 11.6 | 9.8 | 44.2 | 1.6 |
Notes to accompany mineral reserve table:
| 1. | Mineral reserves are reported using the definitions set out in Regulation S-K 1300 and are current as at June 4, 2026. Mineral reserves are reported on a ROM basis. |
| 2. | The third-party firm responsible for the estimate is MM&A. |
| 3. | Mineral reserves are reported within a finalized mine design pit shell that uses the key assumptions summarized in Table 1-3 above. |
| 4. | Mineral reserves are reported above a COG of 0.85% THM. |
| 5. | Ilmenite includes leucoxene, pseudorutile, and ilmenite and REE includes monazite, xenotime, and unclassified REE. |
| 6. | Estimates have been rounded. |
Mineral reserves are reported using the definitions in S-K 1300. The Qualified Persons considered pertinent modifying factors, inclusive of geological, environmental, regulatory, and legal factors, in converting a portion of the measured and indicated mineral resources to mineral reserves.
Specific factors that may affect the estimates include:
| > | changes to property control (i.e., owned, leased, or optioned tracts) |
| > | changes to forecast commodity and final product price assumptions |
| > | changes in local interpretations of mineralization and continuity of mineralized zones |
| > | changes to metallurgical recovery assumptions |
| > | changes to assumptions as to deleterious elements |
| > | changes to the input assumptions used to derive the finalized mine design open pit shell that is used to constrain the estimates |
| > | changes to the cut-off values applied to the estimates |
| > | variations in geotechnical, hydrogeological, and mining assumptions |
| > | changes to pit optimization assumptions |
| > | changes to mine design |
| > | changes to environmental, permitting, and social license assumptions |
|
Page 32 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.13 | Mining Methods |
Mine planning involved geotechnical and hydrogeological assessment. The geotechnical assessment completed for the project considered both pit slope stability and reclaimed, backfilled tailings stability. The geotechnical assessments incorporated hydrogeological modeling results.
Based on a review of the key criteria (productivity, flexibility, separating plant-pit operations, operating cost, capital cost, ore selectivity and sensitivity to potentially wet pit floor), MM&A recommended an excavator and truck mining method, with mining activities completed by a contractor.
Mining contractors will provide all labor and material for support equipment including all mobile mining equipment, water truck, dozer capable of maintaining the waste disposal volumes, motor grader, utility loader backhoe, fixed or portable lights, pumps, and a utility articulated haul truck (for erosion control measures, cleaning, etc.). The cost of the initial capital cost for all mobile equipment, in addition to equipment rebuilds and/or replacement throughout the life of the mines, will be incurred by the Contractor.
A combination of excavators and articulated trucks will be utilized to mine the ROM ore as well as all topsoil, overburden and interburden waste material. ROM stockpiles and initial waste disposal areas are designed to minimize haul distances. Conveyors will be utilized to transport ROM ore from the mine area to the WCP, and dewatered tailings from the WCP back to the pits for disposal in the final backfill.
A finalized FS mine plan was created using K-MINE’s Dynamic Design module for multiple years based on nested pits created from initial optimizations in order to create route profiles for equipment sizing and scheduling. These plans were developed by MM&A in order to allow mining contractors to match production requirements by year to excavators, articulated haul trucks and fixed and mobile conveyors which ultimately resulted in preparing cost analysis data used in mining cost modeling.
Mining operations for the Titan project site are based on providing 3.5 Mt per year for Phase 1 (Years 1-4) and 10.0 Mt per year for Phase 2 (Years 5-14) to the WCP from the mining pits within the Titan project boundary and disposing of dewatered tailings and waste material (non-ore sand and soils) in the Waste Storage Areas, Topsoil Storage Area, and Pit backfill areas.
Production scheduling was performed using K-MINE’s scheduling module software and shown in Table 13-2. The Titan LOM production schedule shown below goes through 14 years.
|
Page 33 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 1-1: Titan Mine Production Timing Map
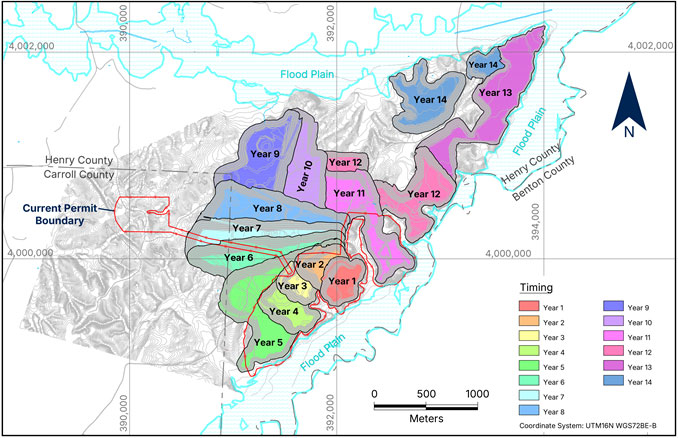 |
||
| Note: Figure prepared by MM&A, 2026. |
Results of the detailed mine schedule for the Titan project yielded 117 Mt of ROM ore with 3.2% THM over the 14-year mine life (see Figure 1-2). Production scheduling was based on providing 400 tph rougher feed, roughly 3.5 Mt per year of ROM ore to the WCP during Phase 1 (Years 1-4) and 1,200 tph rougher feed, roughly 10.0 Mt per year of ROM ore during Phase 2 (Years 5-14) and includes Proven and Probable Mineral Reserves only for all years of operations. The Mineral Reserve estimate and production target is approximately 117 million ROM tonnes over the 14-year mine period at a THM of 3.2 percent. Approximately 93.3 million tonnes or 80% of the Mineral Reserves and production target estimates are Proven, while 23.7 million tonnes or 20% of the Mineral Reserves and production target estimates are Probable. All Mineral Reserves were converted from Measured and Indicated Mineral Resources. Inferred Mineral Resources were treated as waste.
|
Page 34 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 1-2: Annual Ore Production Tonnes and THM%
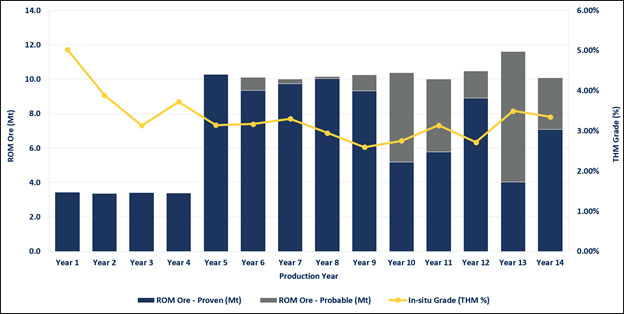
| 1.14 | Processing and Recovery Methods |
The proposed process and recovery methods outlined in the sections below were selected based on well-established and conventional approaches to processing mineral sands, including recovery of heavy mineral content using wet gravity separation equipment (such as spiral separators and up-current classifiers) followed by dry separation of titanium (ilmenite and rutile) and zircon minerals using electrostatic and magnetic separation equipment. With the increased focus on recovery of rare earth mineral content from mineral sand deposits, the use of flotation to extract these minerals (prior to dry mineral separation), and wet shaking tables to upgrade them, has become a more conventional approach and was selected for this flowsheet.
The process plant is divided across two sites, namely the WCP site and the MSP site.
The process plant layout is broken down further within each site into specific areas as follows:
| > | WCP Site: |
| - | mining unit plant (MUP) |
| - | feed preparation plant (FPP) |
| - | wet concentrator plant (WCP) |
| - | concentrate upgrade plant (CUP) |
| - | tailing dewatering circuit (TDC) |
| > | MSP Site: |
| - | rare earth plant (REP) |
| - | mineral separation plant (MSP) |
|
Page 35 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Each site has been designed to first accommodate the 400-tph plant and then cater for the future expansion to 1,200 tph of rougher spiral head feed by adding a parallel 800-tph plant. The method for expansion for each area was considered individually to provide the most flexibility during operations, whilst also considering economies of scale in construction, and minimizing the variation of required spare parts for each plant area.
The upstream wet concentrator plant (WCP) and associated feed preparation plant (FPP) are designed to operate continuously at the nominated throughput rates, producing a heavy mineral concentrate (HMC) for downstream processing. The rare earth plant (REP) and mineral separation plant (MSP) are designed to process the full expanded HMC throughput of up to 1,200 tph from commencement of operations. During Phase 1, the REP and MSP operate at reduced utilization, supported by stockpiling and reclaim systems that decouple upstream and downstream operations and enable stable plant operation during staged ramp-up.
The overall process flowsheet comprises conventional mineral sands processing circuits, supported by established equipment types and configurations. The principal process facilities include the feed preparation plant (FPP), wet concentrator plant (WCP), concentrate upgrade plant (CUP), rare earth plant (REP), mineral separation plant (MSP), and tailings dewatering circuit (TDC).
The FPP incorporates scrubbing, screening, and desliming equipment, including trommels, vibrating screens, and hydrocyclones, to prepare the run-of-mine material for downstream separation and to remove oversize and slimes fractions.
The WCP comprises multi-stage wet gravity separation circuits utilizing spiral concentrators arranged in rougher, scavenger, cleaner, and recleaner stages to produce a heavy mineral concentrate (HMC). Spiral circuits are configured in modular banks, allowing duplication for the expansion from 400 tph to 1,200 tph throughput.
The CUP includes classification, additional spiral separation, and dewatering equipment such as up-current classifiers, screens, and dewatering cyclones to upgrade and condition the HMC prior to downstream processing.
The REP incorporates attritioning tanks, flotation cells, and gravity separation equipment, including wet shaking tables, to recover a heavy rare earth concentrate, HREE-dominant by value (HREC). The REP is designed for a nominal throughput capacity aligned with the full expanded HMC production rate (equivalent to 1,200 tph WCP feed basis), providing sufficient capacity to accommodate peak production rates and operational variability.
The MSP utilizes conventional dry processing equipment, including feed dryers, electrostatic separators, and magnetic separation circuits, to produce final ilmenite, rutile, and zircon products. The MSP is configured in staged processing lines corresponding to Phase 1 and Phase 2 throughput, with overall installed capacity aligned to the full 1,200-tph upstream plant throughput.
|
Page 36 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The TDC includes thickeners, belt filter presses, dewatering cyclones, and screens to achieve a target tailings moisture content suitable for transport and in-pit backfilling.
Equipment selection across all process areas is based on proven mineral sands technologies, with capacities, duty points, and configurations aligned to the design throughput and supported by metallurgical testwork, process modelling, and industry operating experience. The use of modular equipment configurations enables staged expansion, reduces construction risk, and maintains consistency in equipment types across development phases.
Key equipment has been sized and selected based on the defined process duty, including slurry handling rates, solids loading, and separation efficiency requirements, with capacities aligned to both nominal and peak throughput conditions for each process area.
Trade-off studies completed for tailings dewatering and zircon product pathways have informed key design decisions. The selected tailings dewatering configuration comprising thickening, belt filter presses, dewatering cyclones, and dewatering screens is considered feasible at FS level to meet the project’s moisture targets necessary to support progressive landform rehabilitation. The zircon trade-off study identified a medium-grade zircon concentrate as the preferred product pathway that balances metallurgical performance, regulatory compliance, processing simplicity, and market acceptance.
|
Page 37 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 1-3: FS Process Flowsheet – Block Flow Diagram (FPP, TDC, WCP & CUP)
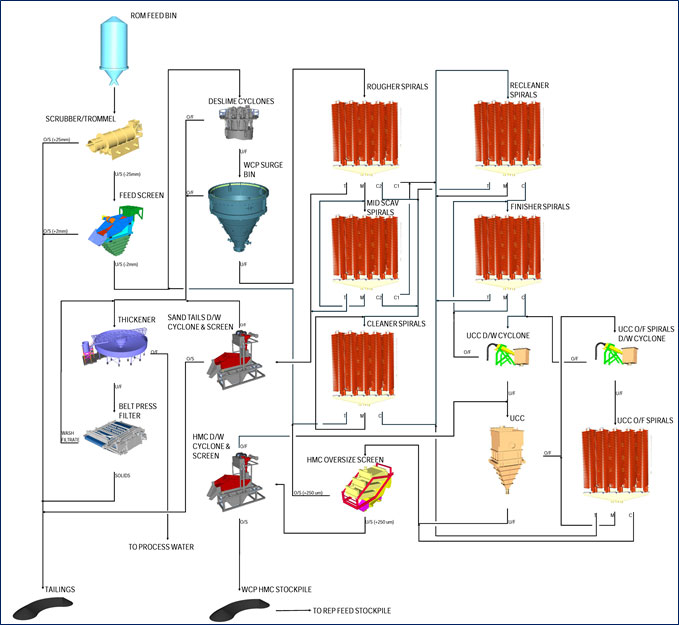
Note: Figure prepared by MT, 2026.
|
Page 38 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 1-4: FS Process Flowsheet – Block Flow Diagram (REP & MSP)
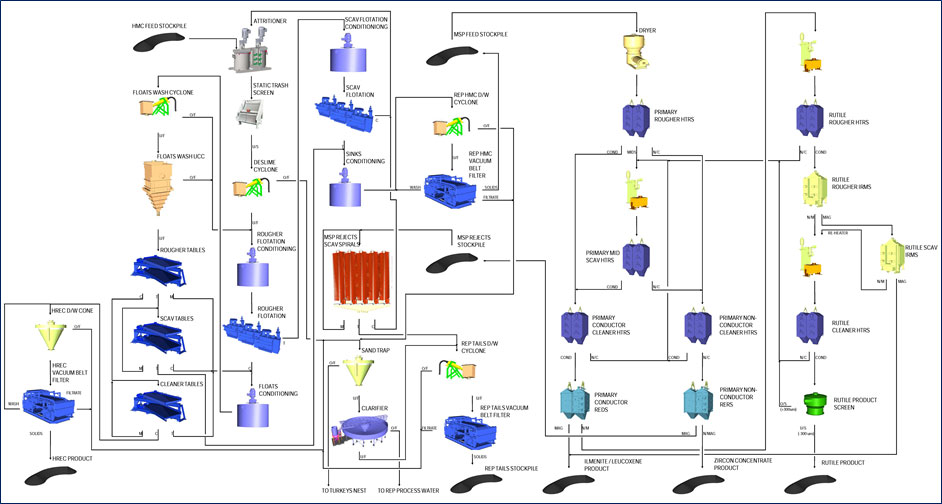
Note: Figure prepared by MT, 2026.
|
Page 39 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The overall performance estimates were also made for the process plant being fed with ROM material containing nominally:
| > | 3.2% (in-size) heavy mineral (HM) (with 11.7% zircon, 9.8% rutile, 44.1% ilmenite and 1.6% rare earth elements) |
| > | 1.3% oversize (>600 microns) |
| > | 14.8% slimes (<44 microns) |
These overall performance estimates used the modelled grades and recoveries, as well as data estimated from metallurgical testwork for distribution of TiO2 between ilmenite/leucoxene and rutile and ratio of CeO2 to TREO, and are outlined below:
| > | Heavy mineral concentrate (HMC) (from wet concentrator plant (WCP) / concentrate upgrade plant (CUP)) |
| - | approximately 3% mass of ROM feed |
| - | approximately 97% THM grade |
| - | approximately 90% HM (in-size) recovery |
| > | HREC product |
| - | approximately 0.05% mass of ROM feed |
| - | approximately 25% CeO2 (approximately 61.4% TREO) grade |
| - | approximately 91.4% CeO2 recovery |
| > | Rutile product |
| - | approximately 0.25% mass of ROM feed |
| - | approximately 91.1% TiO2 (approximately 81.2% rutile) grade |
| - | approximately 64.3% rutile recovery |
| > | Ilmenite/leucoxene product |
| - | approximately 1.2% mass of ROM feed |
| - | approximately 62.5% TiO2 (approximately 95.8% ilmenite/leucoxene) grade |
| - | approximately 80.7% ilmenite/leucoxene recovery |
| > | Zircon concentrate product |
| - | approximately 0.67% mass of ROM feed |
| - | approximately 34.4% ZrO2 (approximately 51.1% zircon) grade |
| - | approximately 91.8% zircon recovery |
|
Page 40 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.15 | Infrastructure |
The property for the WCP and mining pits associated with the Titan project is split between Benton and Carroll Counties in Tennessee with the proposed WCP to reside in Carroll County.
The proposed rare earth plant (REP) and mineral separation plant (MSP) will reside in Benton County outside the municipal limits of Camden, Tennessee. Distance between the WCP and REP/MSP is approximately 29 km (18 miles) utilizing both county, state, and US routes. CSX Transportation (CSX) operates a railyard approximately 11 km (7 miles) from the MSP/REP site. Transportation of material between the MSP/REP and the railyard will be conducted by over-the-road trucking. Similarly, the movement of product from the WCP to the MSP/REP will be conducted through over-the-road trucking.
Transportation of ROM and tailings materials between the mine pits and the processing plants will be conducted by conveyor belts. The main transportation belt will be dual purpose with the top belt taking ROM material from the pits to the plant and the bottom belt returning to the pits with the tailings.
Electricity is supplied via 161-kV transmission lines near the Project area. The power supply assumes a 100% renewable power supply from TVA.
Sources of raw water will be needed in the mining and ROM material processing. The majority of the raw water supply will come from a mixture of water withdrawn from a nearby river and groundwater inflow to the pits, with the primary source being the water withdrawal point. Current estimations of groundwater inflow to the pits indicate that, if required, the pit inflow could provide most of the required flow, but an additional source of water would be necessary for the processing plant during different points of the 14-year mine plan.
To accommodate the need for a potable water supply at the WCP, a potable water well will be drilled adjacent to the personnel facilities. At the MSP site, water will be supplied by the City of Camden.
NPI buildings will be located at the WCP and MSP facilities for all operations and maintenance personnel either as vendor-supplied modular buildings or engineered structures. NPI at the WCP includes control room, warehouse and ablutions building. NPI at the MSP includes control room, administration building, warehouse and laboratory and sample preparation building.
| 1.16 | Market Studies |
| 1.16.1 | Market Studies Used |
Market analysis and commodity price projections provided by IperionX are derived from independent third-party market studies.
Titanium and zircon mineral sands market conditions and price forecasts are based on the Titanium Feedstock Price Forecast (Issue 3, 2025) prepared by TZ Minerals International Pty Ltd (TZMI). HREC pricing is based on the IperionX Rare Earth Concentrate Calculations (April 2026) prepared by Argus Media and Expected Payability for Rare Earth Concentrates from IperionX’s Titan Project (April 30, 2026) prepared by Mine Value Partners (MVP). Magnet rare earth oxide supply and demand data referenced in this sub-section are based on the ‘Rare Earth Magnet Market Outlook to 2040’ report (Q4 2025) prepared by Adamas Intelligence (Adamas).
|
Page 41 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.16.2 | Commodity Pricing |
| 1.16.2.1 | Mineral Sands Product Pricing |
Ilmenite, rutile, and zircon price forecasts are based on the TZMI Titanium Feedstock Price Forecast (Issue 3, 2025) base case scenario. From 2026 to 2029, annual base case forecast prices are applied, after adjusting for inflation in IperionX’s analysis. From 2030 onward, TZMI long-term inducement prices, converted to real 2026 US dollars, are held flat through the remainder of the mine life. The mineral sands pricing assumptions are illustrated in Figure 1-5.
Figure 1-5: Mineral Sands Products Pricing Forecast (US$/t, Real 2026)
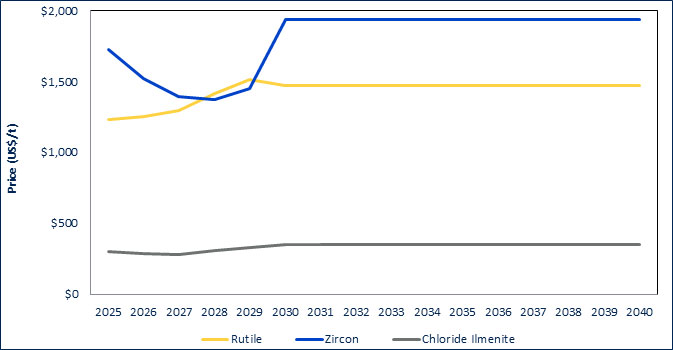 |
||
| Source: TZMI and IperionX analysis, 2026 |
|
Page 42 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.16.2.2 | Heavy Rare Earth Concentrate Pricing |
The IperionX Rare Earth Concentrate Calculations (April 2026) Report prepared by Argus Media provides forecast for 15 individual rare earth oxide prices and the resulting TREO basket value for the Project HREC, expressed in real 2026 US dollars over the 2020-2040 horizon. IperionX engaged Mine Value Partners (MVP), an independent mining consultancy with significant expertise in commodity markets, mineral development operations, and commercial analysis, to undertake an assessment of the payability of IperionX Heavy Rare Earth Concentrate, HREE-dominant by value (HREC). MVP’s analysis concluded that the implied sustainable payability for a rare earth concentrate like Titan’s is expected to sit between 46% and 65% of theoretical basket value, dependent on pricing assumptions. The range supports downstream capital recovery while allowing upstream rents to be allocated in line with long-run economic theory for commodities and represents a return to economically sustainable value sharing where both upstream and downstream participants can invest with confidence and continuity. For financial modelling purposes, a 50% payability assumption is considered a reasonable assumption that is not anomalous or aggressive, and one that is well supported by projected netback economics and other Western precedents. The basket price below was generated by applying a 50% payability factor to the TREO basket value to derive the IperionX HREC price. The FS LOM average price of HREC is US$41,759 per tonne based on the financial model.
The forecast TREO basket value and IperionX HREC price are illustrated in Figure 1-6.
Figure 1-6: TREO Basket Price and HREC Price Forecast (US$/kg, Real 2026)
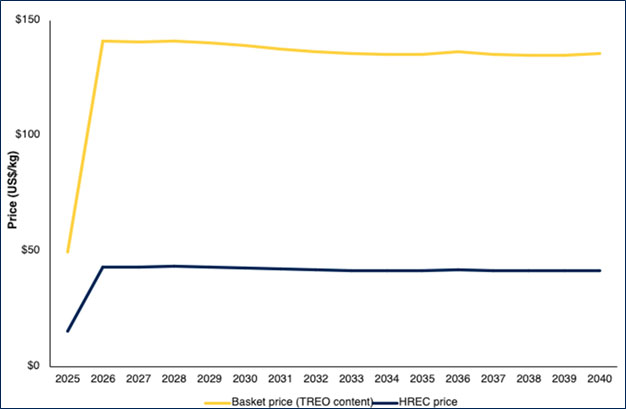 |
||
| Source: Argus Media, IperionX Rare Earth Concentrate Calculation, Issue 1, April 2026. IperionX HREC price reflects the payability assumption, supported by Mine Value Partners’ April 2026 analysis (“Expected Payability for Rare Earth Concentrates from IperionX’s Titan Project”) |
| 1.17 | Environmental, Permitting and Social Considerations |
| 1.17.1 | Environmental Studies and Monitoring |
Environmental studies were completed from 2020 to 2025 covering aspects such as: Critical Issue Analysis, US Army Corps of Engineers (USACE) Wetland Delineation and Tennessee Department of Environment and Conservation (TDEC) Hydrologic Determination Field Work, Federal and State Threatened and Endangered Habitat Survey, Cultural Resources Background Research and Baseline Groundwater and Surface Water Study.
|
Page 43 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.17.2 | Permitting |
TDEC granted IperionX the required state Surface Mining Permit (OM-70711-01) and National Pollutant Discharge Elimination System (NPDES) Permit (TN0070711) on August 14, 2023. The Tennessee Surface Mining Permit is a five-year permit and will need to be renewed and updated every five years. The first renewal will be required by August 14, 2028. Neither the MSP nor the REP are currently permitted.
TDEC also determined that IperionX’s proposed sand processing operations would constitute an insignificant activity or insignificant emissions unit, as defined in part 1200-03-09-.04(2)(a)3 of the Tennessee Air Pollution Control Regulations.
As mining planning progresses, the existing permits and agency approvals noted above will require modification to incorporate the entirety of the Mine Site in the future. Additionally, though there have been environmental due diligence studies performed within the Environmental Due Diligence Study Area that cover the majority of the Mine Site, they are outdated and will require appropriate re-reviews, updates, and field work as applicable. It should be noted that Section 17 assumes full disturbance within the Estimated Future Mine Area, although there is currently no work proposed in Federal Emergency Management Agency (FEMA) floodplains. In addition to the permitting needs for the Mine Site, the REP and MSP sites require permitting.
| 1.17.3 | Mine Reclamation and Closure, Tailings and Water Management |
Tennessee state regulations require mines to be properly closed, and reclamation commenced immediately upon abandonment. The financial model for the Titan Project includes cost for mine reclamation and closure within the Contract Mining operating cost of US$5.23 per cubic meter.
The waste and tailings disposal plan is fully integrated with the overall mine plan. At the beginning of mining, waste and tailings material will be placed, as needed, in temporary waste piles on the ground surface located 1.) in the Year 11 mining area and 2.) in the area northeast of the WCP. Tailings material will be filtered at the WCP to an optimum moisture content of approximately 16 to 18 percent, as defined by laboratory tests of representative tailings samples conducted by S&ME. The use of filtered tailings allows the material to be placed like soil in backfilled lifts in the pits as mining progresses, thus minimizing the tailings storage footprint and reclaiming the pit areas to near their original surface elevations. The temporary, out-of-pit waste storage areas are estimated to only be required through approximately Year 5 of mining, after which all tailings and waste material will be backfilled into the pit as mining progresses.
Water management on the site will be important for dewatering the mine pits, supplying the WCP, ensuring stability of the in-pit backfill material, and ensuring compliant discharge at the NPDES outfalls. Expected groundwater inflow to the pits has been estimated via groundwater modeling conducted by HDR. Groundwater that enters the pit will be collected in a sump near the mining face and pumped into settling ponds on the perimeter of the property. Water that is pumped to the ponds will be settled to remove turbidity and suspended solids. If necessary, pH control of the water will be conducted within the settling ponds.
|
Page 44 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.17.4 | Social Considerations, Plans, Negotiations and Agreements |
IperionX has actively engaged with TDEC, TVA, Tennessee state government officials, community members, business owners, local government officials, local school systems, universities, technical schools, and local and state government groups. IperionX will continue identifying and engaging with new groups and stakeholders as the mine is developed.
| 1.18 | Capital Cost Estimates |
The objective of developing the CAPEX and OPEX cost estimates is to provide substantiated costs feeding into the FS pertaining to the Project. The initial CAPEX estimate includes all of the Project’s direct and indirect costs to be expended during the implementation phase of the Project. Initial CAPEX is deemed to cover the period starting from the approval date by IperionX of this FS report and finishing at the successful completion of the commissioning phase. Any cost to be expended beyond the commissioning phase, i.e., transfer to operations, performance tests, start-up/ramp-up and operations of the Titan facilities will be included with sustaining CAPEX or OPEX.
The CAPEX summaries have been prepared and reported in accordance with the project’s phased development approach, comprising Phase 1 – 400 tph rougher feed and Phase 2 – incremental 800 tph rougher feed configurations. The summaries present the capital cost estimate at a consolidated level for each phase, consistent with the scope definitions for this study. Total CAPEX for Phase 1 is US$228.1 million, while total CAPEX for Phase 2 is US$153.2 million, for a total Project CAPEX of US$381.3 million. In keeping with the intended Class 3 estimate maturity, the estimate has been prepared to reach a target accuracy range of ±15%.
Table 1-5 shows the Consolidated, the Phase 1 – 400 tph, and the Phase 2 – incremental 800 tph capital cost summaries, respectively.
Table 1-5: Capital Cost Summary (Phase 1 – 400 tph and Phase 2 – incremental 800 tph)
| Item |
Phase 1 400 tph (US$) |
Phase 2 – Incremental 800 tph (US$) |
Total Phase 1+ Phase 2 (US$) |
| Direct Costs | |||
| 1000 - Site Wide - Mining | $23,237,857 | $347,042 | $23,584,929 |
| 1000 - Site Wide - NPI | $18,316,630 | $0 | $18,316,630 |
| 1000 - Site Wide - Balance of Scope | $18,499,189 | $3,191,001 | $21,690,190 |
| 2000 - Feed Preparation Plant | $10,086,726 | $15,587,107 | $25,673,833 |
| 3000 - Wet Concentrator Plant | $44,143,921 | $62,212,480 | $106,356,401 |
| 4000 - Mineral Separation Plant | $25,058,422 | $33,435,617 | $58,494,039 |
| 5000 - Rare Earth Plant | $33,181,069 | $1,240,555 | $34,421,625 |
| 8000 - Mining Unit Plant | $1,304,793 | $2,133,248 | $3,438,041 |
| Direct Costs Sub-total | $173,828,608 | $118,147,079 | $291,975,688 |
| (Continued below) |
|
Page 45 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Item |
Phase 1 400 tph (US$) |
Phase 2 – Incremental 800 tph (US$) |
Total Phase 1+ Phase 2 (US$) |
| Indirect Costs | |||
| EPCM | $22,414,018 | $14,663,588 | $37,077,606 |
| Temporary Facilities and Services | $2,240,370 | $1,247,800 | $3,488,170 |
| Vendor’s ME Installation Assistance | $250,000 | $190,000 | $440,000 |
| Contractor’s Pre-Commissioning Assistance | $186,342 | $244,769 | $431,111 |
| Commissioning & Testing | $1,898,000 | $1,620,320 | $3,518,320 |
| Spare Parts | $928,893 | $1,196,017 | $2,124,910 |
| First Fills | $143,330 | $223,407 | $366,737 |
| Indirect Costs Sub-total | $28,060,953 | $19,385,901 | $47,446,854 |
| TOTAL No CONTINGENCY nor OWNER’S COSTS | $201,889,562 | $137,532,980 | $339,422,542 |
| Owner’s Costs | $5,598,338 | $1,637,627 | $7,235,964 |
| Contingency | $20,638,419 | $14,027,432 | $34,665,851 |
| TOTAL CAPEX 400tph and 800tph | $228,126,319 | $153,198,038 | $381,324,357 |
| Note: Totals may not sum due to rounding. |
| 1.19 | Operating Cost Estimates |
OPEX has been performed for Mining, Process Plant, Product Transport and Royalties. The following list of cost centers were used for the Process Plant OPEX estimation: salaries; General & Administrative (G&A); reagents; consumables; utilities (electricity, fuel, water, etc.); maintenance; and mobile equipment.
The estimates have an accuracy of ±15%. The estimate base date is Q2, 2026, and the estimate was prepared using US$. Table 1-6 below summarizes the average OPEX costs per year for the Project.
Table 1-6: Operating Costs Summary
| Operating Costs | US$/year | US$/t ore | ||
| Phase 1 Average | Phase 2 Average | Phase 1 Average | Phase 2 Average | |
| Mining | 21,505,614 | 64,334,874 | 6.32 | 6.22 |
| Process Plant | 15,520,852 | 27,967,350 | 4.56 | 2.70 |
| Product Transport | 3,558,600 | 8,900,738 | 1.05 | 0.86 |
| Royalties | 4,747,628 | 8,052,134 | 1.39 | 0.78 |
| Total Operating Costs | 45,332,694 | 109,255,096 | 13.31 | 10.57 |
| Note: Totals may not sum due to rounding. | ||||
| 1.20 | Economic Analysis |
| 1.20.1 | Forward-Looking Information Caution |
This FS contains forward-looking statements within the meaning of the US Securities Act of 1933 and the US Securities Exchange Act of 1934, which are intended to be covered by the safe harbor created by such sections. Such forward-looking statements include, without limitation, statements regarding mineral resource and mineral reserve estimates, recoveries and grade, future mineralization, future adjustments, and sensitivities and other statements that are not historical facts. These statements are not guarantees of future performance and undue reliance should not be placed on them. The assumptions used to develop forward-looking information and the risks that could cause the actual results to differ materially are detailed in the body of this report.
|
Page 46 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.20.2 | Methodology and Assumptions |
The financial model was developed using second-quarter 2026 (Q2 2026) price forecasts and cost estimates, with all figures presented in US dollars and expressed in real terms. The analysis was performed on an unlevered basis, assuming 100% equity financing. A real discount rate of 8% was applied, consistent with industry benchmarks for mining projects in the US. No escalation was applied to operating costs or revenues over the life of the model.
| 1.20.3 | Economic Analysis Results |
The economic analysis demonstrates a robust financial profile based on a 2-phase construction and operation approach producing on average of approximately 86,000 tpa in Phase 1 and 214,000 tpa during Phase 2 over a 14-year mine life.
Using variable product pricing based on external market studies, the project generates US$1.93 billion free cash flow and the post-tax financial model, developed on an unlevered basis, yields a strong net present value at an 8% discount rate (NPV8) of US$813 million and Internal rate of return (IRR) of 39.4%, with a payback period of 3.63 years.
The key economic outcomes of the DCF based on the detailed key assumptions are outlined the Table 1-7.
Table 1-7: FS Financial Results
| FS Financial Results | UoM | Value |
| Total EBITDA | US$ million | 2,804 |
| Pre-Tax NPV8 | US$ million | 1,016 |
| Pre-Tax IRR | % | 42.6 |
| Pre-Tax Payback Period | Year | 3.49 |
| After-Tax NPV8 | US$ million | 813 |
| After-Tax IRR | % | 39.4 |
| After-Tax Payback Period | Year | 3.63 |
| NPV/Initial Capital | US$ | 3.56 |
| NPV/Total Capital | US$ | 2.13 |
|
Page 47 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The yearly real cash flows are demonstrated in Figure 1-7.
Figure 1-7: Titan Project After Tax Real Cash Flows
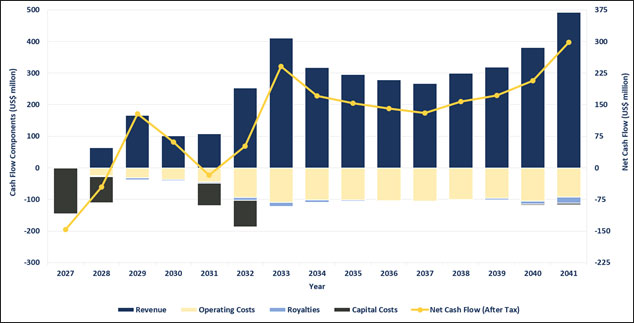 |
||
|
Note: Figure prepared by Primero, 2026. |
| 1.20.4 | Sensitivity Analysis |
A sensitivity analysis was performed to assess Project sensitivity to: capital cost estimates, operating cost estimates, grade, and product pricing.
The results are summarized in Figure 1-8 and Figure 1-9 and demonstrate that the project is most sensitive to sales prices followed by grade.
Figure 1-8: Titan Project Sensitivity Analysis – After Tax IRR
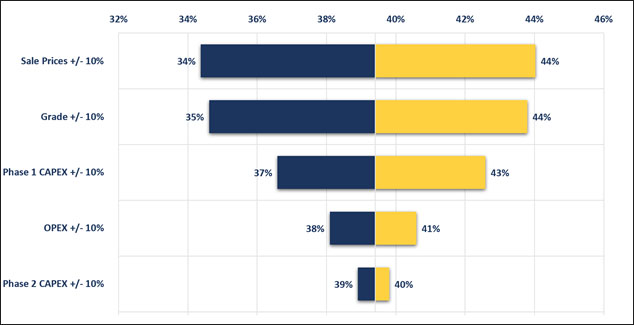 |
||
| Note: Figure prepared by Primero, 2026. |
|
Page 48 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 1-9: Titan Project Sensitivity Analysis – After Tax NPV8
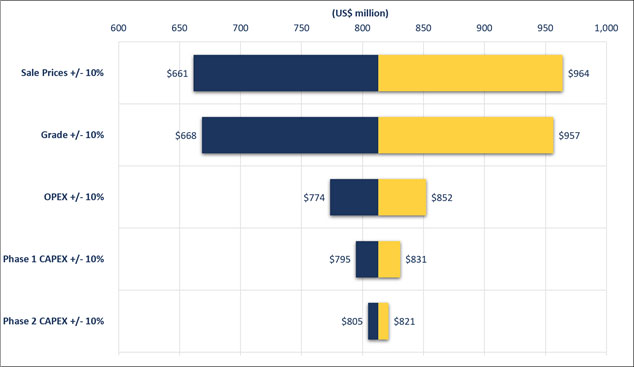 |
||
| Note: Figure prepared by Primero, 2026. |
In terms of IRR, the Project is most sensitive, in order from most to least sensitive, to:
| > | product pricing |
| > | grade |
| > | Phase 1 capital costs |
| > | operating costs |
| > | Phase 2 capital costs |
In terms of the NPV, the Project is most sensitive, in order from most to least sensitive, to:
| > | product pricing |
| > | grade |
| > | operating cost estimates |
| > | Phase 1 capital costs |
| > | Phase 2 capital costs |
|
Page 49 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.21 | Risks and Opportunities |
| 1.21.1 | Risks |
MT, Primero, and MM&A contributed to a Project risk register and risk workshop. Following completion of the workshop, Primero carried out a Monte Carlo simulation to quantify the potential cost impact of the identified risks and to support the development of an appropriate contingency allowance.
Noteable project risks identified by the QPs that could potentially impact the Titan mining and processing operations include:
| 1. | Commodity pricing drops unexpectedly, due to overseas competition and flooding of the market. |
| 2. | Discharged water does not meet permit requirements for discharge from site, which may result in permit violations and public protests or environmental incidents. |
| 3. | Underperformance of the mining contractor may lead to lower-than-expected production levels. |
| 4. | Permits and/or mitigation measures related to mining through streams and wetlands are unsuccessful and prohibit full extraction of reserves within mine plan. |
| 5. | TVA is unable to provide the necessary electrical power to service the mine and plant operations prior to Phase 2 of the project. |
| 6. | Desliming circuit may allow slimes through to the WCP which will result throughput reduction or restriction. |
| 7. | Periods of high slimes may slow plant throughput, due to thickener constraint on load handling capability. |
| 8. | Inability to maintain MSP building temperature and humidity impacting plant performance and recovery. |
A nominal 10% contingency allowance was used for the direct and indirect costs of the design and supply estimate. Contingency allowance was not added to the budget estimate items. This was considered contractor’s contingency which would be applicable to a fixed price design and supply contract. This contingency allowance sits outside of the Owner’s contingency risk.
It is recommended the Owner’s contingency account for the following additional key risks that are not accounted for in the design and supply cost estimate:
| 1. | Cost escalation resulting from time and economic events |
| 2. | Movement in foreign exchange rates |
| 3. | Escalation and uncertainty in logistics costs due to timing being a long way out from contract execution |
| 4. | Escalation resulting from changing suppliers from low-cost country vendors |
|
Page 50 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 5. | Escalation resulting from restriction in trade or changes to import tariffs |
| 6. | Process performance not being achieved due to equipment supplied from low-cost countries not performing as intended |
| 7. | Unable to obtain enforceable process and throughput performance guarantees from vendors |
| 8. | Unable to use low-cost equipment and manufacturing supply chain due to sanctions on supply of equipment into international projects associated with rare earths |
| 9. | Tailings dewatering equipment proves to be ineffective as planned and additional CAPEX/OPEX is necessary to achieve required moisture contents |
| 1.21.2 | Opportunities |
| 1.21.2.1 | Project Area |
Opportunities include:
| > | potential to add to the property holdings and increase the exploration potential for the mineral tenure to host prospective McNairy Formation units |
| > | if the mineralization currently classified as Inferred can be upgraded with additional drilling and mining study support |
| > | review of the mining area vs floodplain buffer allocations to determine if a portion of the buffer area can be included in the mine plan |
| > | varying the COG, thereby increasing annual ROM ore tonnage |
| > | increasing the Revenue Factor, thereby expanding the optimized pit shell and increasing annual ROM ore tonnage |
| > | outside the Project area, the “Camden area” mineral tenure drill results suggest the potential to support mineral resource estimation. The area is favorable because erosion has removed the Upper McNairy Formation unit, exposing Lower McNairy Formation sands. |
| 1.21.2.2 | Processing |
The following opportunities have been identified for further exploration in subsequent project phases:
| > | increase extent of modularization, particularly around the belt filter press once preferred vendor has been selected |
| > | further optimize the extent of piping pre-assembly and balance the use of pipe racks to minimize site construction costs |
| > | complete a transport study to investigate inland transport options to reduce risk and costs of freight to site |
|
Page 51 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.22 | Conclusions |
Sufficient data has been obtained through various exploration and sampling programs to support the geological interpretations of the mineral deposits situated on the Property. The data is of sufficient quantity and reliability to reasonably support the mineral resource and mineral reserve estimates in this TRS.
The geological data and FS, which consider mining plans, revenue, and operating and capital cost estimates are sufficient to support the classification of mineral reserves provided herein.
This geologic evaluation conducted in conjunction with the FS is sufficient to conclude that the 117 Mt of mineral reserves identified on the Property are economically mineable under reasonable expectations of market prices for HREC products, estimated operation costs, and capital expenditures.
The FS defines a technically feasible processing flowsheet and plant configuration for the Titan Project based on available metallurgical data and engineering studies. The process design supports staged-throughput development and incorporates conventional technologies that are widely applied in mineral sands operations.
The FS has defined a technically robust and scalable process design for the Titan Project, accommodating both the initial 400 tph development and the planned expansion to 1,200 tph. The selected flowsheet, equipment selections, and plant layouts are based on conventional, well-proven mineral sands processing technologies and are supported by extensive prior testwork, process modelling and MT’s operational experience. Further testwork is required to confirm equipment selections prior to commencement of detailed design as outlined in the recommendations section of this report.
The adopted design provides a clear execution pathway for staged development while maintaining a high degree of equipment commonality between the initial and expanded plant phases. This approach reduces operation complexity, improves maintainability, and supports efficient capital deployment across the life of the project. The extensive use of modularization across the WCP, REP and MSP is expected to reduce site construction risk, improve schedule certainty, and enhance overall cost control.
Trade-off studies completed for tailings dewatering and zircon product pathways have informed key design decisions. The selected tailings dewatering configuration is considered feasible at FS-level to meet the project’s moisture targets necessary to support progressive landform rehabilitation. The zircon trade-off study identified a preferred product pathway that balances metallurgical performance, regulatory compliance, processing simplicity, and market acceptance.
The WCP and MSP layouts have been developed to optimize operability, maintainability, traffic management, and future expansion, while aligning with permitting constraints, local utilities, and site topography. Power, gas, water, and reagent demands have been quantified to FS accuracy. Overall, the engineering completed provides a sound and credible basis for advancement into the next phase of project development, subject to completion of the recommended work outlined below.
|
Page 52 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 1.23 | Recommendations |
| 1.23.1 | Mining |
| 1. | TDEC permit modification, wetlands and stream mitigation analysis, permitting and construction (approximately US$17.2 million) |
| 2. | Update of baseline surface water and groundwater studies (approximately US$100,000) |
| 3. | Permitting recommendations for the mine site (approximately US$0.75 million total): |
| a. | re-review existing field delineation of federal and state waters and add area not yet investigated |
| b. | re-review existing field habitat assessments of federal and state protected species and add area not yet investigated; species-specific surveys may be included |
| c. | update desktop-level cultural resources assessment |
| d. | conduct informal consultations with US Fish and Wildlife Service (USFWS), TDEC, and Tennessee Historical Commission (THC) (possible increased costs dependent on results of review) |
| e. | update USACE Approved Jurisdictional Determination (AJD) verification (Waters of the US [WoTUS]) |
| f. | update TDEC Division of Water Resources (TDEC-DWR) HD concurrence (waters of the state) |
| g. | conduct pre-application meeting with USACE and TDEC-DWR as the Mine Site will likely result in Section 404/401 Individual Permit and thus trigger a National Environmental Policy Act (NEPA) review |
| 4. | Permitting for the MSP (approximately US$0.25 million total): |
| a. | obtain NPDES construction and industrial permits |
| b. | conduct field delineation of federal and state waters |
| c. | conduct field habitat assessments of federal and state protected species |
| d. | conduct desktop-level cultural resources assessment (possible increased costs dependent on results of review) |
| e. | complete informal consultations with USFWS, TDEC, and THC |
| f. | after completion of the above-mentioned studies at the MSP, complete the following: |
| i. | USACE AJD verification (WoTUS) |
| ii. | TDEC-DWR HD concurrence (waters of the state) |
| iii. | USFWS informal consultation, including Migratory Bird Treaty Act (MBTA) and Bald and Golden Eagle Protection Act (BGEPA) |
| iv. | THC coordination |
|
Page 53 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 5. | Waste and tailings disposal: |
| a. | if possible, continue to pursue the opportunity to sell tailings as by-product to further reduce tailings handling in early years of mining (to be completed by IperionX staff) |
| 6. | Social considerations, plans, negotiations and agreements (approximately $US40,000 per year): |
| a. | continue engagement activities with local groups and individuals as the Project advances, consistent with applicable laws and regulations, and in a manner customary for heavy mineral sands projects development |
| b. | consider qualified local individuals and businesses in hiring and procurement processes, consistent with standard industry practice, applicable laws, and operational needs |
| 1.23.2 | Processing |
Based on the outcomes of the FS, the following high-level actions are recommended prior to progressing the Titan Project into detailed design and execution.
The estimated cost of the recommended work programs outlined above has been developed at an order-of-magnitude level consistent with FS definition. The total cost is estimated to be in the range of approximately US$5 million to US$7 million.
| 1. | Confirmatory Metallurgical and Process Testwork - Undertake the recommended confirmatory metallurgical testwork program to validate the revised FS flowsheet, equipment selections, and key design assumptions, particularly where the final design differs from earlier pilot-scale testwork. Outcomes should be used to confirm achievable recoveries, moisture targets, operating parameters, and equipment sizing, and to support vendor performance guarantees. |
| 2. | Low-Cost Country Vendor Verification - Implement a structured verification and risk mitigation program for major equipment proposed to be sourced from low-cost country vendors. This should include performance verification, reference plant assessments where available, and evaluation of quality assurance, warranties, spare parts availability, and long-term vendor support. |
| 3. | Tailings Dewatering and Deposition Validation - Further validate the ability of the selected tailings dewatering circuit to consistently achieve the target combined tailings moisture content (≤16% weight/weight [w/w], not to exceed 20% w/w) under full-scale operating conditions. Where practical, pilot scale vendor testwork should be undertaken, with findings incorporated into final equipment selection, sizing, and operating philosophy. |
| 4. | Logistics, Transport, and Route Assessment - Complete a detailed logistics and transportation study to de-risk the modular delivery strategy. The study should confirm optimal shipping methodology, preferred destination port(s), inland transport routes, over-dimensional constraints, permitting requirements, and maximum practical module sizes and weights, and be used to inform final module design and fabrication strategy. |
|
Page 54 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 5. | Detailed Design Interface Definition - Clearly define and progress detailed design interfaces and battery limits between various contract scopes. Focus should be placed on civil, structural, mechanical, and utility interfaces to minimize the risk of scope gaps, rework, or constructability issues during execution. |
| 6. | Bridging Engineering and Execution Readiness - Proceed with a structured bridging engineering phase to finalize process design, complete HAZOP and risk reviews, refine capital and operating cost estimates, and advance engineering definition to support fixed-price contracting. This phase should also be used to further identify and implement value-engineering opportunities. |
|
Page 55 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 2 | Introduction |
| 2.1 | Introduction |
This Technical Report Summary (the TRS or the Report) on the Titan Project (the Project) was prepared for IperionX Limited (IperionX) by Marshall Miller & Associates, Inc. (MM&A), Karst Geo Solutions, LLC (KGS), Mineral Technologies Pty Ltd (MT), and Primero Group Americas Inc. (Primero). MM&A compiled the Report document, with contributions from the other consulting firms. While MM&A fulfilled the responsibility as the integrator of the FS and was responsible for mineral resource and mineral reserve estimates along with mine plan and mining cost estimation, other consulting firms also completed vital aspects of the Study. KGS was responsible for historical exploration results for the Project. MT completed the wet and dry process design and related modular plant cost estimation. Primero completed the non-process infrastructure (NPI) design and related cost estimates, and was responsible for integrating the mining, process, and NPI costs into a comprehensive discounted cash flow financial model for the FS.
The Project is located near Camden, Tennessee, in the United States (US).
Per the definitions in Section 24.3, a “feasibility study” is equivalent to a “definitive feasibility study”.
| 2.2 | Terms of Reference |
| 2.2.1 | Report Purpose |
The Report was prepared to be attached as an exhibit to support mineral property disclosure, including mineral resource and mineral reserve estimates, for the Titan Project. Information in the Report is current at June 4, 2026.
| 2.2.2 | Terms of Reference |
Mineral resources and mineral reserves in this Report are reported using the definitions in Regulation S-K 1300 (S-K 1300), under Item 1300.
IperionX has a large regional ground holding, of which a small subset of the mineral tenure hosts the mineral resource and mineral reserve estimates. For the purposes of this Report, the term “property” is used for the larger ground holding, and the term “Study Area” is used for the area that hosts the mineral resource and mineral reserve estimates and is the subject of the feasibility study. The Study Area has also been referred to as the Little Benton deposit; however, this nomenclature is not used in this Report.
All units of measurement used in this report use the International System of Units (SI) metric system unless otherwise stated. Mineral resources and mineral reserves are reported in metric tonnes. Million metric tonnes are reported as “Mt” throughout.
Currency is expressed in United States dollars (US$) as identified in the text.
|
Page 56 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The Report uses US English.
| 2.3 | Qualified Persons |
MM&A, KGS, and Primero are using the allowance for a third-party firm consisting of mining and related experts to date and sign the TRS, whereas MT’s designated Qualified Person (QP) is Etienne Raffaillac, MAusIMM (Table 2-1).
Table 2-1: QPs Responsible by Section
| Qualified Person | Section Responsibility |
| Marshall Miller & Associates, Inc. (MM&A) (Third-Party Firm) |
1, 2, 3, 4, 5, 6, 7, 8, 9, 11, 12, 13, 15, 16, 17, 18, 20, 21, 22, 23, 24, 25 |
| Karst Geo Solutions, LLC (KGS) (Third-Party Firm) |
1, 2, 7, 8, 9 |
| Etienne Raffaillac, MAusIMM (Individual) | 1, 2, 10, 14, 22, 23, 24, 25 |
| Primero Group Americas Inc. (Primero) (Third-Party Firm) |
1, 2, 15, 18, 19, 22, 23, 24, 25 |
Note: For Sections 7, 8 and 9 KGS is responsible for Exploration Results while MM&A is responsible for all other content. For Section 15, MM&A is responsible for mining infrastructure and Primero is responsible for non-process plant infrastructure. For Section 18, MM&A is responsible for mining cost estimate and Primero is responsible for process plant cost estimate. All QPs are responsible for subject matter in their individual disciplines for Sections 1, 2, 22, 23, 24 and 25.
MM&A, KGS, MT, and Primero had appropriate individual QPs prepare the content that is summarized in this Report.
| 2.4 | Qualified Person Site Visits |
| 2.4.1 | MM&A |
MM&A’s QPs conducted a site visit to the property from April 15–16, 2025. During the visit, they observed McNairy Formation outcrops and exploration drill hole locations, reviewed chip trays with sands collected from exploration drill hole sample intervals and observed the sample storage barrels.
At the time of the visit, S&ME geotechnical drilling was in progress. From the working drill rig, MM&A observed and collected samples from the Upper and Lower McNairy Formation members and the Coon Creek Formation.
| 2.4.2 | KGS |
KGS conducted site visits and observations of exploration drilling to verify the drilling methods, sample collection, bulk sample collection, bulk processing and quality assurance and quality control (QAQC). Exploration drilling was completed before MM&A became involved with the Project.
|
Page 57 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 2-2 documents site and laboratory visits conducted by KGS.
Table 2-2: KGS Site and Laboratory Visits Summary
| Visit Start Date | Visit End Date | Location | Scope |
| 14-Oct-2020 | 16-Oct-2020 | Mansfield, TN | Initial drilling support and procedure development |
| 24-Feb-2021 | 26-Feb-2021 | Mansfield, TN | Phase 2 drilling support and procedures check |
| 5-Apr-2021 | 5-Apr-2021 | Starke, FL | Oversight of metallurgical testing process |
| 19-Apr-2021 | 21-Apr-2021 | Mansfield, TN | Drilling and sampling review, geochemistry and metallurgical review of results, Initial modelling |
| 15-Jun-2021 | 17-Jun-2021 | Mansfield, TN | Bulk density testing, review of results, resource modelling |
| 17-Aug-2021 | 20-Aug-2021 | Mansfield, TN | Drilling and sampling review, review of results |
| 1-Dec-2021 | 5-Dec-2021 | Mansfield, TN | Drilling and sampling review and support |
| 21-Feb-2022 | 25-Feb-2022 | Mansfield, TN | Drilling and sampling review and support |
| 2-May-2022 | 6-May-2022 | Mansfield, TN | Drilling and sampling review and support |
| 26-Jun-2022 | 30-Jun-2022 | Mansfield, TN | Drilling and sampling review and support |
| 24-Apr-2023 | 25-Apr-2023 | Lakefield, Canada | Oversight of analytical procedures |
| 2.5 | Report Date |
Information in the Report is current as at June 4, 2026.
| 2.6 | Information Sources and References |
The reports and documents listed in Section 24 and Section 25 of this Report were used to support report preparation.
The QPs relied upon information provided by IperionX as identified in Section 25.
| 2.7 | Previously Filed Technical Report Summaries |
IperionX has previously filed a technical report summary on the Project: “Technical Report Summary for Titan Project”, “6-K (Current report) EX-99.2” filed on EDGAR on July 1, 2022; “Technical Report Summary for Titan Project”, “20-F (Annual report - foreign issuer) EX-15.1” filed on EDGAR on October 30, 2024. The report was current as at June 30, 2024.
|
Page 58 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 3 | Property Description |
| 3.1 | Location |
The Titan Project is located near Camden, Tennessee, US, approximately 128 kilometers (km) (80 miles) west of Nashville, Tennessee, and approximately 11 km (7 miles) northwest of Camden, Tennessee. IperionX has a large regional ground holding (see Figure 3-1), of which a small subset of the mineral tenure hosts the mineral resource and mineral reserve estimates (Figure 3-2). For the purposes of this Report, the term “property” is used for the larger ground holding, and the term “Study Area” for the area that hosts the mineral resource and mineral reserve estimates and is the subject of the feasibility study.
|
Page 59 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 3-1: Titan Property Location
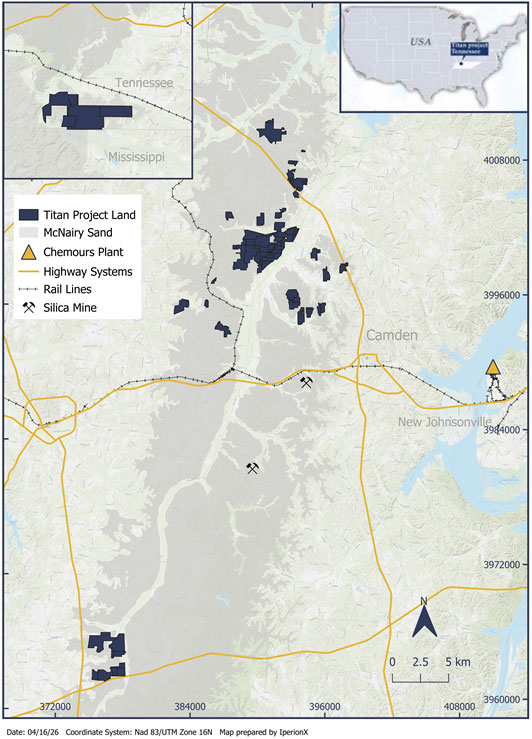
|
Page 60 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 3-2: Study Area
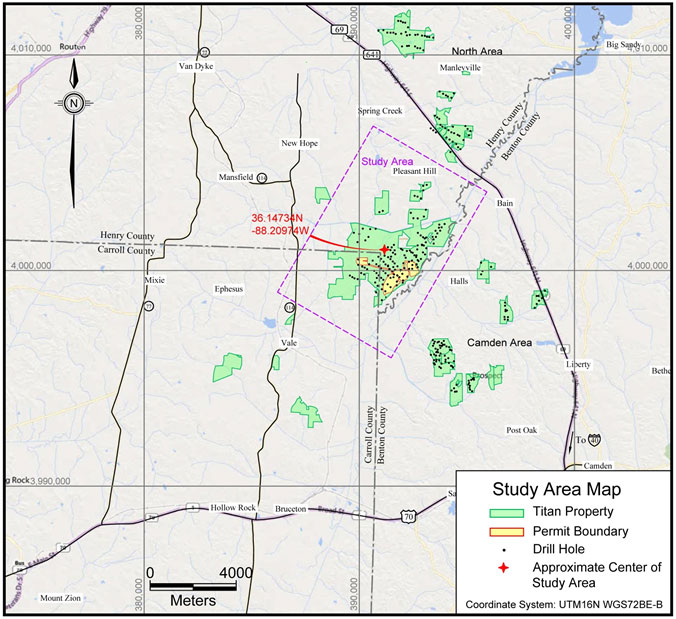 |
||
| Note: Figure prepared by MM&A, 2026. |
The Study Area is centered at approximately 36.147349N, -88.20974W. The Study Area is located on the Mansfield, Manleyville, Vale and Bruceton US Geological Survey (USGS) Quadrangles.
| 3.2 | Ownership |
The Study Area is owned by IperionX Critical Minerals, LLC (IXCM), a wholly-owned subsidiary of IperionX.
| 3.3 | Mineral Title |
As at June 4, 2026, the property consists of approximately 40.8 square kilometers (km2) (10,091 acres) of surface and associated mineral rights in Tennessee, of which approximately 6.0 km2 (1,490 acres) are owned by IperionX, approximately 5.9 km2 (1,457 acres) are subject to long-term lease by IperionX, and approximately 28.9 km2 (7,144 acres) are subject to exclusive option agreements with IperionX. These exclusive option agreements, upon exercise, allow IperionX access to the surface property and associated mineral rights.
|
Page 61 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The property land list is provided as Table 3-1. The claim locations of the Study Area are shown in Figure 3-3.
Table 3-1: Property Land List
| Land Status | km² | Acreage* | Owner | Parcel # (s) | County | Ownership Interest | Grant Date | Expiry Date | |
| Owned | 6.03 | 1,490 | IperionX Critical Minerals LLC |
168.014.03 167.006.00 171.009.00 171.009.01 171 005.03 171.009.03 171.009.04 005 002.00 044 016.01 171 002.00 171 003.00 |
Carroll Henry |
Surface, Mineral, Water | — | N/A | |
| Leased | 0.024 | 6 | Holcomb, W | 171 009.02 | Henry | Surface, Mineral, Water | 21-May-26 | 30-Oct-49 | |
| Leased | 0.37 | 91 | Borchert | 171 013.00 | Henry | Surface, Mineral, Water | 29-Aug-24 | 30-Oct-49 | |
| Leased | 0.34 | 84 | Pettyjohn | 171 008.00 | Henry | Surface, Mineral, Water | 31-Jan-25 | 31-Jan-50 | |
| Leased | 0.98 | 242 | Whistling Wings, LLC |
171 011.00 175 013.01 023 002.0 |
Carroll Henry |
Surface, Mineral, Water | 24-Oct-23 | 24-Oct-43 | |
| Leased | 1.02 | 252 | Wilson |
171 010.01 005 003.00 171 010.00 |
Carroll Henry |
Surface, Mineral, Water | 17-Jul-25 | 30-Nov-49 | |
| Leased | 3.03 | 748 | Dolan |
006.030.00 026.009.00 025.017.00 171.001.00 022.020.00 |
Carroll Henry |
Surface, Mineral, Water | 31-Mar-26 | 31-Mar-51 | |
| Leased | 0.14 | 34 | Holcomb, RE | 168.005.02 | Henry | Surface, Mineral, Water | 10-Apr-26 | 02-Jan-51 | |
| Optioned | 0.59 | 146 | Farmer | 168.011.00 | Henry | Surface, Mineral, Water | 15-Jan-21 | 15-Jan-27 | |
| Optioned | 2.80 | 693 | Sanders, Timothy |
134.014.01 150.008.05 151.008.03 152.009.00 152.011.00 152.013.03 152.020.01 168.018.01 168.019.04 168.013.00 005.002.01 |
Carroll Henry |
Surface, Mineral, Water | 30-Nov-20 | 15-Jan-27 |
|
Page 62 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Land Status | km² | Acreage* | Owner | Parcel # (s) | County | Ownership Interest | Grant Date | Expiry Date |
| Optioned | 0.26 | 65 | Holcomb, Richard JD |
168.005.00 168.005.01 |
Henry | Surface, Mineral, Water | 15-Jan-21 | 15-Jan-32 |
| Optioned | 0.59 | 147 | Palmer, Kyle |
064.022.00 063.005.01 |
Benton | Surface, Mineral, Water | 1-June-21 | 1-June-27 |
| Optioned | 2.42 | 599 | Palmer, Mark & Jackie |
063.005.00 063.006.00 061.010.00 064.020.00 064.021.00 |
Benton | Surface, Mineral, Water | 30-May-21 | 30-May-27 |
| Optioned | 1.72 | 424 | Patterson/Medema |
171.005.00 168.017.00 171.005.01 048.017.00 171.005.02 171.005.04 169.017.01 |
Benton Henry |
Surface, Mineral, Water | 30-May-21 | 30-May-27 |
| Optioned | 0.42 | 103 | Hudson/Plant | 060.001.00 | Benton | Surface, Mineral, Water | 4-Mar-21 | 4-Mar-32 |
| Optioned | 2.52 | 622 | Noles, Kenneth & Mary |
129.027.00 129.027.01 135.005.01 129.028.00 |
Henry | Surface, Mineral, Water | 21-Apr-21 | 21-Apr-32 |
| Optioned | 9.12 | 2,254 | McDonald, Michael |
162.009.001 162.018.00 163.009.00 162.009.00 |
McNairy | Surface, Mineral, Water | 30-Oct-21 | 30-Oct-32 |
| Optioned | 2.01 | 497 | Todd, Gary |
165.019.00 010.001.00 |
Carroll Henderson |
Surface, Mineral, Water | 15-Sep-21 | 15-Sep-32 |
| Optioned | 0.55 | 136 | Wright, Anita |
050.020.00 050.036.01 |
Benton | Surface, Mineral, Water | 15-Jun-21 | 15-Jun-32 |
| Optioned | 4.72 | 1,166 | Olive, Bobby, Tiffany |
166.011.00 010.014.00 010.013.00 011.037.03 010.014.01 |
Carroll Henderson |
Surface, Mineral, Water | 30-Aug-21 | 30-Aug-32 |
| Optioned | 0.63 | 155 | Sanders, Weldon & Betty |
151.008.00 151.009.00 151.009.04 151.009.03 |
Henry | Surface, Mineral, Water | 15-Jan-21 | 15-Jan-27 |
| Optioned | 0.55 | 137 | Markham, Donnal |
064.010.00 064.007.00 |
Benton | Surface, Mineral, Water | 15-Nov-21 | 15-Nov-32 |
*The areas are rounded to the nearest whole number. N/A = not applicable.
IperionX’s option to lease agreements, upon exercise, allow IperionX to lease the surface property and associated mineral rights from the local landowners, and generally have expiration dates between 2027 and 2032. During the option period, the option to lease agreements provide for annual option payments and bonus payments during periods when drilling is conducted. IperionX’s annual option payments are US$75.00 per acre and the drilling bonuses generally average approximately US$1.00 per drill foot. IperionX’s obligation to make annual option payments and drilling bonus payments cease if the company exercises the option to lease.
|
Page 63 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
As at June 4, 2026, the Study area is comprised of approximately 13.4 km2 (3,317 acres) of surface and associated mineral rights, of which approximately 4.9 km2 (1,212 acres) are owned by IperionX, approximately 4.6 km2 (1,147 acres) are subject to long-term lease by IperionX, and approximately 3.9 km2 (958 acres) are subject to exclusive option agreements with IperionX. The Study area holdings are shown in Figure 3-3.
Figure 3-3: Parcels Status of the Study Area
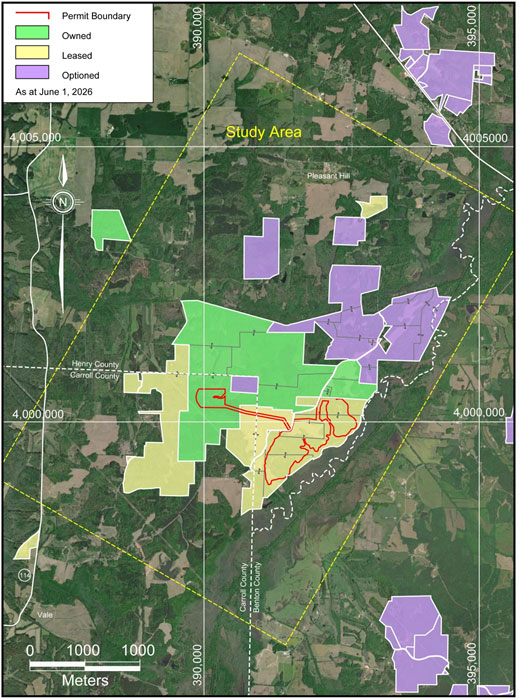 |
||
| Note: Figure prepared by MM&A, 2026. |
|
Page 64 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 3.4 | Surface Rights and Water Rights |
IperionX has acquired surface, subsurface and water rights to the properties within the area that hosts the mineral resource estimates. Some of the properties have been acquired in fee simple by IperionX, with IperionX now being the sole owner of the surface, subsurface and water rights for such properties. IperionX has entered into long-term ground leases for other properties, with the right to control the surface, subsurface and water rights related to those properties for the term of the respective ground leases. For the rest of the properties, IperionX holds an option to lease such properties conditioned on annual option payments that are current and ongoing. The option agreements grant IperionX the right to evaluate the surface, subsurface and water rights to such optioned properties.
| 3.5 | Royalties |
For the optioned and leased land, IperionX will pay the landowner the greater of 1) US$75 per acre of the property per year, or 2) the production royalty, generally 5% of net revenues from products mined and removed from the property. All properties owned by IperionX or its subsidiary (TN Exploration, LLC) will not incur a royalty.
| 3.6 | Encumbrances |
There are no known encumbrances.
There are no current material violations and fines, as imposed in the mining regulatory context of the US Department of Labor Mine Safety and Health Administration in the US that apply to the Titan Project.
| 3.7 | Significant Factors and Risks That May Affect Access, Title or Work Programs |
To the extent known to MM&A, there are no other significant factors and risks that may affect access, title, or the right or ability to perform work on the Study Area that are not discussed in this Report.
|
Page 65 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 4 | Accessibility, Climate, Local Resources, Infrastructure and Physiography |
| 4.1 | Accessibility |
General access to the Study Area is via a well-developed network of primary and secondary roads. The site can be accessed via Highway 641 north 41 km (25 miles) from Interstate 40 near the town of Camden, Tennessee, Reynoldsburg Road for 1.6 km (1.0 mile), Pleasant Hill Road for 1.6 km (1.0 mile) and Little Benton Rd, a gravel road, for 4.8 km (3.0 miles). Little Benton Road goes through the Study Area.
US Interstate I-80 is 35.4 km (22 miles) to the south of the Study Area. Tennessee overall has a network of highways, including eight interstate highways, which can provide ready access to most of the US consumer markets.
Tennessee is the third largest rail center in the US. The CSX Transportation (CSX) Memphis subdivision mainline runs through Camden (approximately 4.8 km [3.0 miles] south of the Titan Project). The Kentucky-West Tennessee Railway connects to this mainline approximately 2.4 km (1.5 miles) east of the Titan Project.
There are more than 1,600 km (994 miles) of navigable waterways in Tennessee, which access all other major waterways in the eastern US. A major barge-loading point is located 24 km (15 miles) from the Titan Project.
There are four commercial airports near Camden, including two international airports at Memphis (approximately 217 km [135 miles] to the southwest) and Nashville (approximately 137 km [85 miles] to the east).
| 4.2 | Climate and Length of Operating Season |
Camden has a humid subtropical climate with hot and muggy summers and cold and wet winters. The temperature typically varies from -0.5 degrees Celsius (°C) to 32.7°C and is rarely below -8°C or above 36°C. August is the hottest month for Camden with an average high temperature of 31.6°C. Annual rainfall for the area is 136.6 centimeters (cm) (53.8 inches).
Considering the climate of the Camden area, mine operations at Little Benton should be possible year-round. Severe weather events may briefly interrupt mine operations.
| 4.3 | Local Resources and Infrastructure |
The Study Area is located near the towns of Camden and Paris, Tennessee.
The existing infrastructure includes power and gas, with 161-kilovolt (kV) transmission lines near the Study Area. IperionX intends to implement fully renewable power sourcing options for the Titan Project, including the assessment of existing on-grid solutions currently provided by existing power generators and suppliers in the general Project area. Additional communications will be required with the Tennessee Valley Authority (TVA), local power supplier, and gas suppliers.
|
Page 66 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Water supply is planned to be sourced from nearby surface water bodies, with additional water from shallow groundwater sources.
Personnel are assumed to live in surrounding communities. No accommodations camp will be required. Local active sand mining, gravel mining and timber operations could be sources of recruiting experienced operators.
Infrastructure required for the mining operations envisaged in this Report is discussed in Section 13, Section 14, and Section 15. These Report sections also discuss water sources, electricity, personnel, and supplies.
| 4.4 | Topography, Elevation and Vegetation |
The Property is in the south-central portion of the United States. The terrain includes gently rolling hills beside level drainages of the Big Sandy River and Bear Creek that dissect the Study Area.
Surface elevations at the Study Area range from approximately 175 meters (m) (574 feet) above sea level in the upland regions to approximately 100 m (328 feet) at the stream level.
Trees common to wooded areas of the property include several classic hardwood oaks (white, black, red, and chestnut), hickory, and maple trees. Other common trees include tulip poplar, American beech, and black gum. Understory trees include dogwood and eastern redbuds. Common plants and flowers of wooded or non-wooded property include ferns, asters, goldenrod, ironweed, cardinal flower, and beebalms. Agricultural fields are also common in this region.
|
Page 67 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 5 | History |
No previous heavy mineral sand mining has occurred in the region.
Reportedly, the general Study Area has been explored for heavy mineral sands since the 1950s, as the McNairy Formation was known to contain high concentrations of heavy minerals such as rutile, zircon, rare earth minerals, and others based on work by federal and state agencies.
DuPont de Nemours, Inc., Kerr-McGee Corporation, RGC Mineral Sands Inc., Iluka Resources Inc., Altair International Inc., and Astron Corporation Limited are known to have evaluated the McNairy Formation-hosted deposits in the Titan Project region at various times.
IperionX conducted exploration drilling in 2020, 2021 and 2022 across the Titan Property which provided the drill and samples records for mineral resource estimates (Figure 3-2 and see Section 7.2).
An initial mineral resource estimate was prepared in 2021 by KGS, with an update in 2023 by MM&A.
In 2025, IperionX commissioned 130 quantitative evaluations of materials by scanning electron microscopy (QEMSCAN) analyses from 43 existing drill hole locations mainly on the owned and leased Study Area tracts.
|
Page 68 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 6 | Geological Setting, Mineralization, and Deposit |
| 6.1 | Deposit Model |
Heavy mineral sands are created through physical and mechanical concentration of detrital minerals liberated through weathering. The weathering portion of this process occurs inland, while the deposition of these minerals ultimately occurs along coastlines through features such as deltas, foreshore, shoreface, barrier islands, dunes, and tidal lagoons. The McNairy Formation is an example of a deltaic sequence.
| 6.2 | Regional Geology |
Regionally, the Project Area is situated in the East Gulf Plain within the Atlantic Coastal Plain Physiographic Province of the US. The East Gulf Plain syncline of the Mississippi Embayment has a shallow southward plunge, exists east of the Mississippi River, and extends from southern Illinois south into Mississippi and Alabama (Figure 6-1). Locally, the basin is filled with Cretaceous to recent Quaternary age sedimentary rocks and sediments. The deposition represents a pro-grading deltaic environment during a regressive (sea-level lowering) sequence.
|
Page 69 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 6-1: East Gulf Plain
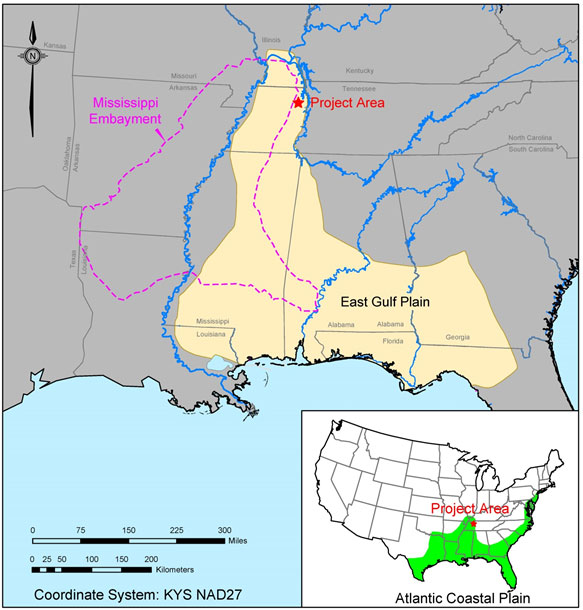 |
||
| Note: Figure prepared by MM&A, 2026. |
Figure 6-2 shows the regional geology encompassing the Titan Project.
|
Page 70 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 6-2: Regional Geologic Map Encompassing Titan Project
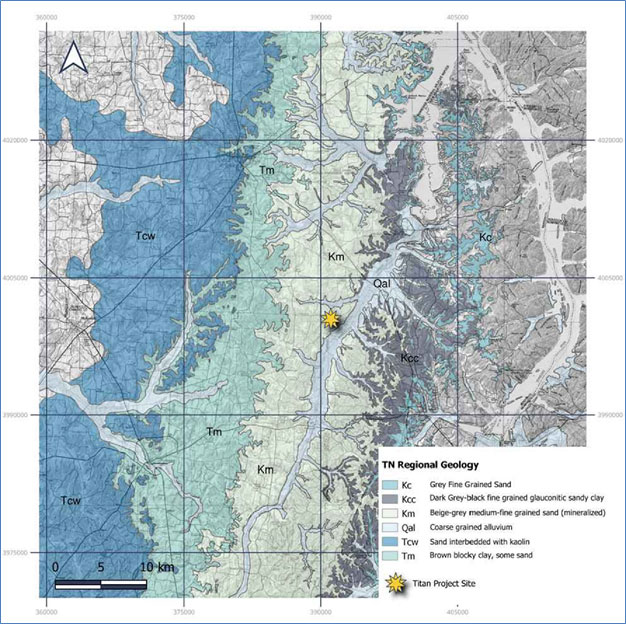 |
||
|
Geologic Map Key: Qal- Quaternary, Tcw- Claiborne and Wilcox Formation, Tm- Midway Group including Porters Creek Clay and Clayton Formation, Km- McNairy Sand, Kcc- Coon Creek Formation, Kc- Coffee Sand. Source: mrdata.usgs.gov/geology/state/. Published [2017] |
| 6.3 | Local Geology |
The local near-surface geology represents a pro-grading deltaic environment during a regressive marine sequence (Figure 6-3). This is evidenced by the coarsening upward sequence grading from the glauconitic clay-rich Coon Creek Formation to the finer-grained lower member of the McNairy Formation, to the coarser-grained upper member of the McNairy Formation.
|
Page 71 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 6-3: Idealized Stratigraphic Column
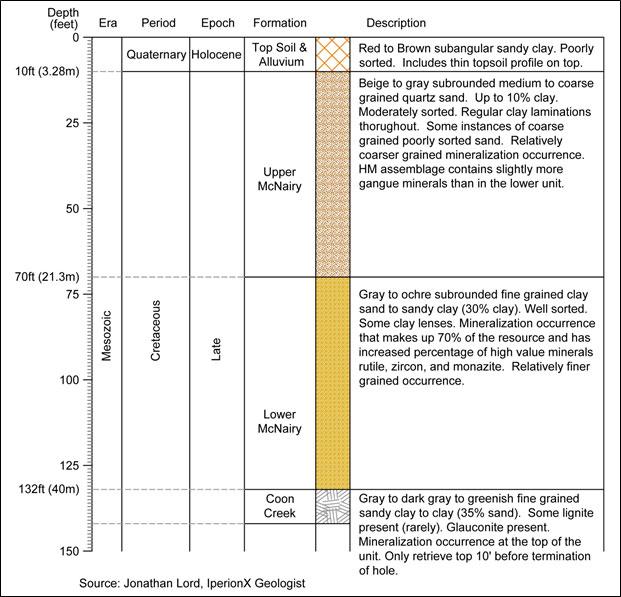
| 6.4 | Deposit Geology |
| 6.4.1 | Lithologies |
Stratigraphically, the subsurface of the Study Area consists of the McNairy and Coon Creek Formations (refer to Figure 6-3) underlying a thin brown topsoil layer plus alluvial deposits that are often light to burnt orange in color.
The McNairy Formation dips gently to the west and consists of two members, the Upper McNairy Formation member (a beige sand) and the Lower McNairy Formation member (a beige, or beige-orange or white clayey sand). In some drill holes, the Lower McNairy Formation sand becomes grayer in color closer to the top of the Coon Creek Formation.
|
Page 72 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The top of the Coon Creek Formation is often clayey sand or clay, usually gray or black in color, occasionally beige in color. Drill records indicate the average thicknesses of the Upper and Lower McNairy Formation members in the Study Area are approximately 18 m (59 feet) and 19 m (62 feet), respectively. The McNairy Formation thickness can vary with topography. In the Study Area, the formation thickness ranges from 5 m to 67 m (16 feet to 220 feet) with the greatest thicknesses to the west. Where the formation thins, commonly the Upper McNairy Formation member is commonly thin or absent, and the Lower McNairy occurs directly below the overburden. The average elevation of the McNairy Formation ranges between near 136 m (446 feet) at the top of the Upper McNairy Formation to near 106 m (348 feet) at the base of the Lower McNairy Formation.
In the exploration drill logs, material above the Upper McNairy Formation was logged as alluvium and topsoil. In many cases, topsoil was assigned to material other than the thin organic topsoil that actually existed. On review of the geotechnical drill hole logs and soils reports, the topsoil interval of the area is approximately 7.62 cm to 30.48 cm thick (3 to 12 inches).
| 6.4.2 | Structure |
Though basement faulting is present in the region, it does not appear to impact the sedimentary stratigraphy at the Project scale.
| 6.4.3 | Mineralization |
The heavy mineral sands are hosted in the McNairy Formation sands, with the higher heavy minerals grades mainly in the lower portion of the Lower McNairy Formation member. Titan mineral sands consist mainly of two principal product streams, titanium (Ti) [rutile (TiO2), ilmenite (FeTiO3), pseudorutile (Fe2Ti3O9)] minerals and zircon (ZrSiO4) but also contain rare earth elements [monazite, xenotime], staurolite (Fe2+2Al9O6(SiO4)4(O,OH)2) and other products of lesser amounts [tourmaline].
The McNairy Formation upper member mineralized extent is more limited at the Project and in places is separated from the Lower McNairy Formation member by a barren coarse sand (Figure 6-4). Mineralization in both members had been traced for over 6.0 km along strike.
The host McNairy Formation varies from 5 m to 67 m thick (16 to 220 feet), averages 28 m (92 feet) in thickness. The mineralization generally consists of thick zones of stacked heavy mineral sand laminations; however, some more massive bands of mineralization are present where individual laminations are not present. The primary minerals associated with the mineralized horizons are altered ilmenite, zircon, rutile, staurolite, kyanite, monazite and xenotime with some variation in the proportion of these minerals between the upper and lower members. Generally, the finer-grained Lower McNairy Formation member contains more high-value heavy mineral sands including rutile, zircon, monazite, and xenotime than the upper coarser-grained McNairy Formation member. The gangue minerals are predominantly quartz and clays.
|
Page 73 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The range of samples collected by drillhole through the deposit are seen in Figure 6-4. The sand intercept assay trace indicates the range of samples collected for analysis. The high-grade assay trace represents samples with greater than 1.0 percent Total Heavy Minerals (% THM).
Figure 6-4: Example of Mineralization in Relation to Stratigraphy
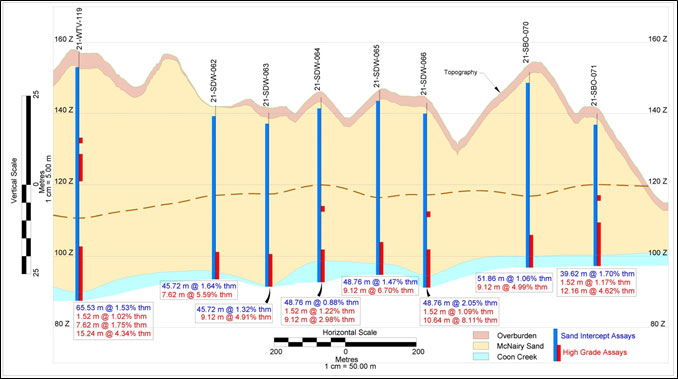 |
||
| Note: Figure prepared by MM&A, 2026. |
|
Page 74 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 7 | Exploration |
| 7.1 | Exploration |
| 7.1.1 | Grids and Surveys |
The coordinate system and datum used for mineral resource modeling is UTMZ16N, NAD83.
A topographic surface was generated from the state of Tennessee’s TN LiDAR program.
In March of 2025, G-Squared L.L.C. (G-Squared) provided IperionX with mapping of features of the Study Area which included aerial topography from June 9, 2023. The aerial topography has a vertical compliance of +/- 0.5 feet. The digital contours, provided in 0.7-m (2-foot) contours, were converted to meters for use in the geologic and block model process. The digital topography covered Study Area property tracts, but not the full extent of the resource block model. Additional digital elevation topography from USDA:NRCS:Geospacial Data Gateway-Home [2017], with a vertical compliance of +/- 15 cm (5.9 inches), was spliced to the supplied topography for complete coverage of the block model extent. Both topographies are suitable for FS reporting. The elevation of the topography ranges from a high near 177 m (580 feet) to a low near 110 m (361 feet).
The G-Squared topography was spliced into the TN Lidar topography for the geologic model development. The Lidar has a resolution of +/-1 m (3.28 feet) and the G-Squared topography has a lateral accuracy of 1 m (3.28 feet) and vertical accuracy of 15 cm (5.9 inches).
| 7.1.2 | Exploration Sampling |
IperionX has completed no geological mapping or geophysical surveys in the Project area. All exploration is conducted using drill methods. The property retains exploration potential to the north, east, and south.
| 7.1.3 | Exploration Potential |
Exploration potential could include additional drill holes east of the Big Sandy River and along strike to the southwest and northeast of the Study Area.
| 7.2 | Drilling |
| 7.2.1 | Overview |
Drilling in the overall property area occurred in 2020, 2021, and 2022 and totals 313 holes (11,382 m or 37,342 feet), as summarized in Table 7-1.
All drilling was completed by IperionX.
|
Page 75 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 7-1: Titan Exploration Drilling Summary
|
Resource Area |
IperionX |
HLS Sample Count |
Mineral Composition Analysis |
|||||
|
Type |
Drill Hole Count |
% | Length (m) | Length (Avg. m) |
Analyzed Count |
% of Area Hole Count |
||
| Study | RC | 16 | 5 | 837 | 52 | — | — | — |
| Study | Sonic | 140 | 45 | 5,645 | 40 | 4,130 | 84 | 60 |
| Property (Camden) | Sonic | 86 | 27 | 1,960 | 23 | 1,282 | 13 | 15 |
| Property (North) | Sonic | 64 | 20 | 2,630 | 41 | 1,687 | 3 | 5 |
| Property (Other tracts) | Sonic | 7 | 2 | 311 | 44 | 687 | 0 | 0 |
| 313 | — | 11,383 | — | 7,786 | 100 | — | ||
Note:
HLS - Heavy Liquid Separation
RC - Reverse Circulation
There are an additional 11 roto-sonic drill holes that were completed as part of a hydrogeological study by HDR. In 2025, S&ME, Inc. (S&ME) drilled an additional 44 holes with a total drilled depth of 1,693 meters (5,554 feet) for mine pit slope geotechnical evaluations and 18 holes with a total drilled depth of 160 meters (525 feet) for wet concentrator plant (WCP) geotechnical assessment, simultaneous to the geological model development for this TRS. Like the HDR holes, the S&ME holes were not used for resource development.
| 7.2.2 | Drilling Used in Mineral Resource Estimate |
Drilling in the Study Area comprises 156 drill holes, this includes 16 reverse circulation (RC) drill holes (837 m or 2,746 feet) and 140 roto-sonic drill holes (5,645 m or 18,520 feet) (see Table 7-1). Drill hole collar locations are shown in Figure 7-1.
|
Page 76 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 7-1: Titan Exploration Drilling Summary in Study Area
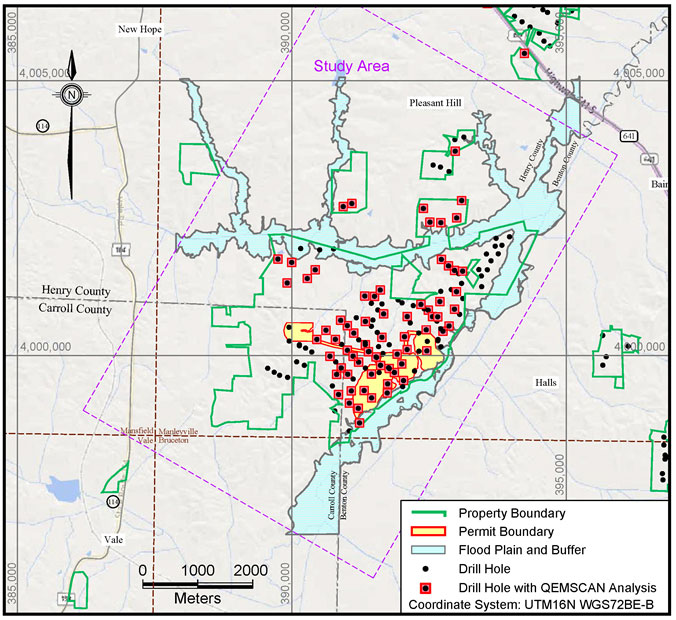 |
||
| Note: Figure prepared by MM&A, 2026. |
The area covered by the drilling is roughly 6.6 km (4.1 miles) (north-south) by 3.7 km (2.3 miles) (east-west). The area that hosts the mineral resource estimate is further broken up into several areas based on land holdings (land agreements). These range from 1.58 ha (3.9 acres) for the smallest area to 161 ha (397 acres) for the largest area (refer to Figure 3-3).
Figure 7-1 shows the drill hole locations of the Study Area.
| 7.2.3 | Drilling Excluded for Estimation Purposes |
A total of 89 drill holes were excluded from the mineral resource estimation.
|
Page 77 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Sixteen RC drill holes drilled in 2021 were not used because of the high likelihood of down-hole sample contamination.
Eleven roto-sonic drill holes were completed as part of a hydrogeological study for IperionX by HDR. These drilled holes were not used for resource estimation purposes.
In 2025, S&ME, Inc. (S&ME) drilled an additional 44 holes with a total drilled depth of 1,693 m (5,554 feet) for mine pit slope geotechnical evaluation purposes and 18 holes with a total drilled depth of 160 m (525 feet) for the wet concentrator plant geotechnical assessment.
| 7.2.4 | Metallurgical Drilling |
The location of bulk samples taken for metallurgical testwork is indicated in Figure 7-2. These samples were taken via a roto-sonic drill rig from twinned holes adjacent to previously analyzed holes.
|
Page 78 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 7-2: Bulk Sample Location Map
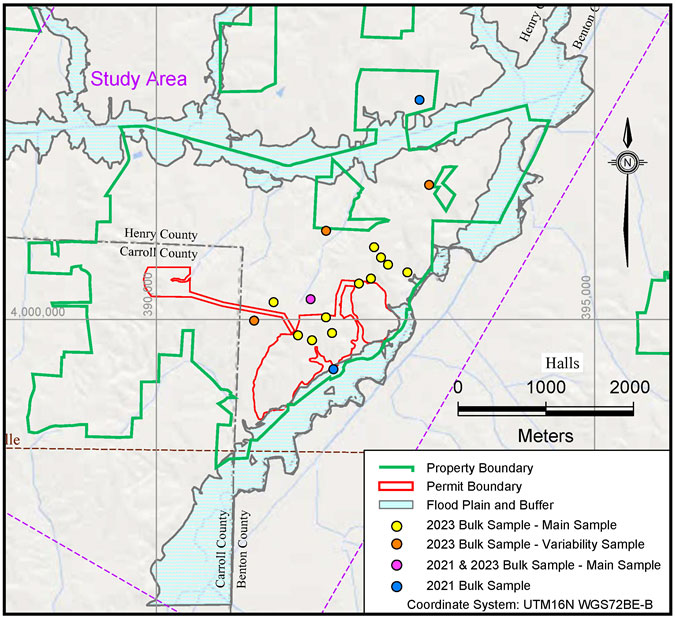 |
||
| Note: Figure prepared by MM&A, 2026. |
| 7.2.5 | Drill Methods |
Drill companies included M&W Drilling of Knoxville, TN; Drillwise USA of Holladay, Tennessee; and Betts Drilling of Atlanta, Georgia.
Drill rigs included a Geoprobe 5140LS roto-sonic drill rig (Geoprobe) a Terrasonic 150c rig (Terrasonic), and a Wallis RC rig. The Geoprobe core barrel was 3-m (9.8 feet) long, and 10 cm (3.9 inch) in diameter with a 15-cm (5.9 inch) diameter outer casing. The Terrasonic core barrel was 3-m (9.8 feet) long and had a 10-cm (3.9 inch) diameter core barrel. Drill casing was used periodically when re-entering drill holes that had caved. Select drill holes were re-drilled and re-analyzed as part of data validation.
|
Page 79 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
All drilling for the Study Area that is used in mineral resource estimation has been roto sonic. The roto-sonic method alternates advancement of a core barrel and a removeable casing (casing is used when needed to maintain sample integrity). The sonic drilling method has been shown to provide representative unconsolidated mineral sands samples across a variety of deposits as it is a direct sampling method of the formation(s). At times, water was used to create a head to reduce the expansion of the clay-rich Coon Creek Formation sediments. Expansion of the Coon Creek Formation lithologies by up to 0.9 m (2.9 feet) length in the core barrel has been observed.
Field procedures included coring 3-m (9.8-foot) sections of material at a time with a roto-sonic drill rig. All holes were drilled at a 90-degree angle to horizontal (vertical holes), which is essentially perpendicular to mineralization. Generally, holes are drilled without the use of water and typically without the use of casing. After each 3-m (9.8-foot) section was extracted, drill teams recovered the core in equal length plastic sleeves. Geologists then divided the core into two 1.5-m (4.9-foot) sections that were prepared for laboratory testing for lithologic significance and heavy mineral potential.
After termination, holes were backfilled, and global positioning system (GPS) coordinates were taken once the drill rig was moved from the drill hole. Field notes were recorded in the database.
| 7.2.6 | Core Logging |
Core logging core material characteristics were both qualitative (physical characteristics) and quantitative (estimation of THM% and the percent slimes (%Slimes)). Once the core was divided into 1.5-m (4.9-foot) sections, core samples were photographed and logged on paper tickets with lithological and mineralogical parameters to determine a main geological unit, and mineralized zone. Qualitative parameters included lithology, grain-size, roundedness, sorting, color, and formation, while the quantitative parameter consisted of heavy mineral percent (HM%) estimates. The combined log parameters were used to help determine the depositional environment.
Field analysis included the geologist panning samples for heavy mineral percentages using samples collected down the center of each 1.5-m (4.9-foot) section and molded into spheres approximately 4 cm (1.6 inch) in diameter. This was done for a first approximation of THM %.
After categorization, two 2-kilogram (kg) samples were taken down the center of each section, mimicking the panning sample. One sample was kept for IperionX records, and one was used for laboratory tests including Heavy Liquid Separation.
Quality check samples were taken 2% of the time and duplicates were taken 3% of the time. Holes were terminated 3 m (13 feet) into the Coon Creek Formation, which was identified by its dark grey color and sticky clay texture. Total depth of each drill hole was recorded, as well as any drilling issues/concerns that could impact sample representativeness.
|
Page 80 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
All pertinent sample information (geology, sample ID, etc.) was collected on sequentially numbered tag books provided by the laboratory. The tag was inserted into the sample bag and the information from the tag book was entered nightly into the project database by personnel from GeoSpark Consulting Inc. (GeoSpark). A chip tray was maintained for each drill hole to keep a representative sample for each interval for later use during geological interpretation.
Heavy mineral estimations can be impacted by several factors in the field, so it was important to implement procedures that addressed this possible occurrence. High-grade bands within a section can significantly increase overall HM%. This was avoided by taking an equal distribution of a panning sample in a line down the middle of a core section.
High clay content can also affect the portrayal of heavy minerals in the pan. This is caused by unprocessed clay fragments that can contain heavy minerals that were not liberated. To prevent this issue, IperionX’s geologists made sure to wear down all clay bits through water and mechanical movements.
Material such as “sluff” or sand that had fallen into, or down the hole and was then retrieved as part of the next 3-m (9.8 feet) core interval, can create an erroneous view of lithology. To prevent this issue, geologists were briefed on what sluff looked like in the core, particularly because homogenized sludge may look like a previously retrieved section. Sluff was usually only about 0.3 m (0.9 feet) of material in the 3-m (9.8 feet) length. Where sluff was identified, it was cut from the core section.
| 7.2.7 | Core Recovery |
Each core was measured, and the recovery was calculated as length of recovered core divided by length drilled (typically 3 m [9.8 feet]).
Recovery was generally greater than (>) 95%.
| 7.2.8 | Collar Surveys |
Drill collars were surveyed by IperionX personnel using a Trimble hand-held GPS instrument. Drill hole collars have an accuracy of approximately 10 m (32.8 feet).
| 7.2.9 | Downhole Surveys |
All drilling was vertical. As the drill holes are short (<40 m depth on average), no down-hole surveys were taken as there was limited chance that in the short core run in unconsolidated sediments that the drill holes would deviate significantly.
| 7.2.10 | Drilled Versus True Thickness |
The intercepts were reported as apparent thicknesses. These intercept thicknesses are typically slightly greater than the true widths. The mineralized units dip at approximately one degree to the west and mineralized horizons generally follow this orientation.
|
Page 81 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 7.2.11 | Comment on Material Results and Interpretation |
Drill hole spacing is generally 150 x 300 m (492 x 984 feet). Some areas have difficult access and drill spacing in those areas is wider spaced, approximately up to 300 x 600 m (984 x 1,968 feet). The shorter hole spacing distances are aligned with the structural dip direction, and the longer spaced holes are aligned with strike direction (approximately 30 degrees east of north).
The mineralogical assemblage data are constrained to drill hole sample composites. Though this approximates the expected assemblage well, it also presents a lack of vertical granularity input into the resource model.
A lack of down-hole surveys represents a reduction in confidence in the drill strings; however, this risk is very minimal as the material is unconsolidated and the holes average a depth of 40 m (131 feet).
Overall, the drill data are adequate to support mineral resource estimation.
| 7.3 | Hydrogeology |
Baseline groundwater and surface water assessment data collection was completed in 2021 by HDR. This included installation of monitoring and aquifer test wells, together with a 72-hour aquifer pumping test conducted in June 2021. HDR completed six bi-monthly groundwater and surface water monitoring events from June 2021 to April 2022. Figure 7-3 indicates the groundwater and surface water sampling locations.
|
Page 82 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 7-3: Groundwater and Surface Water Sampling Locations
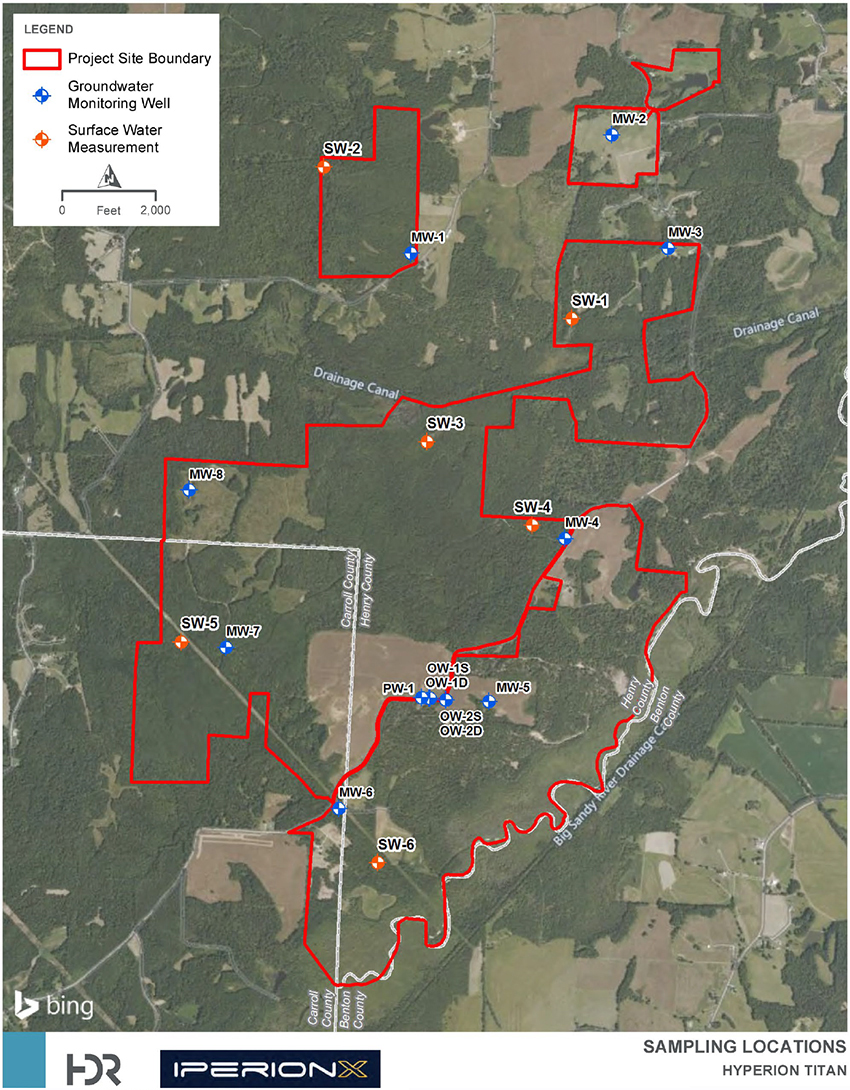 |
||
| Note: Figure prepared by HDR, 2022. |
|
Page 83 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 7.3.1 | Aquifer Properties |
The aquifers had the following properties:
| > | Transmissivity ranged from 130 to 223 square meters per day (m2/day) in the shallow aquifer (shallow) and 167 to 223 m2/day in the deeper portion of the unconsolidated aquifer (deep). |
| > | Hydraulic conductivity ranged from 4.8 to 8.1 m/day (shallow) and 6.1 to 8.1 meters per day (m/day) (deep). |
| > | Storativity ranged from 1.5 x 10-1 – 8.8 x 10-2 (shallow) and 2.1 x 10-1 – 4.6 x 10-5 (deep). |
| 7.3.2 | Groundwater |
The groundwater monitoring network consisted of eight monitoring wells (MW-1 through MW-8), one aquifer test pumping well (PW-1), and four paired (shallow and deep) observation wells (OW-1S, OW-1D, OW-2S, and OW-2D). Monitoring wells were installed to provide baseline groundwater quality data. The pumping and observation wells were installed to facilitate a 72-hour aquifer test.
Subsequent to well installation, HDR conducted a 72-hour aquifer pumping test from June 8 to 11, 2022, at pumping well PW-1. The aquifer test was used to estimate the physical parameters of the aquifer to understand information on well frequency and pumping rates for potential dewatering. Test results were analyzed using the Cooper-Jacob and Theis straight line methods for time drawdown, residual drawdown/recovery, and distance drawdown.
Six bi-monthly groundwater level gauging tests were conducted from June 2021 to April 2022. Depth to water from the top of well casing was recorded using an electronic water-level meter. Depths to water ranged from 2.12 m (6.96 ft) below the top of the casing in MW-6 (February 2022) to 26.7 m (87.6 feet) below the top of the casing in OW-2D (April 2022). Based on the groundwater elevational data obtained between June 2021 and April 2022, potentiometric surface maps were generated for each gauging event. In general, groundwater flows from an elevational high at MW-7 toward topographic lows near MW-1, MW-4, MW-6, and MW-8. The predominant direction of local groundwater flow is east–southeast toward the Big Sandy River.
Groundwater samples were collected by HDR during six sampling programs between June 2021 and April 2022. Purging was conducted via low-flow methods and was considered complete when the water table and field parameters had stabilized in accordance with the criteria specified below. Field measurements were obtained using a calibrated water quality meter, and included:
| > | Turbidity (10% for values >5 nephelometric turbidity units (NTUs) (if three turbidity values are <5 NTUs, the values are considered stabilized). |
| > | Dissolved oxygen (DO) (10% for values >0.5 mg/L, if three DO values are <0.5 mg/L, the values are considered stabilized). |
| > | Specific conductance (3%). |
|
Page 84 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| > | Temperature (3%). |
| > | pH (± 0.1 unit). |
| > | Oxidation reduction potential (ORP) (± 10 millivolts). |
Samples were placed on ice and shipped under chain of custody procedures to Pace Analytical Services LLC (Pace) for analysis. Sample handling and custody were performed in accordance with the US Environmental Protection Agency (EPA) Guidance for Field Samplers.
Groundwater sample results of analyses were compared to the TDEC General Water Quality Criteria standards established in Rule 0400-40-03.03(1)(j) for protection of domestic water supplies. A summary of the results is as follows:
| > | In MW-2, chromium exceeded the criteria of 100 micrograms per liter (μg/L) with a concentration of 153 μg/L during the February 2022 sampling event. |
| > | In MW-3, chromium exceeded the criteria of 100 μg/L with a concentration of 368 μg/L during the February 2022 sampling event. |
| > | In MW-4, arsenic exceeded the criteria of 10 μg/L with a concentration of 10.4 μg/L during the June 2021 event. Lead exceeded the criteria of 5 μg/L with concentrations of 17.5 μg/L and 8.4 μg/L during the June 2021 and August 2021 sampling events, respectively. |
| > | In MW-8, cadmium slightly exceeded the criteria of 5 μg/L with a concentration of 6.5 μg/L during the June 2021 sampling event. Chromium exceeded the criteria of 100 μg/L with a concentration of 182 μg/L during the June 2021 sampling event. |
| > | In OW-1D, chromium exceeded the criteria of 100 μg/L with concentrations of 442 μg/L (October 2021), 363 μg/L (December 2021), 406 μg/L (February 2022), and 170 μg/L (April 2022). Lead slightly exceeded the criteria of 5 μg/L with a concentration of 7.8 μg/L during the June 2021 sampling event. Nickel exceeded the criteria of 100 μg/L with concentrations of 214 μg/L (October 2021), 200 μg/L (December 2021), and 245 μg/L (February 2022). |
| > | In OW-2D, chromium exceeded the criteria of 100 μg/L with a concentration of 160 μg/L during the August 2021 sampling event. Nickel slightly exceeded the criteria of 100 μg/L with a concentration of 103 μg/L during the August 2021 sampling event. |
| > | In PW-1, lead slightly exceeded the criteria of 5 μg/L with a concentration of 5.2 μg/L during the August 2021 sampling event. |
| > | No exceedances were reported during the six sampling events between June 2021 and April 2022 in the samples collected from wells MW-1, MW-5, MW-6, MW-7, OW-1S, and OW-2S. |
| > | Field parameters were generally consistent for each well throughout the monitoring period. Groundwater is slightly acidic in the Project area, and pH was below the TDEC General Water Quality Criteria standard of 6.0 during at least one, if not all, sampling events at each location. |
|
Page 85 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The presence of naturally-occurring metals at concentrations exceeding TDEC General Water Quality Criteria standards is common in the Highland Rim Physiographic Provence of Tennessee. Exceedances likely do not represent anthropogenic effects or groundwater quality violations, given the relatively undeveloped nature of the Project area.
| 7.3.3 | Surface Water |
HDR measured stream flow from six surface water locations (SW-1 through SW-6) during four programs between October 2021 and April 2022. Flow measurements at each surface water location were taken using the float method and ranged from 274 liters per second (L/sec) at SW-4 in February 2022 to 5 L/sec at SW-1 in December 2021. SW-1, SW-5, and SW-6 were observed to be either stagnant or dry during at least one monitoring program.
Grab samples were collected from each surface water sampling location bi-monthly from October 2021 to February 2022 (SW-6 was also sampled in April 2022).
Prior to sample collection, field parameters (including temperature, conductivity, pH, ORP, and DO) were measured with a water quality meter.
Samples collected were analyzed by Pace Analytical Services, LLC of Huntersville, North Carolina, for the following:
| > | metals using EPA method 6010D |
| > | mercury using EPA Method 7470A |
| > | alkalinity using standard method (SM) 2320B |
| > | total dissolved solids (TDS) using SM 2540C |
| > | total Kjeldahl nitrogen using EPA Method 351.2 |
| > | nitrate and nitrite using EPA Method 353.2 |
| > | total nitrogen (calculation) |
| > | chloride, fluoride, sulfate using EPA Method 300.0 |
| > | cyanide using SM 4500-CN |
Samples collected were compared to the TDEC General Water Quality Criteria standards and no exceedances were observed during the sampling programs.
|
Page 86 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 7.3.4 | Groundwater Flow Model |
HDR developed an initial groundwater model in December 2022 to estimate the amount of water that would be expected to be encountered to allow future mining activities, and the effects of the associated drawdown on groundwater levels in the area. HDR’s 2022 model only considered mining of the currently permitted mine area. In late 2025 and early 2026, HDR developed a second, larger hydrogeological model and completed two separate model iterations, as described in a report titled “Groundwater Flow Model Addendum, IPX, Henry and Carroll Counties, TN”, submitted to IperionX on March 30, 2026. The 2026 model was an expansion of the 2022 model, extended to cover the entire expected life-of-mine area (see Figure 7-4).
Figure 7-4: Groundwater Model Area for 2022 HDR Model (Yellow) Compared to 2026 HDR Model (Blue)
|
|
|
|
|
|
Note: Figure prepared by HDR, 2026. |
|
For both models, dewatering and its effects on regional groundwater resources were simulated using a three-dimensional (3-D) groundwater flow model using the USGS groundwater modeling software MODFLOW-USG. HDR compiled hydrogeological data to create a digital conceptual site model using Aquaveo GMS, a 3-D groundwater model pre-processing software, as well as ArcGIS Pro 3.4.4. Once the model reasonably reproduced measured conditions (e.g., aquifer tests conducted at the site), the model was used to simulate future dewatering conditions. Data from on-site testing and drilling, as well as from regional and national sources such as the Tennessee Geological Survey, National Oceanic and Atmospheric Administration, and the USGS, were compiled into a 3-D database to develop the digital conceptual site model.
|
Page 87 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Groundwater modeling assumptions include the following:
| > | The 2026 model included updated geological unit surfaces based on 44 geotechnical exploration drill holes completed by S&ME in 2025. The unit surface edits resulted in model layer thickness updates that enhanced the representative nature of hydraulic conductivity in the units, as compared to the previous model. |
| > | The 2026 model involved grid refinement to extend the model to fit the larger mining area, while providing more detail in the pit areas. |
| > | The 2026 model was calibrated to mean water levels measured in 12 monitoring wells at the Site, using the same calibration targets as the 2022 model. |
| > | Model calibration targets represent the limited period when monitoring was undertaken. The variability of conditions could be larger than represented by the monitoring data and the monitoring data could represent outlier conditions which bias the model outcome. This potential for bias creates some uncertainty in the model outcome. |
| > | The 2026 model included an update of the modelling sequence to match the larger proposed mining area. |
| > | Heterogeneity in the subsurface conditions may not be fully captured by the geological data used to create the model and is necessarily generalized in the model. Such varying conditions result in uncertainty in the model outcome. |
| > | It is assumed that constant-density Darcian-flow conditions occur throughout the model domain at all times such that MODFLOW is an acceptable code to simulate the movement of groundwater in the shallow subsurface. Conditions may occur occasionally in which these assumptions do not hold. Examples would include: 1) seasonal temperature changes of the Big Sandy River affecting groundwater temperatures, thereby changing the viscosity and density of water, and thus the assumed constant hydraulic conductivity of the aquifer materials; and 2) when the same effects occur due to increase of concentrations of dissolved mass in the groundwater system. These conditions likely contribute to uncertainty in the model; however, other factors such as unknown heterogeneous subsurface conditions and time variability in aquifer stresses and recharge are likely larger sources of uncertainty. |
The groundwater model shows the effects of dewatering on the streams, wells and wetlands vary over time depending on the position of mining activity and are overall minimal and transient. There is one wetland, WD9, which is excavated and portions of five stream reaches that are excavated during the mine life. Based on the results of the model, the identified wells that are not within the mine extent, should not have any noticeable changes to their yield. The impacts on baseflow to the wetlands and streams will be dependent upon what time of year the greatest effects of the dewatering are seen (i.e., the effects of baseflow can be offset by runoff during wetter periods of the year). Overall, the effects on surface water features are transient and once the dewatering operations are completed the streams, wetlands, and wells should return to their pre-mine dewatering states, except for the wetland, wells and streams that are excavated during mining operations.
|
Page 88 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
HDR completed groundwater models for two separate dewatering scenarios, one considering dewatering wells along the pit perimeter and another considering a reduced number of dewatering wells along the pit perimeter in combination with a series of slurry walls also along the pit perimeter. Project scheduling and necessary model iterations resulted in the groundwater flow modeling being conducted on a slightly different mine plan, as compared to the final mine plan used for the FS. The mine plan that was used for the groundwater modeling and the final mine plan relied upon for the FS are nearly identical in location and similar in overall pit size, with some variation in mining sequence in the first five years of the mine life. To match the estimated groundwater inflow results from HDR’s model to the final pit layout and mining sequence, each groundwater-modeled pit area was coupled with the associated model-estimated inflow to determine an average groundwater inflow rate per acre mined for each area. The final mine plan area and sequencing was overlain onto the inflow areas defined by the HDR modeling, and inflows were estimated for each final mine plan sequence area by applying the model-determined gallon per minute per acre values. The final mine plan considers that no dewatering wells or slurry walls are necessary to maintain adequately stable pit walls, so the total inflow values estimated by the HDR modeling are utilized (total of estimated flow from dewatering wells and toe drains within the bottom of the advancing pit). A graph of the estimated total pit groundwater inflow variations over the life of mine, as determined via the process described above, is presented in the figure below.
Figure 7-5: Graph of Estimated Mine Inflow Over Life of Mine
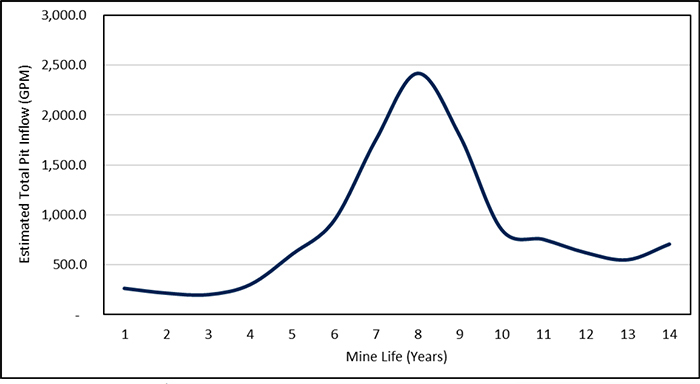
Note: Figure prepared by HDR, 2026.
|
Page 89 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 7.3.5 | Site-Wide Water Balance |
Water management on the site will involve dewatering the mine pits, supplying the WCP, ensuring stability of the in-pit backfill material, and ensuring compliant discharge at the NPDES outfalls. Groundwater that enters the pit will be collected in a sump near the mining face and pumped into settling ponds on the perimeter of the property. Water that is pumped to the ponds will be settled to remove turbidity and suspended solids. If necessary, pH control of the water will be conducted within the settling ponds. Water from the ponds will either be pumped to the WCP to be used for processing (if necessary) or it will be discharged through permitted NPDES outfalls. The water management plan includes a proposed water withdrawal point to be established near the south end of the Titan property, along the Big Sandy River Drainage Canal. Inflow water from the mine pits and water from the water withdrawal point on the Big Sandy River provide two potential sources of water to supply the WCP. The water withdrawal point along the river is considered the primary source, with the pit inflow water considered as supplemental (as needed) or backup. A small potable water supply at the WCP site will be provided via a drilled water well.
Water removed from the tailings via filtering will be recycled in the WCP process or discharged through the permitted NPDES outfall at the WCP. The moisture remaining in the tailings will be returned to the pits during backfilling. Water level in the backfilled tailings structure will be monitored and pumped, as necessary, to maintain water table levels to ensure backfilled tailings slope stability in the pit. Water pumped from the backfilled tailings in the pit for backfill stability reasons will be collected in the pit sump.
Site-wide water balance diagrams for the planned 400-tph and 1,200-tph mine production phases are presented in Figure 7-6 and Figure 7-7.
|
Page 90 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 7-6: Site-Wide Water Balance for 400 tph Production (Mine Years 1 through 4)
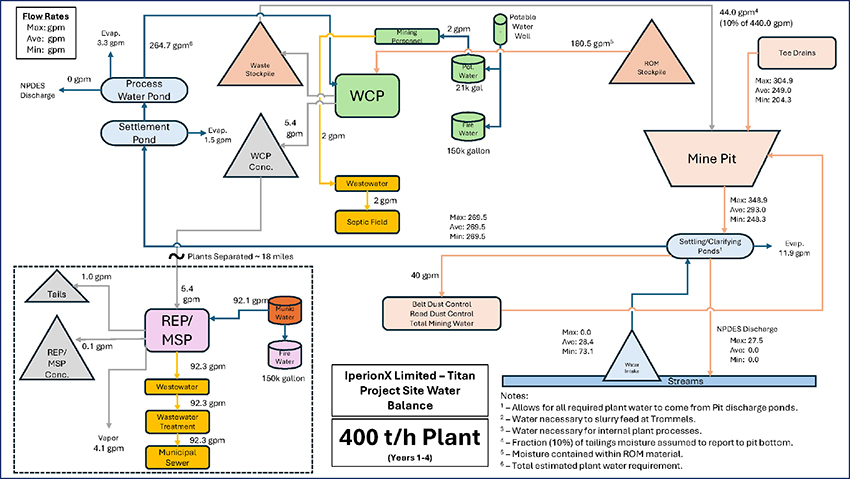
Note: Prepared by MM&A, 2026
|
Page 91 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 7-7: Site-Wide Water Balance for 1,200 tph Production (Mine Years 5 through 14)
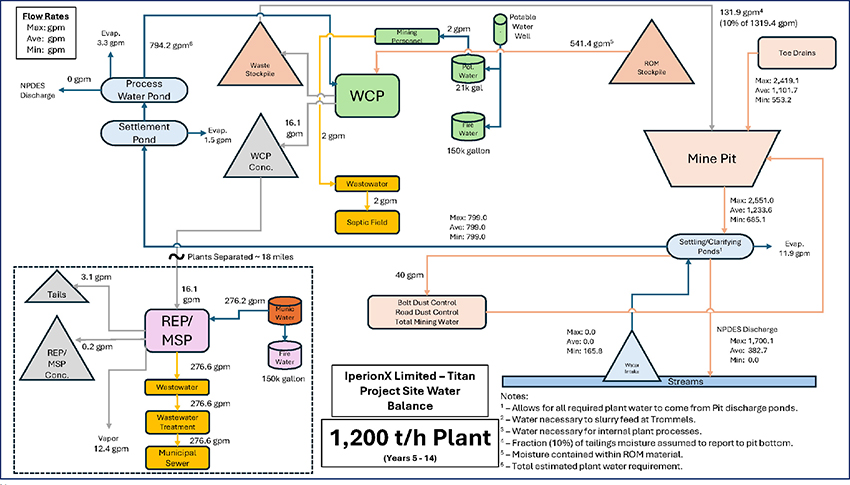
Note: Prepared by MM&A, 2026
|
Page 92 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The water balance diagrams include maximum, average, and minimum flow rate values that are based on the estimated mine pit inflow rates over the course of the mine life. If the planned water withdrawal point along Big Sandy River is capable of providing the full water demand to the WCP, the use of the pit inflows will be minimized or eliminated.
The water balance diagrams include general water usage requirements for the rare earth plant (REP) / mineral separation plant (MSP). The water demands at the REP/MSP will be supplied by municipal water.
| 7.3.6 | Opinion of Qualified Person |
Baseline groundwater and surface water monitoring and sampling completed thus far is adequate to provide an understanding of the expected hydrogeologic conditions to be encountered during mining. The baseline data provides sufficient information for completion of groundwater modeling and site-wide water balance planning.
| 7.4 | Geotechnical Data |
| 7.4.1 | Pit Slopes |
Geotechnical data for the project was collected via a drilling and laboratory testing campaign managed in the field by S&ME, with input from both MM&A and IperionX. A total of 44 geotechnical drill holes were completed as shown in Figure 7-8.
|
Page 93 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 7-8: Geotechnical Drill Location Map
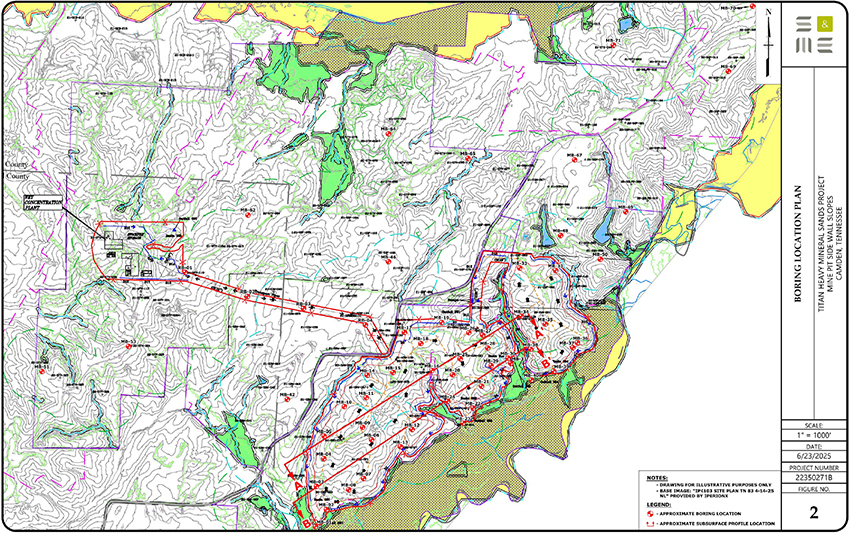
Note: Figure prepared by S&ME, 2025.
|
Page 94 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Mine pit wall stability data and results are included in a report titled “Report of Geotechnical Exploration, Titan Heavy Mineral Sands Project, Mine Pit Side Wall Slopes, Camden, Tennessee, S&ME Project No. 22350271B”, submitted to IperionX on August 21, 2025. S&ME managed all of the drilling activities and performed all of the laboratory testing. Hole locations were established using a hand-held GPS unit and ground surface elevations were estimated to the nearest 0.3 m (1 foot) based on approximate locations; therefore, ground surface elevations for the borings should be considered to be approximate. Due to the dense nature of the McNairy Sands at this site and the depth of the borings, the soil test borings for this exploration were advanced using mud rotary drilling techniques (in general accordance with ASTM D5783). Soil samples were obtained at approximately 0.76-m (2.5-foot) intervals in the upper 3 m (10 feet) and at 1.5-m (5-foot) intervals thereafter, in general accordance with ASTM D1586. In addition to split-barrel sampling, relatively undisturbed Shelby tube samples were obtained from selected boring locations and depths, in general accordance with ASTM D1587-00. Samples obtained during the field exploration were visually classified in the field by S&ME field staff in general accordance with ASTM D2488 and transported to the laboratory on a regular basis by S&ME staff. Samples were subjected to one or more of the following test procedures:
| > | moisture content testing (ASTM D2216) |
| > | Atterberg limits testing (ASTM D4318) |
| > | sieve analysis of soils - No. 200 sieve (ASTM D6913) |
| > | determination of density (unit weight) of soil specimens (ASTM D7263) |
| > | consolidated-undrained (CU) triaxial shear with pore pressure (ASTM D4767) |
| > | standard proctor moisture-density relationship (ASTM D698) |
A combination of Standard Penetration Test (SPT) and laboratory test results were used to define the properties of the geologic units. Geological unit characterization is summarized in Table 7-2.
|
Page 95 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 7-2: Geotechnical Characterization Summary by Geologic Unit
| Unit Name | Unit Weight | Effective Cohesion | Effective Friction Angle |
||
| lbs/ft3 (pcf) | kg/m3 | lbs/ft2 (psf) | kPa | degrees | |
| Overburden/Alluvium – Fat Clay (CH) or Lean Clay (CL) | 120 | 1,922 | 75-100 | 517-689 | 28-33 |
| Overburden/Alluvium – Clayey Sand (SC) | 120 | 1,922 | 50 | 345 | 33-36 |
| Upper McNairy – Well Graded Sand (SW) | 120 | 1,922 | 50 | 345 | 34-42 |
| Lower McNairy – Poorly Graded Sand (SP) | 125 | 2,002 | 50 | 345 | 37-42 |
| Lower McNairy – Poorly Graded Sand (SP) – Transition to Coon Creek | 120-125 | 1,922-2,002 | 50 | 345 | 33-35 |
| Coon Creek – Fat Clay (CH) | 115-120 | 1842-1,922 | 100-300 | 689-2,068 | 30-33 |
S&ME completed a series of initial two-dimensional (2-D) pit slope stability models to provide general guidelines for pit slope stability considerations. The S&ME report concluded with general recommendations for stable pit slope wall parameters, with an emphasis on overall pit slope angles. Recommended pit slope configuration parameters include a 35-degree batter (bench) angle and 27.4-degree overall wall angle, with 10-meter (32.8 feet) batter (bench) height and 5-meter (16.4 feet) berm (bench) width. Additional discussion of mine pit slope geotechnical assessment completed is included in Section 13.1 of this Report.
| 7.4.2 | Pit Backfill |
Geotechnical testing and analysis of tailings material is documented in a report titled “Report of Engineering Services, Titan Heavy Mineral Sands Project, Tailings Slope, Camden, Tennessee, S&ME Project No. 22350271B”, submitted to IperionX on August 27, 2025. The mine plan assumes that the filtered/dried tailings material from the wet concentrator plant (WCP) will be backfilled into the mine pit as mining progresses. The pit backfill will also include waste material moved directly from the mining face to the backfill. The backfilled tailings are expected to be placed closely behind the advancing open pit mine face.
Laboratory testing was completed for two separate samples of tailings material representative of the approximate mixtures of sand tailings and slimes material to be placed in the backfill (samples included 13.1% slimes to 86.9% sand and 23.1% slimes to 76.9% sand). The test results from the tailings samples are considered to be reasonably representative of the direct waste material, given that much of the waste material is Upper McNairy sand that contains some clay material.
The S&ME report indicates that the tailings are expected to have a unit weight of 100 pounds per cubic ft (pcf), an effective cohesion of 0 pounds per square foot (psf), and a friction angle of 33 degrees. The S&ME testing did not indicate a significant difference in geotechnical properties related to the variation in the percentage of slimes composition from the two samples tested.
S&ME also provided an expected hydraulic conductivity value for the tailings of 1 x 10-4 centimeters per second or greater. The laboratory analysis results were used by S&ME to conduct initial slope stability modeling for the backfilled tailings and waste material. The results of S&ME’s modeling indicate that bench angles of 21.8-degrees (2.5H:1V) in the tailings are expected to be stable with factor of safety values ranging from approximately 1.4 to 1.6. Additional discussion of tailings geotechnical assessment is included in Section 13 of this report.
|
Page 96 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 7.4.3 | Infrastructure Sites |
Lastly, geotechnical information associated with shallow subsurface conditions at the WCP area is documented in a report titled “Report of Geotechnical Exploration, Titan Heavy Mineral Sands Project, Wet/Dry Plant, Camden, Tennessee, S&ME Project No. 22350271B”, submitted to IperionX on August 14, 2025. Overall, the S&ME report on the planned WCP area concluded that, based on the subsurface conditions encountered during the geotechnical exploration and industry experience with similar projects, the site is acceptable for the proposed construction provided recommendations presented in the Report are followed.
| 7.4.4 | Opinion of Qualified Person |
The results of the geotechnical drilling, testing, and reporting are sufficient to support the mine slope design, tailings disposal design and assessment of the WCP subsurface conditions for the purposes of the FS.
|
Page 97 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 8 | Sample Preparation, Analyses, and Security |
| 8.1 | Sample Collection |
Roto-sonic drill core samples, typically 3 m (9.8 feet) in length, were collected directly from the plastic sample sleeve at the drill site. Some interpretation was involved as the material could expand or compact as it was recovered from the core barrel into the plastic sleeve. Samples were collected at regular 1.5-m (4.9-foot) intervals unless geological contacts were encountered. Sample length ranged from 0.3 m (1.0 feet) to 4.5 m (14.8 feet).
The unconsolidated sonic cores were sampled by splitting the core in half lengthwise using a machete, then recovering an even split with a trowel along the entire length of the sample interval. The sample weights were about 2 kg (4.4 lbs) and were appropriate for the analytical method(s) being used and ensured adequate sample volume was collected. Samples were collected directly to pre-labeled/pre-tagged sample bags. The remaining sample material was further split into a replicate/archival sample. Left over sample material after these steps was used to backfill the drill hole.
| 8.2 | Security |
Sample bags were sealed with a zip tie at the drill site, placed in rice bags, and kept in the custody of the field geologist from time of collection until delivery to the Project’s temporary storage location, either a secure third-party storage unit or a leased barn. A red security tag was used to secure the top of each rice bag, and these tags were verified by the laboratory to confirm all sample bags were intact when received by the laboratory.
| 8.3 | Density/Specific Gravity Determinations |
Soil samples were collected by S&ME during a geotechnical drilling campaign.
| 8.3.1 | Collection Methods |
Target depth intervals were provided to the S&ME drill team to collect samples from the Upper and Lower McNairy members, and the Coon Creek Formation. In the field, sample depths and intervals were logged with the percent sample recovery. Soil samples were collected from 10 holes of the 44 holes S&ME drilled for geotechnical purposes. From the ten holes, 40 soil sample intervals were logged in the boring logs. Of the 40 samples logged, 23 samples had adequate recovery for density analysis. Poor core recovery was the main reason that logged samples did not report a density value.
| 8.3.2 | Analysis and Results |
Density results were provided by S&ME in Laboratory Determination of Density of Soil Specimens forms, which include ASTM International (ASTM) test D7263.
|
Page 98 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
After identifying the geologic units by depth, MM&A compiled the available density results from the laboratory forms and computed a weighted-average density. Below is a summary of the density information.
The soil density analysis shows the Upper McNairy and Lower McNairy units have a consistent density of 1.57 tonnes per cubic meter (t/m³), see Table 8-1.
Table 8-1: Unit Density Summary
| No. of | Dry Unit Wt. | ||
| Geology | Samples | (t/m³) | Drill Hole Numbers |
| Overburden | 2 | 1.72 | MB-04, MB-10, |
| Upper McNairy Formation unit | 7 | 1.57 | MB-04, MB-12, MB-13, MB-16, MB-21, MB-25, MB-34 |
| Lower McNairy Formation unit | 10 | 1.57 | MB-04, MB-12 (2), MB-16 (2), MB-21, MB-24, MB-25, MB-34, MB-36 |
| Coon Creek Formation | 4 | 1.54 | MB-04, MB-10, MB-13, MB-25 |
| 8.4 | Laboratory Procedures |
Exploration drilling samples were sent to the SGS facility in Lakefield, ON, Canada (SGS Lakefield) and Bureau Veritas in Perth, Australia. SGS Lakefield is a qualified third-party laboratory that is independent of IperionX. SGS Lakefield is accredited as an ISO 17025 facility for selected analytical techniques. Bureau Veritas holds ISO 17025 accreditations for selected analytical techniques.
| 8.4.1 | Sample Data Analysis |
Samples were subjected to standard mineral sand industry assay procedures of size fraction analysis and heavy-liquid separation.
Samples were initially weighed, homogenized and an approximate 1 kg subsample was submitted for analysis. The remaining material was retained for potential later testwork. The subsamples were dry screened at 44 microns (325 mesh) for slimes and 595 microns (30 mesh) for oversize. The oversize material was weighed, and the remaining mass was attributed to the slimes fraction.
An 85-gram aliquot of the -30/+325 sand was submitted to heavy-liquid separation via methylene iodide diluted with acetone to target a specific gravity of 2.95 gram per cubic centimeter (g/cm3), as this is more dense than non-valuable minerals and less dense than the target heavy minerals, allowing for the target minerals to sink in the solution. The >2.95 g/cm3 portion was dried and weighed to calculate the percent heavy minerals within this size fraction by dividing the mass of heavy minerals by the total mass of the -30/+325 aliquot.
The THM content was calculated by adding the percent slimes and oversize to the total using the formula:
Heavy minerals mass =
-30/+325 mass+(-30/+325 mass * % slimes)+(-30/+325 mass * % oversize)
|
Page 99 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Samples from all drill holes were analyzed through this analysis process. Figure 8-1 summarizes the sampling process. Results of laboratory sample analysis were compiled into digital files.
Figure 8-1: Summary of Analysis Process
| Sample | Screening | HLS | THM | Mineralogy | |||
| Sample | 600-micron (+30 mesh) | OS | |||||
| -30 mesh | -30/+325 mesh | 85 g aliquot submitted to Methylene iodide diluted with
acetone to target spec. gravity 2.95 g/cm3 |
float <2.95 g/cm3 |
||||
| sink >2.95 g/cm3 |
dried and weighed for % HMS | HMS samples composited downhole by geologic unit and analyzed by QEMSCAN | |||||
| 45-micron (+325 mesh) | |||||||
| -325 mesh | Slime | ||||||
Note: HLS - heavy liquid separation; THM -heavy mineral in the total sample; SL -Slimes; OS – Oversize material.
HMS -heavy mineral in the sand fraction.
| 8.4.2 | Mineral Assemblage Assay Data |
Of the 140 roto-sonic holes drilled on the Study area, composite samples from 84 holes were analyzed for mineral composition. From 84 holes, 1,669 m (5,476 feet) sampled are from the Lower McNairy Formation. Samples from the Upper McNairy Formation include 1,344 m (4,409 feet) from 71 holes.
Composites based on geological domains were submitted for QEMSCAN analysis for mineralogical assemblage data. The mineral species determined using QEMSCAN by SGS Lakefield were further combined and/or divided into groups representing anticipated products based on metallurgical testwork for inclusion in the geological block model.
Drill holes with QEMSCAN analysis were identified in Figure 7-1. Composite samples of the Upper and Lower McNairy Formation geologic units were analyzed separately. The sample composites were selected by IperionX based on THM percent from the drill hole sample assays. IperionX grouped the samples into two groups, mineralized (UM_M, LM_M) or background (UM_B, LM_B) based on a 1.0-percent average THM division. Mineralized composite sample groups yielded an average THM percent >1.0 (UM_M, LM_M) and background sample groups yielded an average THM percent less than (<) 1.0 (UM_B, LM_B). Because the mineralized zones of the Upper McNairy and Lower McNairy Formation units are often near the top and at bottom of the respective units with lower (background) grades in between, the order of composite samples by depth, per drill hole is UM_B / UM_M / UM_B / LM_B / LM_M or some combination of this order.
For each composite, the average THM% was calculated from the samples and then labeled as either background or mineralized. The THM% composite average is calculated for the sample interval from a weighted average of the sample THM%, to the cumulative composite THM% value. Therefore, a laboratory QEMSCAN composite is comprised of greater measured quantities of individual samples with higher THM percent than those from lower THM percent samples.
|
Page 100 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The assemblage minerals include titanium minerals (rutile, leucoxene, pseudorutile and ilmenite; the zirconium mineral zircon; rare earth element minerals (monazite, xenotime, and unclassified rare earth element minerals); and other minerals (staurolite, tourmaline, aluminum-silicates, quartz, other-silicates, and other minerals).
| 8.5 | Quality Assurance and Quality Controls |
Accuracy monitoring was addressed by submission of in-house heavy mineral sands standards developed specifically for the Project. There is no commercially-available standard reference material for heavy mineral sands deposits. It is a common method within heavy mineral sands exploration and operations to generate standards that represent a matrix match to the target material being analyzed. A low-grade (~1% heavy minerals) and a high-grade (>2% heavy minerals) standard were produced with materials (heavy mineral and silica sands) from the Study Area to ensure matrix and mineralogical representativeness. Each material was analyzed by SGS Lakefield to generate mean and standard deviations. Standards and blanks were inserted at a 2.5% rate (one for every 40 samples). These standards and blanks were placed loose in a standard sample bag that was labeled sequentially as to mimic a typical drill sample and passed through the laboratory process “blind”. A record of the standards inserted, and the sample IDs are kept in the project database so that data can be matched up and reviewed. Standards were created multiple times during the project and each time a new dataset was generated to compare against.
A quality control standard failure was considered to be any single standard three standard deviations from the true value for the comparison for each sample, or two out of three consecutive samples between two and three standard deviations, on the same side of the mean value (i.e., both above or both below the mean value). Should the errors for a particular batch exceed these limits, the section of a batch bracketed by the standard samples (i.e., number samples on either side) were reviewed to determine if the standard failures were material to the overall data for that batch or if the laboratory had had any procedural issues that need to be addressed. If necessary, samples were re-analyzed. Eleven standards (six high- and five low-grade) were submitted during the drilling campaign for analysis and results were all within three standard deviations of the mean of the standard.
Sampling precision was monitored by selecting a sample interval at a 3% rate (three for every 100 samples) and taking a second sample from the replicate over the same sample interval. These samples were consecutively numbered after the primary sample and recorded in the sample database as “field duplicates” and the primary sample number recorded. Field duplicates were ideally collected when sampling mineralized sonic core intervals containing visible THMs (panning). A total of 71% of the duplicate samples were in samples grading 0.5% THM or higher.
|
Page 101 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
IperionX considered that field duplicates should have an average coefficient of variation of <10%, whereas laboratory duplicates should have an average coefficient of variation of <5%. For the drilling results reported, 83 field duplicates were submitted to the laboratory with results showing a coefficient of variation of <10%. Analysis of field duplicates indicates a relative precision of 31, indicating that the drill sampling was the greatest source of uncertainty in the sampling procedure.
Analytical precision was monitored using HLS duplicates that the laboratory produced at a rate of approximately three in 100 samples. The use of an 85 g sub-sample for HLS resulted in a relative precision of 4% based on repeat analyses of standard reference materials at SGS Lakefield. This sub-sample mass was considered to be appropriate for the grain size being sampled.
Titan Project QAQC activities and procedures were observed by KGS.
| 8.6 | Database |
For data cataloging, IperionX uses GeoSpark’s database systems to host the Titan Project drill records collected in the field, sample data, and mineral assemblage analysis results. The structure of the Benton GeoSpark’s database records is organized by data tables (e.g., header, lithology, sample data, mineral composition).
Database entry was completed after every field day. Field data, including geology, notes on mineralogy, sample type, and collar information (coordinates, landowner, hole length, status, drill rig used, geologist, and date drilled) were manually input into a GeoSpark’s database from field logging booklets and checked for accuracy. Daily backups were completed.
Laboratory assay reports from SGS Lakefield were delivered in an Excel worksheet format and total heavy mineral percentages were calculated using a designated formula:
HLS sink/(Total+(Total*Oversize/100) + (Total*slimes/100))*100
Assay values were validated using Excel-based conditional formatting. Results were then uploaded directly to GeoSpark in a designated “assays” tab.
Mineral composition data was similarly delivered from SGS Lakefield in Excel format and uploaded to a “mineral composition” tab in GeoSpark.
Logging booklets were kept in ascending order at the field site.
| 8.7 | Opinion of Qualified Person |
MM&A is of the opinion that the sample preparation, security, and analytical procedures are reasonably sufficient to support mineral resource and reserve
estimation.
|
Page 102 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 9 | Data Verification |
| 9.1 | Data Verification Completed by the Qualified Person |
| 9.1.1 | KGS |
During drill exploration, KGS conducted several site visits throughout the drilling campaigns, visited the MT laboratory and the SGS Lakefield facility, and observed metallurgical testing programs. KGS reported that:
“The site visits provided visual confirmation of mineralization, drill hole locations, bulk sample collection and logging and sampling procedures. KGS is satisfied with the metallurgical testing procedures as witnessed during the Mineral Technologies laboratory inspection. The laboratory procedures witnessed during the KGS inspection of SGS Lakefield are considered acceptable.”
| 9.1.2 | MM&A |
QPs from MM&A conducted a site visit to the Project area from April 15–16, 2025 (see Section 2.4.1).
MM&A received geologist’s lithological data logs for 31 exploration holes from the 2021-2022 drilling campaigns. The log information was recorded on logging tickets, each with a laboratory sample number. In review of the log records, MM&A found them to be consistent in format and content. Core photos for 177 holes were also provided. Core photos included the sample ticket numbers that matched the geologist log ticket. For each sample, the ticket number and associated lithologic and depth information were recorded in the GeoSpark database, by hole. For 15 holes, MM&A paired drill logs with the core photo in Microsoft® PowerPoint slides). The pairings provided a manageable screening of each geologist log and photo together.
| 9.2 | Mineral Assemblage |
QEMSCAM laboratory records were provided by IperionX, and MM&A used the QEMSCAN laboratory sheets to review mineral assemblage records or values.
| 9.2.1 | General Statistics |
MM&A reviewed the THM and the mineral assemblage results from QEMSCAN composite sample analysis of two tested batches referred to as 2023 and 2025. All drill hole samples were collected during exploration drilling (2020, 2021 & 2022) for the IperionX Titan Project prior to 2023 and saved for subsequent testing. Samples of both batches were screened (-600 microns / +44 microns) to exclude oversized and undersized material.
|
Page 103 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The 2023 drill holes with mineral assemblage composites are mostly located in or just west of the mine permit, with eight drill holes located north of the Bear Creek floodplain that divides the Study Area. The 2025 drill holes infilled gaps between the selected 2023 drill holes and included drill holes sited further west of the mine permit. There is both geographic overlap and separation of the 2023 and 2025 data sets. Composites were selected if they were within the Lower McNairy Formation unit, were above a 0.4% THM cutoff, and were from the 2023 or 2025 drill campaigns. This resulted in selection of 60 composites and 66 composites for 2023 and 2025, respectively. The review consisted of construction of histograms (THM%, rutile, ilmenite group (ilmenite, leucoxene and pseudorutile), zircon, rare earth elements (rare earth %, monazite % and xenotime %), and tourmaline) and basic statistical analysis (minimum, maximum, average and median composite values for the two data sets and for the combined data).
| 9.2.2 | Comparative Composites |
Comparison of the 2023 values to the 2025 results showed a decrease of the REE* percent values. This resulted in 10 drill hole samples from 10 drill holes that intersected the Lower McNairy Formation being sent for re-testing using QEMSCAN.
The re-test results for the mineral assemblage compared well with the original values, except for tourmaline and the REE*. (REE* equals monazite + xenotime + unclassified REE.) SGS Lakefield attributed the difference to software processing for the 2025 results. SGS subsequently revised QEMSCAN results for all the 2025 composites to correct the tourmaline and monazite results. After the data procedures review, MM&A accepted the SGS Lakefield re-testing results and deemed it appropriate to include both the 2023 and 2025 QEMSCAN results for use in mineral resource estimation.
In review of the xenotime assay comparison, with 2025 and 2025R (resampled) values being lower than the 2023 values, SGS Lakefield was asked to further review the xenotime percent calculation for the 2025 composites. Unlike the monzonite and tourmaline values, the xenotime results for 2025 were not revised.
| 9.3 | Limitations Placed on Data Verification |
No limitations were requested by IperionX of MM&A when verifying data. MM&A performed and reviewed data verification appropriately to support mineral resource and reserve estimation.
| 9.4 | Opinion of Qualified Person |
MM&A is of the opinion that sufficient data have been obtained through Titan exploration and sampling programs to support the geological interpretations of the
mineral sands deposit situated on the Project. The data are of sufficient quantity and reliability to reasonably support the mineral resource and mineral reserve estimates in this Report.
|
Page 104 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 10 | Mineral Processing and Metallurgical Testing |
Two testwork programs were conducted within the mineral resource estimate area, one in 2021 and the second in 2023. All testwork was completed on behalf of IperionX.
Testwork was completed by, or under the supervision of, MT. The company is a reputable testing organization with significant experience in mineral sands flowsheet development, with laboratories located in Florida, US, and in Queensland, Australia. The laboratories are ISO 9001, 45001 and 14001 accredited. MT is independent of IperionX. A portion of the testwork was completed at IperionX’s Camden mineral demonstration facility, under the supervision of MT personnel. Neither facility is accredited for metallurgical testwork procedures; this is routine for metallurgical testing facilities as there is currently no organization that certifies laboratories specifically for metallurgical testwork.
Assays were conducted by SGS Lakefield, and Bureau Veritas in Perth, Australia, using X-ray fluorescence (XRF), laser ablation/inductively-couple plasma mass spectrometry (ICP–MS) and QEMSCAN analytical methods. Bureau Veritas is independent of IperionX and holds ISO 17025 accreditations for selected analytical techniques.
| 10.1 | 2021 Metallurgical Test Results |
Three bulk samples were processed by MT through pilot equipment designed to emulate a full-scale feed preparation plant, WCP, monazite flotation/concentrate upgrade plant and a mineral separation plant (MSP).
The samples were taken from drill holes 20-SWW-004 (B004), 21-SBF-047 (B047), and 20-SWW-014 (B014). The B004 and B047 samples were sourced from the Lower McNairy Formation. B014 was sourced from the Upper McNairy Formation. Mineralization in the Upper McNairy Formation is significantly coarser than mineralization in the Lower McNairy Formation. The approximate mass of each sample was:
| > | B004: approximately 512 kg of sample |
| > | B047: approximately 496 kg of sample |
| > | B014: approximately 483 kg of sample |
Testwork demonstrated that the Upper and Lower McNairy Formation mineralized zones could be separated using processing stages common to most mineral sands operations.
The 2021 metallurgical testwork block flow diagram is depicted in Figure 10-1.
|
Page 105 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 10-1: 2021 Metallurgical Testwork Block Flow Diagram
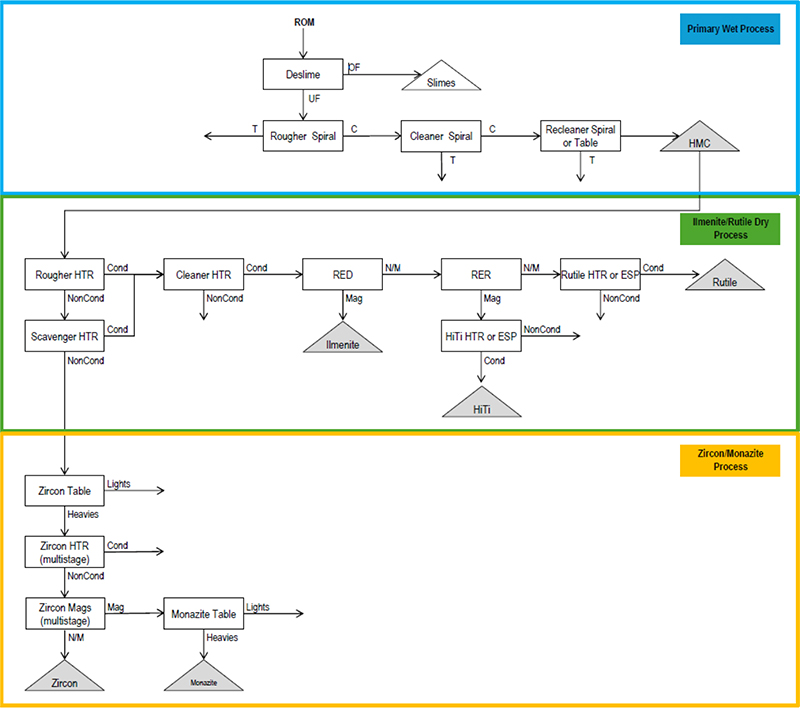
Note: Figure prepared by MT, 2026.
| 10.1.1 | Sample Preparation and Deslime Circuit |
Samples B004 and B047 were fluidized in a drum before being pumped via submersible pump to a deslime circuit. The material was then pumped to a 100-millimeter (mm) hydrocyclone fitted with a 20-mm apex and 35-mm vortex finder. Based on visual observation during closed loop testing, this combination resulted in the most reliable performance with minimal loss of +45-micron solids to the overflow stream as determined by test sieving at 325 mesh. Timed samples were collected, consolidated, dried, weighed, and submitted for assay. The deslime circuit was then converted to open circuit operation, and the entire bulk sample was processed.
|
Page 106 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Sample B014 was processed using conventional preparation equipment, including a feed belt and rotary trommel fitted with a 2-mm screen. The 20-mm apex and 35-mm vortex finder combination were used for sample B014. After identifying the appropriate operating conditions, the deslime circuit was converted to open circuit, and the entire bulk sample was processed.
The preparation and deslime testwork demonstrated that:
| > | Both the Lower McNairy Formation (B004 and B047) and Upper McNairy Formation (B014) samples contained elevated slimes, primarily highly cohesive clays. |
| > | The deslime process liberated clays and ultra-fines from the mineralization. All three samples showed reduction in -45-micron content when comparing the analysis to the deslime underflow. |
| > | The deslime process resulted in a modest increase in titanium dioxide (TiO2)/zircon dioxide (ZrO2) grade for samples B047 and B014. Sample B004 saw a minor increase in ZrO2 grade and a minor decrease in titanium dioxide (TiO2) grade. |
| 10.1.2 | Wet Process Circuit |
After desliming, each sample was subjected to release curve testing and bulk processing through the general flowsheet. Each stage of spiral testing followed the same general process: material was pumped over the spiral on the test rig in a closed-circuit loop at a desired flow rate and pulp density. Multiple tests were conducted at a similar mass flow rate and pulp density while varying splitter positions to generate sets of product samples. These samples were then assayed giving rise to a suite of grade and recovery data points, which were used to generate spiral release curves for each combination of mineralization and operating conditions. After release curve testing was completed for each stage, the entirety of each feed material was processed at the estimated best spiral operating conditions, based on experience with similar mineralization, as well as in-process observations. Care was taken to ensure the addition rate of new feed material matched the product withdrawal rate.
The wet process circuit testwork demonstrated that:
| > | After desliming, both the Lower and Upper McNairy Formation samples were amenable to conventional wet gravity separation via spiral separators. |
| > | The MG12 spiral is superior to the FM1 spiral for rougher stage processing of Lower McNairy Formation mineralization. The MG12 showed the highest separation efficiency for both samples at higher capacity than is achievable on an FM1 spiral. |
| > | The MG12 spiral is better for rougher stage processing of Upper McNairy Formation mineralization. |
| > | The MG12 spiral performed well in the cleaner stage for all samples. |
| > | Additional upgrade stages will be required to reach generally acceptable heavy mineral concentrate (HMC) grades on finer Lower McNairy Formation mineralization. |
|
Page 107 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 10.1.3 | Dry Process Circuit |
HMC generated from the B004, B047, and B014 samples was used for dry process evaluation.
After attrition, scrubbing, and drying, each HMC sample was subjected to dry processing through the flowsheet. The B004 and B047 samples were processed using the same conventional flowsheet, however additional separation stages were added to the B014 flowsheet due to elevated aluminosilicate mineral content.
The dry process circuit testwork demonstrated that the Lower McNairy and Upper McNairy Formation samples were amenable to conventional dry physical separation via:
| > | screening |
| > | MT Carrara HTR400 high-tension roll separator |
| > | MT Carrara electrostatic plate separator |
| > | MT Readings rare earth drum magnetic separator |
| > | MT Readings rare earth roll magnetic separator |
| > | MT Readings induced roll magnetic separator |
The following conclusions were drawn from the 2021 testwork:
| > | Both the Lower and Upper McNairy Formation mineralization will require thorough desliming to properly prepare the ore for wet gravity processing. |
| > | Both the Lower and Upper McNairy Formation mineralization types are amendable to conventional wet gravity processing via spiral separators. The MG12 is the better spiral model for rougher and cleaner duty. |
| > | Ilmenite, rutile, zircon, and monazite concentrate products can be produced from both Lower and Upper McNairy Formation mineralization. |
| > | Further testing is required to outline wet processing flowsheets and equipment configurations to maximize recovery, particularly of the fine Lower McNairy Formation mineralization. |
| > | The finer Lower McNairy Formation mineralization poses a challenge in dry processing. Additional processing stages will likely be required to improve ilmenite, rutile, and zircon recovery. |
| 10.2 | 2023 Metallurgical Test Results |
MT completed additional metallurgical testwork in early 2023. The testwork was based on one bulk sample and three variability samples.
|
Page 108 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The main bulk sample of 12.7 tonnes (t) was composed of approximately 30% Upper McNairy and 70% Lower McNairy Formation mineralization, representing the average material that might be mined in the initial years of any future mining operations. Samples used to make up the bulk sample were taken from drill holes 20-SWW-014, 20-SDW-020, 20-SDW-021, 21-SGH-034,21-SGH-035, 21-SGH-037, 21-SDW-054,21-SDS-055, 21-SWW-069, 21-SSP-083, 21-SGH-084, and 21-SGH-086.
Three bulk composite samples ranging from 2 to 3 t were prepared for the variability testwork, taken from drill holes 20-STV-008, 20-STS-016, and 21-SDS-058. The composites consisted of different ratios of Upper McNairy and Lower McNairy Formation material, with the mass percentage of Upper McNairy Formation in the three composites being 0%, 37.5% and 50%. The objective of the variability testwork was to quantitatively assess potential product quality with qualitative estimates of recovery of three composite samples that reflected different mineralized domains.
| 10.2.1 | Feed Preparation |
The feed preparation process was conducted at IperionX’s mineral demonstration facility near Camden with the supervision of MT personnel.
The 10 t (dry) of raw test sample material was packed into 208-liter (55-gallon) drums. The contents of the drums were washed through a 0.635 cm (¼ inch) punch plate into a mixing tank. Any oversize from the punch plate was collected and dried.
Sufficient material and water were added until a cyclone feed pump discharge density of 15% to 20% (estimated using a Marcy scale with an approximate 2.7 specific gravity) was achieved in closed circuit. Upon achieving steady state, the cyclone overflow was diverted to a settling pond in which effluent overflowed into a reservoir. The circuit was continually supplied with make-up water to maintain the level of the tank. Once the recirculating material was sufficiently deslimed, the cyclone underflow was diverted to the screw classifier before being discharged into new 208-liter (55-gallon) drums.
This semi-batch operation was repeated until all the feed material was processed through the feed preparation circuit. Frequent sub-samples of the feed and cyclone overflow were taken throughout the process to form representative composites for further characterization and analysis.
| 10.2.2 | Wet Gravity Separation |
The wet gravity processing up to the recleaner stage was completed at MT’s Florida laboratory. The material received was processed through a continuous trommel/screen and spiral circuit. The trommel discharged any oversize material >2 mm. The undersize from the trommel was pumped to a distributor which fed into a single-stack spiral circuit.
The bulk products up to the recleaner stage were freighted to MT’s metallurgical testing facility in Queensland, Australia, where subsequent wet gravity processing was completed. Damp material was conveyed into a spiral rig sump which was pumped into a single-stack spiral circuit.
The block flow diagram shown in Figure 10-2 was used for feed preparation and wet gravity processing.
|
Page 109 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 10-2: 2023 Feed Preparation and Wet Gravity Processing
Testwork Block Flow Diagram
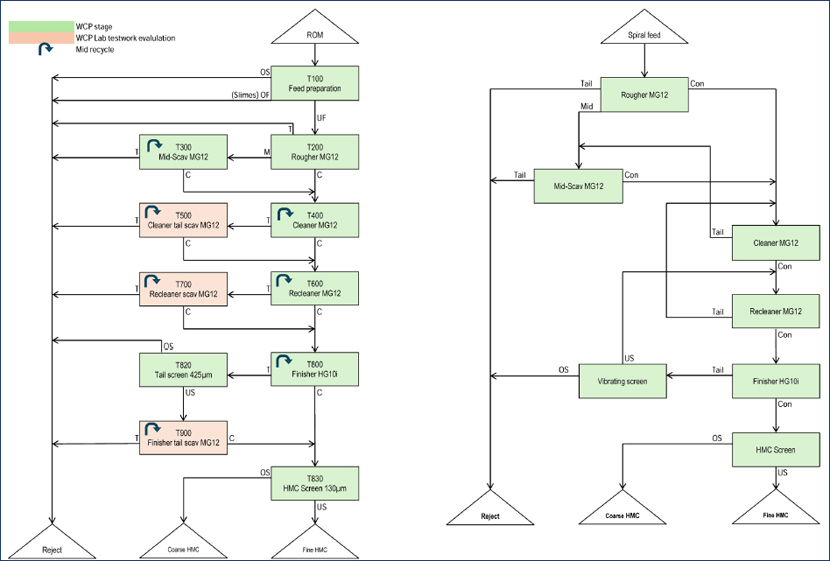 |
||
| Note: Figure prepared by MT, 2026. |
|
Page 110 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
This testwork incorporated a total of eight stages, three of which were laboratory evaluations to emulate how particular recycle streams would perform in a plant scenario. For each of the spiral stages, except the rougher, the middlings streams were recirculated with the feed to maximize recovery of heavy minerals.
Prior to bulk processing of the mineralization through each spiral stage, several lots of release tests were conducted in closed circuit. The results from release tests are used in MT’s proprietary modelling software to provide stage grade/recovery models and incorporate them into overall mass balances.
Two mass loadings of 1.5 and 2.0 tonnes per hour (tph) solids per start were selected for release tests for each of the main spiral stages, with a pulp density target range of 30-40% weight/weight (w/w) solids. For the bulk processing, a 1.5-tph per start was selected as the operating loading to increase mineral retention time on the spiral and allow for better separation.
| 10.2.3 | Rare Earth Mineral Flotation and Gravity Upgrade |
The main objective of the flotation stage was to extract all available rare earth minerals from a fine HMC stream, leaving an HMC (flotation sinks) barren of monazite.
The following steps outline the procedure for flotation testwork for both sighter and bulk batch tests:
| > | pretreatment |
| > | depressant addition |
| > | pH modification |
| > | collector addition |
| > | water level adjustment |
| > | product collection |
Successive iterations of collector addition, conditioning, frothing, and recovery were conducted until either no further mineral was floating, or non-selective minerals started to float. The number of iterations and collector quantities varied from test to test.
Post flotation, both concentrate and tailings were washed and attritioned to remove residual chemical reagents prior to wet shaking table testwork. Samples were dried, weighed, and sub-samples extracted for analysis.
| 10.2.4 | Dry Mineral Separation |
The coarse HMC and fine HMC (post rare earth flotation) products were dried and processed separately through further stages of dry and wet mineral separation.
| 10.2.4.1 | Fine HMC Mineral Separation Circuit |
The fine HMC mineral separation circuit is shown in the testwork block flow diagram in Figure 10-3.
|
Page 111 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 10-3: 2023 Fine Mineral Separation Testwork Block Flow Diagram
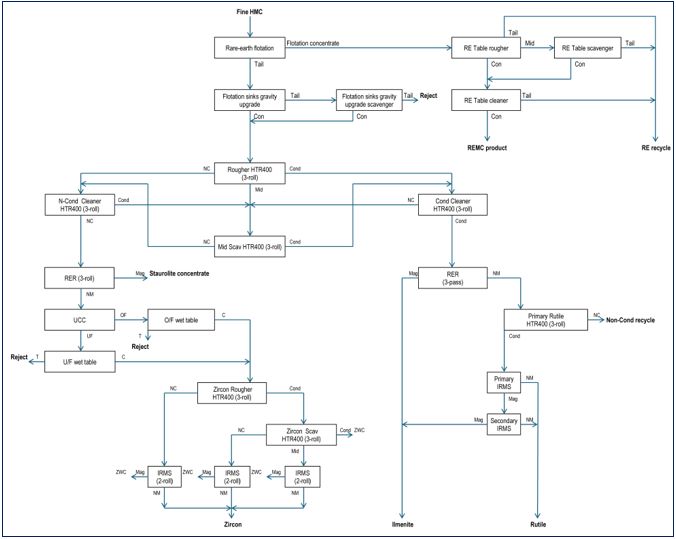 |
||
| Note: Figure prepared by MT, 2026. |
| 10.2.4.1.1 | Fine Primary Dry Circuit |
A conventional primary high-tension roll separator (HTRS) circuit was used, involving rougher, non-conductor cleaner, conductor cleaner, and scavenger stages.
A Carrara HT400 (400 mm diameter roll) was used for high-tension roll (HTR) stages in the primary dry circuit, as well as all other circuits. The laboratory unit is a single roll unit, but fractions were re-passed to simulate a three-roll production unit.
| 10.2.4.1.2 | Fine Non-Conductor Circuit |
The non-conductors from the primary dry circuit were processed through a stage of dry magnetic separation to separate out magnetic silicates, such as staurolite.
|
Page 112 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Previous testwork showed a high degree of separation was achieved using a rare earth roll magnetic separator (RERS) on the non-conductor fraction. A single roll RERS unit was used with fractions re-passed to simulate a three-roll production unit.
The non-magnetic fraction from the RERS was fed to the zircon wet circuit for the removal of quartz and aluminum silicates. An up current classifier (UCC) was tested for the initial stage of separation as it was hoped an underflow could be produced that would be sufficiently low in silicon dioxide (SiO2) and aluminum oxide (Al2O3) to not require further gravity upgrading, thus reducing the size of the wet circuit.
The UCC underflow and overflow fractions were each processed separately through a wet shaking table circuit.
The dried Zircon concentrate was processed through a two-stage (rougher-scavenger) HTRS circuit to reject residual conductive material, using similar settings to those used in the primary dry circuit.
| 10.2.4.1.3 | Fine Conductor Circuit |
The conductors from the primary dry circuit were processed through a dry conductor circuit to produce Ilmenite/Leucoxene and Rutile products.
Previous scoping testwork on similar Camden feed material showed the RERS was effective at fractionation of titanium minerals, so a single roll RERS unit was used in the first stage of this circuit with fractions re-passed to simulate a three-roll production unit.
The non-magnetic fraction from the RERS was processed through a single stage HTRS, using similar settings to those used in the primary dry circuit, to extract non-conductive impurities from rutile.
The combined HTRS conductors were processed through two stages of magnetic separation, using an induced roll magnetic separator (IRMS), to remove any magnetic impurities from the rutile product.
The combined RERS and IRMS magnetic streams formed the final ilmenite/leucoxene product.
| 10.2.4.2 | Coarse HMC Mineral Separation Circuit |
The coarse HMC mineral separation circuit is shown in the testwork block flow diagram in Figure 10-4.
|
Page 113 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 10-4: Coarse Mineral Separation Testwork Block Flow Diagram
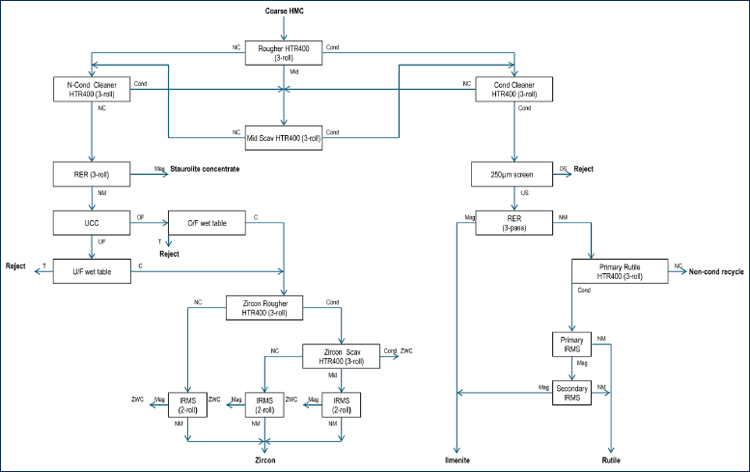 |
||
| Note: Figure prepared by MT, 2026. |
The coarse HMC had a total heavy minerals content of approximately 89%. At the time of the testwork, additional upgrading prior to the primary dry circuit was deemed unnecessary.
An identical testwork procedure to that used for the fine HMC was used for the coarse HMC, with the exception of an additional screen being used at the head of the conductor circuit to remove coarse (>0.25 mm) non-conductor particles (typically contained in a primary conductor produced from coarser feed) and prevent them from misreporting to conductor products. The operating conditions were adjusted as necessary through each circuit/stage to accommodate for the coarser feed and different mineralogy.
| 10.2.5 | Product Grades |
The final products from the 2023 testwork were:
| > | ilmenite – at a grade of 64.9% titanium dioxide (TiO2) |
| > | rutile – at a grade of 91.2% titanium dioxide (TiO2) |
| > | zircon – at a grade of 66.8% zirconium dioxide (ZrO2) |
|
Page 114 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| > | heavy rare earth concentrate, HREE-dominant by value (HREC) – at a grade of 59.1% total rare earth oxides (TREO) |
The product grades generally align with 2021 scoping testwork results and were considered to be saleable products.
| 10.3 | Preliminary Flowsheet Development |
The testwork showed that high-quality Ilmenite, Rutile and Zircon products could be achieved using conventional separation equipment through a typical WCP and fine and coarse MSP flowsheet. A HREC product was created at a high monazite recovery using flotation and gravity separation processing.
Flowsheet development was conducted based on the main sample testwork. The variability testwork mirrored the flowsheet of the main sample where practical. Despite the variance in the flowsheet procedure, mineralogy and feed grades, the variability testwork showed that high-grade Ilmenite, Rutile and Zircon products could be achieved using the process flowsheet developed during testing.
The process flowsheet proposed from testwork is shown in Figure 10-5.
Figure 10-5: Proposed Flowsheet Based on Metallurgical Testwork
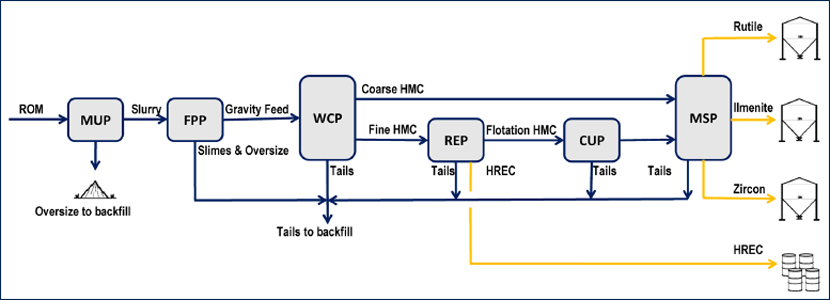 |
||
| Note: ROM: Run-of-Mine; FPP: Feed Preparation Plant; WCP: Wet Concentration Plant; HMC: Heavy Mineral Concentrate; REMP: Rare Earth Mineral Plant; REMC: Rare Earth Mineral Concentrate; CUP: Concentrate Upgrade Plant; MSP: Mineral Separation Plant |
|
Page 115 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
This proposed process flowsheet would include the following conventional process steps:
| > | Mining unit plant: |
| - | Run-of-mine (ROM) material will be delivered for primary deagglomeration through scrubbing and removal of large oversize to allow long-distance pumping. |
| > | Feed preparation plant: |
| - | The sand fraction containing the potentially valuable minerals (nominal -2.0+0.045 mm) will be separated from slimes (-45 microns) and oversize waste (+2.0 mm). |
| > | WCP: |
| - | The potentially valuable minerals contained in the sand fraction would be recovered in a wet concentration plant using a conventional multi-stage gravity separation circuit. Intermediate size classification would be included to reject other oversize waste. |
| - | The recovered potentially valuable minerals would constitute the THM concentrate, which would be screened at a nominal 130 microns to prepare coarse and fine HMC streams. |
| - | Gangue minerals would be collected with oversize and slimes from the feed preparation plant and then disposed as tailings backfilling the mining area. |
| > | Rare earth mineral plant: |
| - | The fine HMC would be subjected to mechanical attrition and conditioned with specific reagents in readiness for processing by froth flotation and additional gravity concentration. |
| - | Scrubbing stages would be included to remove residual reagents from the flotation circuit outputs. |
| - | Products would be a HREC and a (post rare earth flotation) fine HMC. |
| > | Concentrate upgrade plant: |
| - | The fine flotation HMC would be processed by wet gravity separation to produce a zircon- and titanium-rich stream to feed the MSP. |
| > | MSP: |
| - | The coarse and (post rare earth flotation) fine HMCs would be fractionated by multiple dry electrostatic and magnetic separation stages to produce final ilmenite and rutile products from conductors. |
| - | The non-conductors would be processed by wet gravity then further dry electrostatic and magnetic separations to produce a final zircon product. |
| 10.4 | Metallurgical Recovery Forecasts |
Circuit simulation models were generated for the WCP, the rare earth plant (REP) and MSP flowsheets to evaluate recycle streams and resultant mass flows. The expected future performance of the processing plant was based on metallurgical testwork results and benchmarked against other deposits that have similar characteristics to the Titan deposit.
|
Page 116 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The simulated recoveries for in-size sample (+45-micron material) from ROM to products are: rare earth mineral recovery of 82.6%; ilmenite recovery of 79.7%; rutile recovery of 66.9%; zircon recovery of 77.6%.
| 10.5 | Metallurgical Variability |
The three variability samples used in the 2023 metallurgical testwork were composite samples representative of the different types and styles of mineralization within the Titan deposit. The variability bulk samples included coarse- and fine-grained mineralization as well as areas of differing mineral assemblage.
| 10.6 | Deleterious Elements |
Deleterious elements such as iron, magnesium, uranium, thorium, chromium, and vanadium are present at low levels and can negatively impact the marketability of heavy mineral sands products, especially uranium and thorium. High levels of these contaminants may reduce product quality, result in regulatory penalties, or require additional processing, which increases costs. Environmental considerations, particularly tailings management and the potential presence of radioactive or toxic elements, can add complexity and expenses due to stricter regulations, water management, and the need for site rehabilitation after mining operations.
| 10.7 | Opinion of Qualified Person |
The QP has relevant experience in mineral processing and mineral sands operations, including interpretation of metallurgical testwork and process design. The testwork programs were acceptable for the mineralization type. The proposed flowsheet configuration, mass balance, and recovery assumptions are based on available testwork data, supported by industry experience and appropriate engineering design for the level of study. The process solution is considered conventional industry practice. In the opinion of the QP, the data, methodologies, assumptions, and conclusions used in the technical report summary are appropriate reasonable and suitable for reporting purposes, and consent is provided for the inclusion of this information in the form and context in which it appears.
|
Page 117 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 11 | Mineral Resource Estimates |
| 11.1 | Introduction |
The resource database contains sonic drill data collected between 2020, 2021 and 2022. Laboratory analyzed samples from these holes occurred between 2020 and 2025. Data are from 140 drill holes (5,645 m or 18,520 feet of total drilled length) and includes 3,360 THM assay samples (heavy liquid) and 269 THM composite mineralogy (QEMSCAN) determinations. Of these totals, 56% of the heavy mineral assay samples and 59% of the mineral composites are from the Lower McNairy Formation member.
Geological interpretations were compiled using Vulcan software version 2021.1. Variography of heavy mineral samples was completed using Vulcan software version 2025.1, which was also used for model development and grade interpolation.
| 11.2 | Geologic Model |
Data were provided to MM&A by IperionX in Excel format. Digital elevation topography of the Study Area was supplied by IperionX.
The designated floodplain area of the Big Sandy River and the Bear Creek tributary impact the mineral resources. Floodplains are excluded from the resource estimate area. The floodplain exclusion area crosses the Study Area, isolating resource blocks to the north.
A zone of overburden above the Upper McNairy is incorporated into the model. Slight and normal near-surface weathering is evident on the property from average annual precipitation. Weathering may affect the clays and sand material on the property, mostly at shallow depths or exposed areas, but does not affect the mineral representation in the geologic model.
| 11.3 | Model Method |
The top of the Upper McNairy Formation unit, the base of the Upper McNairy Formation/top of the Lower McNairy Formation unit and the base of the Lower McNairy Formation units were modeled from drill intercepts extracted from the lithologic database records. The material between the top of the Upper McNairy Formation and the topography was designated as overburden and waste. Overburden material thickness (topsoil and alluvium) was modeled from drill hole data, then subtracted from the topographic surface to create the base of overburden. Any remaining material above the Upper McNairy Formation was designated as waste material. The top of the Coon Creek Formation shares the same contact surface as the base of the Lower McNairy Formation. The thin topsoil interval is included in the overburden and is not separated in the block model due to its thin interval (0.03 m or 0.1 feet) relative to the minimum vertical block dimension (1.524 m or 5 feet).
|
Page 118 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Geologic model cross sections A-A’ and B-B’ in Figure 11-2 and Figure 11-3 demonstrate the McNairy and Coon Creek units of the geologic model. Drill hole traces are color-coded by geologic units in each cross section. The locations of the two cross sections are shown on Figure 11-1.
Figure 11-1: Study Area and Cross Section Locations
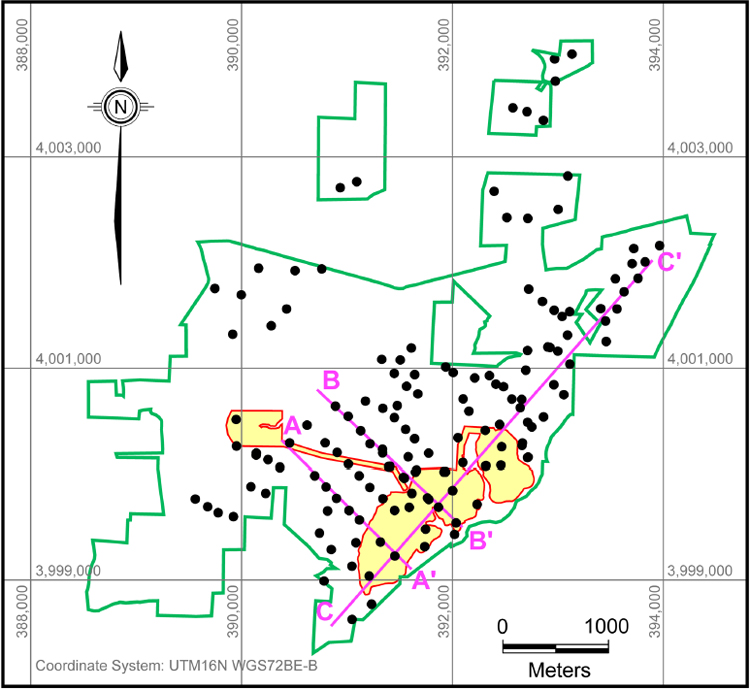 |
||
| Note: Figure prepared by MM&A, 2026. |
|
Page 119 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 11-2: Model Cross Section A
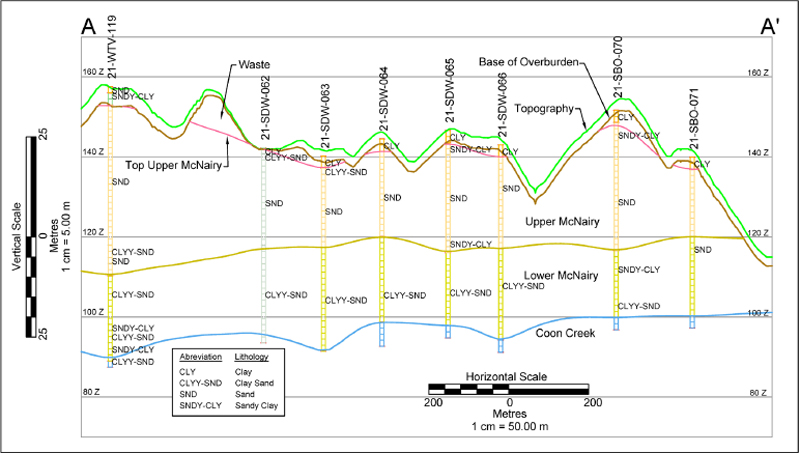 |
||
| Note: Figure prepared by MM&A, 2026. |
Figure 11-3: Model Cross Section B
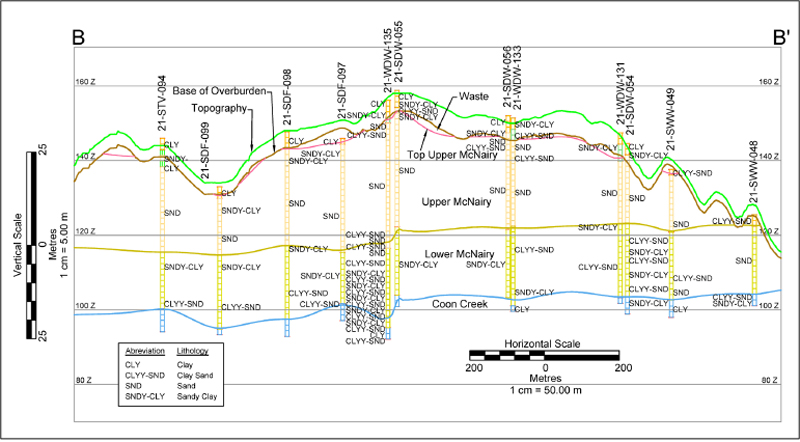 |
||
| Note: Figure prepared by MM&A, 2026. |
|
Page 120 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 11.4 | McNairy Formation THM% and Thickness |
Figure 11-4 includes the weighted-average sample THM% of the McNairy Formation (Upper and Lower combined) and the formation thickness in meters. The THM% isopleth (blue lines) shows an increase of weighted-average THM% from <2% in the west to >3% to the east and near the rivers. The rose shade identifies areas with >3% average THM which increases to more than 6% average THM in a few drill holes proximate to the Big Sandy River. Alternatively, the formation thickness isopach shows a thickening trend westward, from <20 m near the river, mainly due to the absence of the Upper McNairy member of the formation, to more than 60 m thick beneath the west side of the mining permit (proposed processing plant location). The implication is that mining extraction ratios of higher grade THM% of the Lower McNairy Formation member become less favorable moving westward from the river.
Figure 11-4: McNairy Formation THM% and Thickness
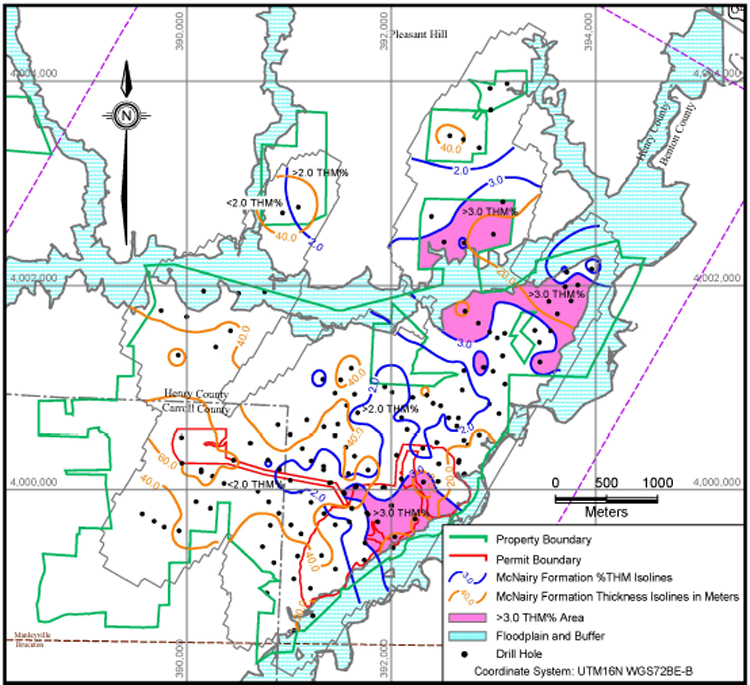 |
||
| Note: Figure prepared by MM&A, 2026. |
|
Page 121 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 11.5 | Density Assignment |
Bulk densities were assigned globally by unit based on the densities in Table 8-1.
| 11.6 | Variography |
Variograms were run to test spatial continuity within selected geological domains.
Assayed samples of THM% in the Lower McNairy Formation were used to derive variograms. Variogram features exhibit the spatial continuity of the sample spacing. The variogram sill factor along with the known drill hole spacing were used to support the mineral resource confidence classification ranges of the deposit.
| 11.6.1 | Data Domain |
Drill holes were selected from within a domain boundary established to include drill holes within the anticipated reserve and eliminate outlier sample locations. The data domain boundary is identified in Figure 11-5.
|
Page 122 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 11-5: Data Domain
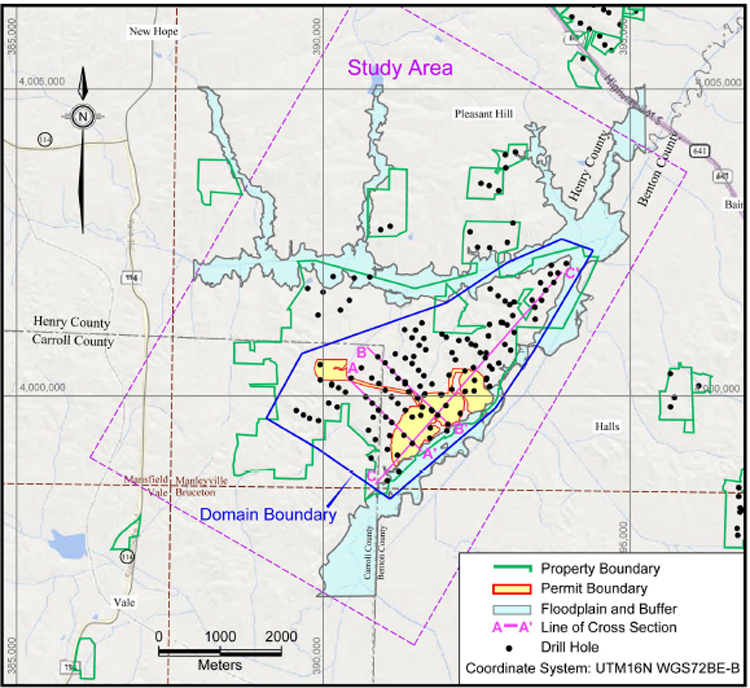 |
||
| Note: Figure prepared by MM&A, 2026. |
| 11.6.2 | Geostatistical Analysis |
A fan variogram was utilized to establish and confirm a major direction of continuity for the sample data. The result produced an azimuth orientation of 33.75 degrees (N33.75E), with zero-degree plunge in the strike orientation. The dip plane showed slightly less continuity of sample data in the semi-major direction.
Table 11-1 is a summary of the variogram orientation and sill ranges for separate 3-dimensional axis directions.
|
Page 123 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 11-1: Lower McNairy THM% Sill Range
| Range (m) | ||||||
| Orientation | Azimuth
(deg.) |
Plunge (deg.) |
80%
of sill |
90%
of sill |
100%
of sill |
|
| Strike Plane | Major | 33.7 | 0 | 258 | 308 | 875 |
| Dip Plane | Semi-major | 123.7 | 0 | 230 | 275 | 764 |
| Minor | 123.7 | 90 | 78 | 93 | 259 | |
| 11.7 | Block Model Development and Validation |
| 11.7.1 | Block Model Construction |
A block model was created to encompass the Study Area extent and estimate the mineral sands deposit resources. The model was oriented with a bearing of 30 degrees east of north, an orientation near the apparent depositional trend of the mineral sands. Block cell dimensions of the model are 25-m*25-m*1.524-m (X*Y*Z).
For block model development, the digital topographic surface established the overlying bounding surface. Blocks above the topography were coded as air and excluded from any resource or volume estimates. Gap spaces that exist between the base of the overburden and the top of the Upper McNairy Formation were assigned to waste material (and were therefore handled with the overburden).
Stored attributes or codes in each block of the model include geocodes, samples data, assay values estimated for the blocks, and other variables such as property assignment, resource classification, counts factored from grade estimates such as distance to the nearest assay sample or the number of holes or assay samples selected for the grade estimation.
To check the block model structures, slices displaying the geologic units, both vertical and horizontal, were viewed and compared to the database and structural surfaces used for block model development. Figure 11-6 is an example of a block model slice showing geologic units. The location of Profile A-A’ is shown on the map inset in the figure.
|
Page 124 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 11-6: Block Model Profile A-A’ Colored by Geologic Units
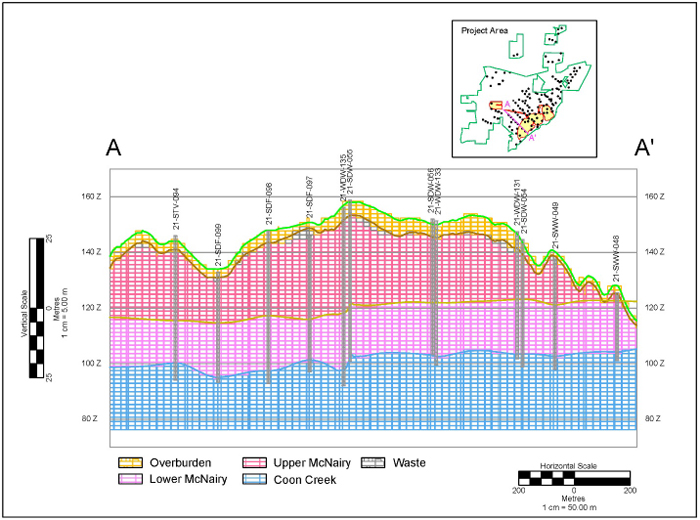 |
||
| Note: Figure prepared by MM&A, 2026. |
| 11.8 | Grade Capping/Outlier Restrictions |
No total heavy mineral top cut was used, nor was it considered necessary for this deposit considering the geology, type, and consistency of mineralization.
| 11.9 | Compositing |
No sample compositing was used for Samples Assay Data estimations. The straight sample method did honor the identified geologic formation breaks of the data records.
Mineral assemblage composites of mineralized and background samples are covered in Section 8.4.2.
|
Page 125 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 11.10 | Estimation/Interpolation Methods |
Grade estimations were conducted for the Upper McNairy and Lower McNairy geologic units separately. Units were identified by geologic codes within the block model. The overlying topsoil and alluvium, and the underlying Coon Creek Formation, have low concentrations of heavy minerals, are not considered of economic value and have been excluded from THM estimates. Grade interpolations were completed using an inverse distance weighting to the second power (ID2) algorithm. MM&A used a primary ellipsoid search dimension (Pass 1) of 212-m*425-m*3-m (X*Y*Z) to interpolate all the assay data (THM, oversized material, slime). No dip or plunge angles were assigned to the search ellipsoid. When data were insufficient for a block estimate from the first pass ellipsoid, a secondary, tertiary, and quaternary search ellipsoid were used with increased search volumes (see Table 11-2).
Table 11-2: Table of Search Regions for Grade Estimations
| Samples Assay Data | Mineral Assemblage Data | |||||||||||
| Axis & Search Distance (m) | Search Orientation | Axis & Search Distance (m) | Search Orientation | |||||||||
| Pass | Major | Semi-m | Minor-x | Bearing | Plunge | Dip | Major | Semi-m | Minor-x | Bearing | Plunge | Dip |
| 1 | 425 | 212 | 3 | 30 | 0 | 0 | 425 | 212 | 3 | 30 | 0 | 0 |
| 2 | 610 | 305 | 4.3 | 30 | 0 | 0 | 610 | 305 | 6 | 30 | 0 | 0 |
| 3 | 1220 | 610 | 6 | 30 | 0 | 0 | 2440 | 1220 | 9 | 30 | 0 | 0 |
| 4 | 2440 | 1220 | 9 | 30 | 0 | 0 | 3660 | 1830 | 18 | 30 | 0 | 0 |
An octant search option was selected with sample data parameters that include a minimum of 2 and a maximum of 8 samples and a maximum of 3 samples per octant for each block estimate. A maximum of 2 samples per drill hole was applied to Passes 1, 2 and 3. For Pass 4, sample data parameters were adjusted to a minimum of 1 and maximum of 4 samples with a maximum of 2 samples per drill hole.
The mineral assemblage data set is smaller (84) holes than the sample assay data (140 holes), hence the mineral assay composites were modeled separately from the sample assay data, but each used the same approach. A run-length composite method was applied, creating a data file of 1.524 m intervals (mostly duplicate values for the composite range). Subsequently, grade estimations were run in the same manner as the sample assay data; however, the octant search option was not selected.
Grade estimation results were checked in Vulcan with individual block inquiries to review the suite of variable estimates, by block model slices with appropriate color schemes for individual attributes, by 3-D block views and other queries. Variable minimum values and maximum values were reported during estimation to review for non-estimated blocks that were commonly assigned a default value ‘flag’ of -9 or -99.
Figure 11-7 includes two profile examples, A-A’ and C-C’, that demonstrate the THM% of the model by block. Each block is colored based on the THM percent in the legend beside profile A-A’. The profiles indicate the low or non-mineralized zone that exists between the heavy mineral zones of the Upper McNairy and Lower McNairy Formations, and also the absence of any mineral interpolation of the overburden and Coon Creek Formations.
|
Page 126 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 11-7: THM% Profiles A-A’ and C- C’
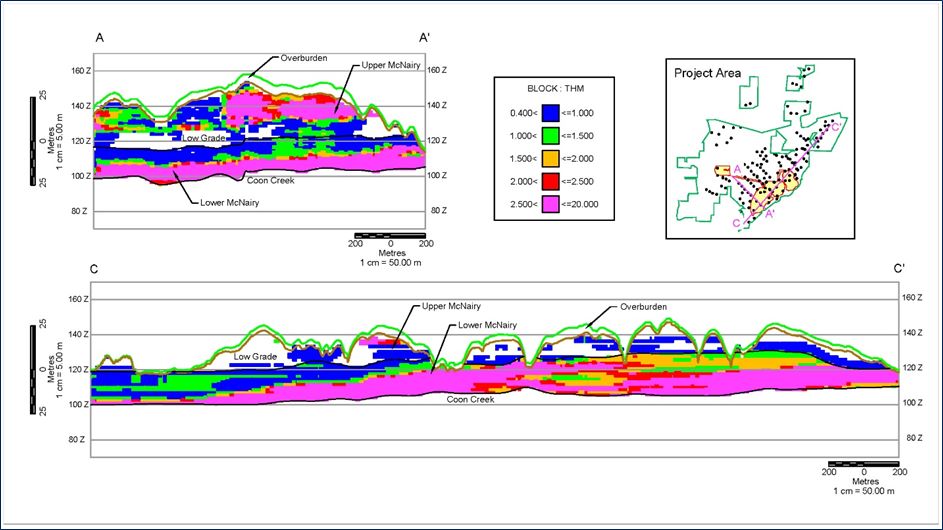 |
||
| Note: Figure prepared by MM&A, 2026. |
|
Page 127 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Additional model attributes, which involve counts derived from grade estimates such as distance to the nearest assay sample or the number of holes or assay samples selected for the grade estimation, were also included in the estimate.
| 11.11 | Classification of Mineral Resources |
| 11.11.1 | Mineral Resource Confidence Classification |
The resource classification was determined based on drill hole density reflecting the geological confidence; firstly, from hole locations with QEMSCAN analysis and secondly from all drill holes with total heavy minerals and the geostatistical variogram model. No drilling has been completed for exploration or resource estimation purposes since 2022. There is, however, additional QEMSCAN analyses of existing drill holes that were completed in 2023 and 2025.
| > | Blocks within a 212-m (696-foot) radius of drill holes having sufficient mineralogical data (QEMSCAN analysis) were assigned a measured classification. The distance is based upon drill hole spacing and is unchanged from prior evaluations. However, the current estimate has additional QEMSCAN data than previous estimates, and the extent of the measured footprint has increased. |
| > | Material with a radius between 212 m and 244 m (696 feet and 800 feet) from THM% samples were assigned an indicated classification. The 244-m (800-foot) maximum range was calculated from an average of 80% of the sill range for both the strike direction (258 m or 846 feet) and the dip direction (230 m or 755 feet) variogram model. |
| > | Material with a radius between 244 m and 610 m (696 feet and 2,001 feet) from THM samples were assigned an inferred classification. Inferred tonnes were derived from the lesser extent of a 610-m (2,001-foot) radius from a point of measurement, or the resource limit boundary, whichever came first. The resource limit boundary was derived from the footprint extent of a 0.4 THM% grade shell (wire frame). |
To prevent stand-alone classification pods, radial arcs from points of measurement were required to intersect with an adjacent arc of the same classification. Therefore, isolated, stand-alone drill holes with QEMSCAN samples were not assigned measured classification and similarly, stand-alone drill holes with total heavy minerals were not assigned an indicated classification.
|
Page 128 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 11-8: Resource by Classification
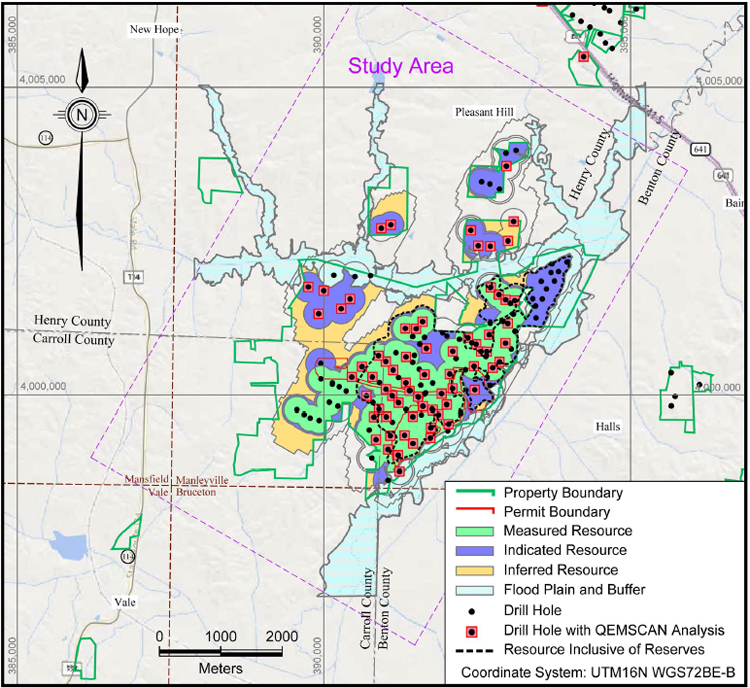 |
||
| Note: Figure prepared by MM&A, 2026. |
| 11.11.2 | Uncertainties Considered During Confidence Classification |
Table 11-3 summarizes the sources of uncertainties considered during confidence classification.
|
Page 129 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 11-3: Sources of Uncertainties Considered During Confidence Classification
| Source of Uncertainty | Discussion |
| Drilling | All drilling has been roto-sonic drilling. The roto-sonic drill rig provides a representative sample, with sufficient recoveries of unconsolidated sand, in order to represent the in-ground material and is suitable for use in mineral resource estimation. |
| Sampling | Field duplicates are taken at a rate of 3% to identify biases or inconsistencies. Examination of these duplicates indicates satisfactory sampling performance. |
| Geological Modelling | The geological model is supported by sufficient drill data. The Coon Creek Formation is reached in >95% of the holes used the model. This provides a sufficient base for the extractable mineralization. Discrimination between the upper and lower members of the McNairy Formation is easily identified by the relative difference in grain size and the presence of micas within the lower member. |
| Estimation | The estimation techniques used are suitable for the deposit type and mineralization style. All data are log transformed and show normally distributed grade data. A validation would provide additional confidence in the estimation. |
| 11.12 | In situ Tonnage by Formation |
In-situ tonnage are estimated for the reported controlled mineral tracts of the Study Area excluding areas within the designated floodplain (Figure 11-8). In-situ tonnes are reported by the Upper McNairy and Lower McNairy Formation geologic units separately for THM percentage COG at 0.4 percent.
Results of the Study Area define an estimated 347.9 million in-situ tonnes of mineral resource with 2.1% THM using a 0.4% THM COG (Table 11-4). Of the total, an estimated 68 percent of the THM in-situ tonnes exist in the Lower McNairy geologic unit. In addition, there are 97.8 million in-situ inferred tonnes.
Laboratory analysis reported either REE percent only, or monazite and xenotime percentages separately, or all three. Throughout the report, the REE represented in the THM assemblage is the combination of the Monazite plus Xenotime plus unclassified REE percentages by sample. From current information, the highest grade of REE appears to exist as a thin zone near the lower portion of the Lower McNairy.
Table 11-4: In-situ Resource Summary Table by Formation (0.4 THM% COG)
| Formation | Total In-Situ Tonnes | THM* | THM* | ||||
| Measured | Indicated | Total | Inferred | Grand Total | (%) | (t) | |
| Inclusive of Reserve | |||||||
| Upper McNairy | 39,810,000 | 6,106,000 | 45,917,000 | 0 | 45,917,000 | 1.6 | 725,000 |
| Lower McNairy | 80,624,000 | 22,282,000 | 102,906,000 | 0 | 102,906,000 | 3.1 | 3,162,000 |
| Total | 120,434,000 | 28,388,000 | 148,823,000 | 0 | 148,823,000 | 2.6 | 3,887,000 |
| Exclusive of Reserve | |||||||
| Upper McNairy | 37,248,000 | 28,921,000 | 66,169,000 | 40,080,000 | 106,249,000 | 1.1 | 706,000 |
| Lower McNairy | 59,603,000 | 73,268,000 | 132,871,000 | 57,752,000 | 190,623,000 | 2.1 | 2,796,000 |
| Total | 96,851,000 | 102,189,000 | 199,040,000 | 97,832,000 | 296,872,000 | 1.8 | 3,502,000 |
| Grand Total | |||||||
| Upper McNairy | 77,058,000 | 35,027,000 | 112,086,000 | 40,080,000 | 152,166,000 | 1.3 | 1,431,000 |
| Lower McNairy | 140,227,000 | 95,550,000 | 235,777,000 | 57,752,000 | 293,529,000 | 2.5 | 5,958,000 |
| Total | 217,285,000 | 130,577,000 | 347,863,000 | 97,832,000 | 445,695,000 | 2.1 | 7,389,000 |
*THM% and THM (Mt) do not include inferred classification.
Note: Totals may not add due to rounding.
Figure 11-9 compares in-situ tonnes vs. THM%, by grade cut-off.
|
Page 130 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 11-9: Grade Cutoff vs. Tonnage Curve
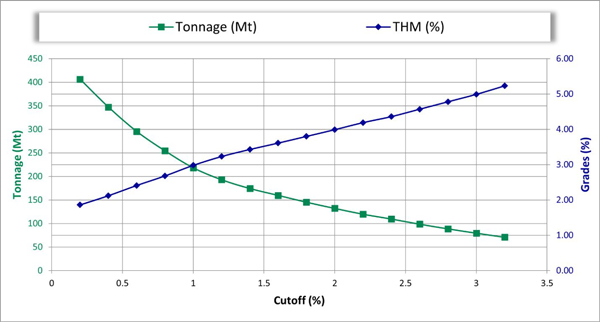 |
||
| Note: THM% and THM (Mt) do not include inferred classification. |
| 11.12.1 | In-situ Mineral Assemblage |
For an overview of the mineral assemblage, the source data values are included in Table 11-5. The calculated average values are weighted by sample interval length for measured and indicated classifications.
Table 11-5: In-situ THM Assemblage Summary, by 0.4 THM% COG
| THM Assemblage | |||||
| THM | Zircon | Rutile | Ilmenite | REE | |
| (t) | (%) | (%) | (%) | (%) | |
| Upper McNairy | 1,431,000 | 5.5 | 6.7 | 21.2 | 0.2 |
| Lower McNairy | 5,958,000 | 11.8 | 10.3 | 46.0 | 1.7 |
| Total | 7,389,000 | 10.6 | 9.6 | 41.2 | 1.4 |
Note: Totals may not add due to rounding.
THM (t) and THM Assemblage do not include inferred classification.
| 11.13 | Reasonable Prospects for Economic Extraction |
| 11.13.1 | Initial Assessment Assumptions |
To meet the content requirements of an initial assessment to support the mineral resource estimates, MM&A evaluated the content requirements set out in Table 1 of §229.1302 (Item 1302) “Qualified person, technical report summary, and technical studies”. As part of the initial assessment, MM&A incorporated reasonable sales price estimates for the various commodities anticipated for the Titan project. Product prices were provided by IperionX based on “TZMI Titanium Feedstock Price Forecast to 2029, Issue 2, 2025” and Adamas Intelligence “Value of IperionX Monazite Concentrate, Q3, 2025” Market Reports. These product prices are more conservative than those included in the economic model and sensitivity analysis (Section 19) of the FS. Mining costs used in the initial assessment are based on both input from prospective mining contractors along with estimates of projected processing, transportation, dewatering, wetlands and stream mitigation, general and administrative, and royalty costs.
|
Page 131 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 11.13.2 | Input Assumptions Used to Constrain the Mineral Resource Estimates |
The reasonable prospects for economic extraction for the mineral resources were based on the parameters listed in Table 11-6. An assumed vertical slope was used for the basis of the in-place resource estimates.
Table 11-6: Assumptions Used in Defining Reasonable Prospects of Economic Extraction
| Parameter | Units | Value |
| Commodity price | ||
| Rutile | US$/t | 1,425 |
| Ilmenite | US$/t | 340 |
| Rare earth mineral concentrate | US$/t | 10,678 |
| Zircon concentrate | US$/t | 912 |
| Metallurgical recovery | ||
| Rutile | % | 70.6 (81.2% mineral in product) |
| Ilmenite | % | 85.0 (95.8% mineral in product) |
| Heavy rare earth concentrate | % | 89.5 (87.8% mineral in product) |
| Zircon | % | 91.2 (46.9% mineral in product) |
| Operating costs | ||
| Mining cost | US$/m3 | 7.23 |
| Processing cost | US$/ROM t | 3.09 |
| Transport cost | US$/ROM t | 1.00 |
| Reclaim/rehandle | US$/ROM t | Included in mining cost |
| Incremental in pit management | US$/ROM t | Included in mining cost |
| General and administrative cost | US$/ROM t | 0.95 |
| Dewatering | US$/ROM t | 0.30 |
| Wetlands mitigation cost | US$/ha | 60,000 |
| Stream mitigation cost | US$/ linear m | 1,425 |
| Royalty | % | 5 |
The operating cost assumptions are based on a scenario where material is mined, transported to a process plant using a conveyor belt, immediately processed, and the process residue is dewatered and immediately returned to the mined area as backfill via a conveyor belt.
Under the assumptions listed above, mineral resources estimated herein are considered to meet reasonable prospects for economic extraction using a COG of 0.4% THM.
| 11.13.3 | Cut-off Grade |
A bottom COG of 0.4% THM was used in the constraining pit shell, on the basis that the incremental cost of selectively extracting this material, hauling it to a long-term stockpile, and subsequently reclaiming and re-placing the material into a mine void for progressive rehabilitation would be higher than the net cost (operating cost less revenue) of the central case method. The central case method is the processing of this material, extracting the contained valuable critical minerals for sale and immediately returning the remaining material, mostly silica sand, back to the deposit void. As discussed in Section 12, an additional pit optimization was completed to generate the finalized mine plan pit shell used in the conversion of mineral resources to mineral reserves.
|
Page 132 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Based on the aforementioned initial assessment results in Section 11.13.1, MM&A considers those blocks within the constraining resource pit shell, and above the cut-off applied, to have reasonable prospects for economic extraction.
| 11.13.4 | QP Statement |
Based on the data review, the attendant work done to verify the data integrity and the creation of an independent geologic model, MM&A believes this to be a fair and accurate representation of the IperionX mineral resources.
| 11.14 | Mineral Resource Estimates |
Mineral resources are reported using the mineral resource definitions set out in S-K 1300 on a 100% basis. The reference point for the estimate is in situ and are inclusive of reserves. Mineral resources are current as at June 4, 2026.
The third-party firm responsible for the estimate is MM&A. The mineral resource estimates are provided in Table 11-7. Assemblage percentage values are reasonably consistent among the measured and indicated classes. The interpolated inferred class is also provided.
Table 11-7: Mineral Resource Estimate and Total Heavy Minerals Assemblage
| Mineral | THM Assemblage | ||||||
| Resource | In situ | THM | THM | Zircon | Rutile | Ilmenite | REE |
| Estimate | Tonnes | (%) | (t) | (%) | (%) | (%) | (%) |
| Inclusive of Reserve | |||||||
| Measured (M) | 120,434,000 | 2.5 | 3,060,000 | 11.1 | 9.5 | 40.9 | 1.5 |
| Indicated (I) | 28,388,000 | 2.9 | 828,000 | 11.8 | 9.2 | 52.0 | 1.5 |
| Total M+I | 148,823,000 | 2.6 | 3,887,000 | 11.2 | 9.4 | 43.2 | 1.5 |
| Inferred (Inf) | 0 | 0.0 | 0 | 0.0 | 0.0 | 0.0 | 0.0 |
| Total M+I+Inf | 148,823,000 | 2.6 | 3,887,000 | 11.2 | 9.4 | 43.2 | 1.5 |
| Exclusive of Reserve | |||||||
| Measured (M) | 96,851,000 | 1.5 | 1,489,000 | 10.4 | 9.2 | 40.1 | 1.2 |
| Indicated (I) | 102,190,000 | 2.0 | 2,013,000 | 9.8 | 10.2 | 38.9 | 1.5 |
| Total M+I | 199,041,000 | 1.8 | 3,502,000 | 10.0 | 9.8 | 39.4 | 1.4 |
| Inferred (Inf) | 97,832,000 | 1.8 | 1,774,000 | 9.3 | 9.6 | 38.0 | 1.2 |
| Total M+I+Inf | 296,872,000 | 1.8 | 5,276,000 | 9.8 | 9.7 | 39.0 | 1.3 |
| Grand Total | |||||||
| Measured (M) | 217,285,000 | 2.1 | 4,548,000 | 10.8 | 9.4 | 40.6 | 1.4 |
| Indicated (I) | 130,578,000 | 2.2 | 2,841,000 | 10.4 | 9.9 | 42.7 | 1.5 |
| Total M+I | 347,863,000 | 2.1 | 7,389,000 | 10.6 | 9.6 | 41.4 | 1.4 |
| Inferred (Inf) | 97,832,000 | 1.8 | 1,774,000 | 9.3 | 9.6 | 38.0 | 1.2 |
| Total M+I+Inf | 445,695,000 | 2.1 | 9,163,000 | 10.4 | 9.6 | 40.8 | 1.4 |
Notes to accompany mineral resource table:
| 1. | Mineral resources are reported using the definitions set out in Regulation S-K 1300 and are current as at June 4, 2026. Mineral resources are reported on an in situ basis, inclusive of reserves. |
| 2. | The third-party firm responsible for the estimate is MM&A. |
| 3. | Mineral resources are reported within a conceptual pit shell that uses the key assumptions summarized in Table 11-6 above. |
| 4. | Mineral resources are reported above a COG of 0.4% THM. |
| 5. | Property contains 199.0 Mt of mineral resources (Measured + Indicated) exclusive of mineral reserves (Figure 11-8). |
| 6. | Estimates have been rounded. |
|
Page 133 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 11.15 | Qualified Person’s Opinion |
Based on the data review, the attendant work done to verify the data integrity and the creation of an independent geologic model, MM&A believes this to be a fair and accurate representation of the IperionX mineral resources. Moreover, MM&A opines that additional exploration, mine planning and financial analysis could result in conversion of additional resources to reserves in the future; however, there is no guarantee that such will be the case until the additional work is completed.
| 11.16 | Factors That May Affect the Mineral Resource Estimates |
Specific factors that may affect the estimates include:
| > | changes to property control (i.e., owned, leased, or optioned tracts) |
| > | changes to forecast commodity and final product price assumptions |
| > | changes in local interpretations of mineralization geometry and continuity of mineralized zones |
| > | changes to metallurgical recovery assumptions |
| > | changes to assumptions as to deleterious elements |
| > | changes to the input assumptions used to derive the conceptual open pit shell that is used to constrain the estimates |
| > | changes to the cut-off values applied to the estimates |
| > | variations in geotechnical, hydrogeological, and mining assumptions |
| > | changes to environmental, permitting, and social license assumptions |
|
Page 134 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 12 | Mineral Reserve Estimates |
| 12.1 | Assumptions, Parameters and Methodology |
Mineral reserves were converted from measured and indicated mineral resources. Inferred mineral resources were treated as waste.
| 12.1.1 | Optimization Methodology |
| 12.1.1.1 | Block Model & Cutoff Grade |
Beginning with the geologic block model described in Section 11, MM&A developed a mine plan and reserve estimate using K-MINE Group’s (K-MINE) Planning and Optimal Pit Boundaries modules. The initial cutoff grade (COG) for mineral reserve estimation was set at 0.4% THM based on previous work. Upon coordination with process engineers designing the WCP, it was determined that a COG yielding a rougher feed grade of 3.2% THM would yield better recoveries through the process plant. A detailed COG analysis was completed whereby additional optimizations were run at COGs of 0.6% THM, 0.7% THM, 0.8% THM, and 0.85% THM to arrive at 3.2% THM grade feed to the WCP. Final COG used for optimization, scheduling, and mine planning was set at 0.85% THM. This selection was supported by a sensitivity analysis.
Price coefficients (or revenue factors) were set up as part of the optimization process with a range of 20% to 110% with a 10% price correlation step for the final products. It was decided to proceed using a 90% price coefficient, which provides the best correlation between maximizing profit and maximizing the mineral reserves mined.
Floodplain restrictions were observed for the optimization process.
Production requirements were based on the target production of 3.5 Mt per year for Phase 1 (Years 1-4) and 10.0 Mt per year for Phase 2 (Years 5-14).
| 12.1.2 | Optimization Parameters |
Optimization parameters for the project were compiled using input from IperionX, S&ME, and MM&A and are shown in Table 12-1.
Geotechnical assessment resulted in a final wall berm (batter) height of 10 m with a batter angle 35 degrees and 5-m benches, resulting in an overall 27.4-degree slope wall (see additional discussion in Section 13.1). Due to the geometry of the mining pits, small amounts of economic material may have been excluded from the mine plan tonnages, while small amounts of sub-economic/low-grade material may have been included and account for the dilution included as part of the mineral reserve estimate.
|
Page 135 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 12-1: Optimization Parameters
| Group / Item | Unit | Value |
| Geometry | ||
| Coordinate System | — | UTM-16N |
| Overburden slope | ° | 26.6 |
| Face slopes | ° | 35 |
| Inter-ramp slope | ° | 29 |
| Overall slope | ° | 27.4 |
| Berm width | m | 5 |
| Batter angle | ° | 35 |
| Berm (batter) height (working) | m | 10 |
| Berm (batter) height (final wall) | m | 10 |
| Minimum mining width | m | 25 |
| Ramp width | m | 25 |
| Total depth | m | 55 |
| Block dimension X | m | 25 |
| Block dimension Y | m | 25 |
| Block dimension Z | m | 1.524 |
| Mining | ||
| Production rate | tonne/year | 3,529,000 to 10,588,000 |
| Production schedule | Hours/Year | 8760 |
| Production schedule efficiency | % | 85 |
| Ramp grade | % | 10 |
| Concentrator recovery | ||
| Rutile | % | 70.6 (81.2% mineral in product) |
| Ilmenite | % | 85.0 (95.8% mineral in product) |
| Heavy rare earth concentrate | % | 89.5 (87.8% mineral in product) |
| Zircon | % | 91.2 (46.9% mineral in product) |
| Cutoff grade (COG) | % | 0.85 THM |
| Specific gravity (ore) | — | 1.57 |
| Specific gravity (waste rock) | — | 1.72 |
| Specific gravity (Coon Creek Formation) | — | 1.54 |
| Specific gravity (soil) | — | 1.72 |
| Restrictions | — | floodplain & wetlands |
| Swell factor | % | 12 |
| Pit Loss/Dilution | % |
10 (in addition to low-grade interburden) |
| Vertical rate of advance | m | 90 |
| Battery limits | location | ROM Pile |
| Financial | ||
| Mining cost | US$/m3 | 7.23 |
| Transportation cost | US$/ROM t | 1.00 |
| Processing cost | US$/ROM t | 3.09 |
| Reclaim/rehandle | US$/ROM t | Included in mining cost |
| Incremental in pit management | US$/ROM t | Included in mining cost |
| General and administrative cost | US$/ROM t | 0.95 |
| Dewatering | US$/ROM t | 0.30 |
| Wetlands mitigation cost | US$/ha | 60,000 |
| Stream mitigation cost | US$/ linear m | 1,425 |
| Royalty | % | 5 |
| Sales price rutile | US$/t | 1,425 |
| Sales price ilmenite | US$/t | 340 |
| Sales price rare earth concentrate | US$/t | 10,678 |
| Sales price zircon concentrate | US$/t | 912 |
Production data outputs from LOM plan sequencing were processed into Microsoft® Excel spreadsheets and summarized on an annual basis for incorporation into the economic model.
|
Page 136 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Revenue streams as projected in the economic portions of the report assume a sales realization (FOB-mine) of US$1,425 per tonne for rutile final product, US$340 per tonne for ilmenite final product, US$912 per tonne for zircon concentrate, and US$10,678 for rare earth elements concentrate. Product prices were provided by IperionX based on “TZMI Titanium Feedstock Price Forecast to 2029, Issue 2, 2025” and Adamas Intelligence “Value of IperionX Monazite Concentrate, Q3, 2025” Market Reports. The FS economic analysis in Section 19 utilizes higher overall commodity prices in aggregate than Mineral Reserve price assumption. This difference reflects updated market information available at the time of completion of the FS economic model. A separate pit optimization economic review and sensitivity analysis demonstrates that the project remains economically viable at the Mineral Reserve commodity price assumption. The conversion of mineral reserves (ROM-basis) via concentration and chemical processing to final products or concentrates are included in IperionX’s business plan, and as such, the costs of such processes and appropriate revenue streams are included in financial modeling.
Resource modeling and mine optimization as described in the report were used as a basis for the reserve estimate using the geologic model described in Section 11 as the basis of the conversion from mineral resources to mineral reserves. Proven and Probable mineral reserves were derived from the defined resource considering relevant processing, economic (including technical estimates of capital, revenue, and cost), marketing, legal, environmental, socio-economic, and regulatory factors.
| 12.2 | Mineral Reserve Statement |
Mineral reserves are reported using the mineral reserve definitions set out in S-K 1300 on a 100% basis. Mineral reserves are current as at June 4, 2026.
The reference point for the mineral reserve estimate is as delivered to the process facilities.
The third-party firm responsible for the estimate is MM&A. The Mineral Reserve estimate is based only on Measured and Indicated Mineral Resources. Inferred Mineral Resources were treated as waste and were not used to support Mineral Reserves or economic viability. The mineral reserve estimates are provided in Table 12-2.
Table 12-2: Titan Project – Estimate of Mineral Reserves, ROM Basis
| Grand Total ROM Tonnes | THM Assemblage | ||||||||
| THM | THM | Zircon | Rutile | Ilmenite | REE | ||||
| Unit | Proven | Probable | Total | (%) | (t) | (%) | (%) | (%) | (%) |
| Upper McNairy | 24,565,000 | 2,415,000 | 26,980,000 | 2.3 | 620,000 | 6.2 | 6.2 | 23.6 | 0.2 |
| Lower McNairy | 68,740,000 | 21,307,000 | 90,047,000 | 3.4 | 3,086,000 | 12.7 | 10.5 | 48.3 | 1.9 |
| Total | 93,306,000 | 23,722,000 | 117,027,000 | 3.2 | 3,706,000 | 11.6 | 9.8 | 44.2 | 1.6 |
Notes to accompany mineral reserve table:
| 1. | Mineral reserves are reported using the definitions set out in Regulation S-K 1300 and are current as at June 4, 2026. Mineral reserves are reported on a ROM basis. |
| 2. | The third-party firm responsible for the estimate is MM&A. |
| 3. | Mineral reserves are reported within a finalized mine design pit shell that uses the key assumptions summarized in Table 12-1 above. |
| 4. | Mineral reserves are reported above a COG of 0.85% THM. |
| 5. | Ilmenite includes leucoxene, pseudorutile, and ilmenite and REE includes monazite, xenotime, and unclassified REE. |
| 6. | Estimates have been rounded. |
|
Page 137 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 12.3 | Qualified Person’s Opinion |
Mineral reserves are reported using the definitions in S-K 1300. The Qualified Person’s considered pertinent modifying factors, inclusive of geological, environmental, regulatory, and legal factors, in converting a portion of the measured and indicated mineral resources to mineral reserves.
| 12.4 | Factors That May Affect the Mineral Reserve Estimates |
Specific factors that may affect the estimates include:
| > | changes to property control (i.e., owned, leased, or optioned tracts) |
| > | changes to forecast commodity and final product price assumptions |
| > | changes in local interpretations of mineralization geometry and continuity of mineralized zones |
| > | changes to metallurgical recovery assumptions |
| > | changes to assumptions as to deleterious elements |
| > | changes to the input assumptions used to derive the finalized mine design open pit shell that was used to constrain the estimates |
| > | changes to the cut-off value applied to the estimates |
| > | variations in geotechnical, hydrogeological, and mining assumptions |
| > | changes to pit optimization assumptions |
| > | changes to mine designs |
| > | changes to environmental, permitting, and social license assumptions |
|
Page 138 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 13 | Mining Methods |
| 13.1 | Pit Slope Assumptions |
The pit slope stability information for the project is based primarily on field and laboratory data presented in a geotechnical report completed by S&ME titled “Report of Geotechnical Exploration – Titan Heavy Mineral Sands Project – Mine Pit Side Wall Slopes – Camden Tennessee, S&ME Project No. 22350271B”, dated August 21, 2025. The pit slope geotechnical assessment includes data collected from 44 geotechnical borings that were planned, drilled, and tested specifically for the Titan project. The layout of the geotechnical borings is included in the figure below, which is excerpted from S&ME’s 2025 report. Planning for the geotechnical exploration drilling was a collaborative effort amongst S&ME, MM&A, and IperionX. S&ME managed all of the drilling activities and performed all of the laboratory testing. In addition, S&ME completed a series of initial two-dimensional (2-D) pit slope stability models to provide general guidelines for pit slope stability considerations. The S&ME report concluded with general recommendations for stable pit slope wall parameters, with an emphasis on overall pit slope angles. S&ME’s 2-D stability modeling relied upon estimated pit wall water table positions, as model results for pit slope dewatering were not available at the conclusion of S&ME’s study.
Geotechnical characterization, by geologic unit, as determined by S&ME’s investigation, is summarized in Table 7-2.
The S&ME mine pit wall slope stability report presented six representative pit slope cross-sections from within the planned mine area for geotechnical modeling purposes. The stability analyses relied upon assumed water levels, and S&ME concluded that water tables in the mine pit slopes would be a critical factor for pit wall stability. S&ME conducted the initial pit slope stability assessments based on a desired factor of safety of 1.5, a value that is often used in the mining industry for long-term slopes. Overall, a range of factors of safety of 1.3 to 1.5 for slope stability is common within the mining industry and suitable for the Titan Project, with variability dependent upon location of potential failures, size of potential failures, consequences of failures, exposure time of pit walls, and the number of uncertainties associated with the calculation of the factor of safety.
The pit slope parameters tested by the stability assessment and used for the current pit optimization results are summarized in Figure 13-1.
| |
Page 139 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-1: Pit Slope Geometric Parameters
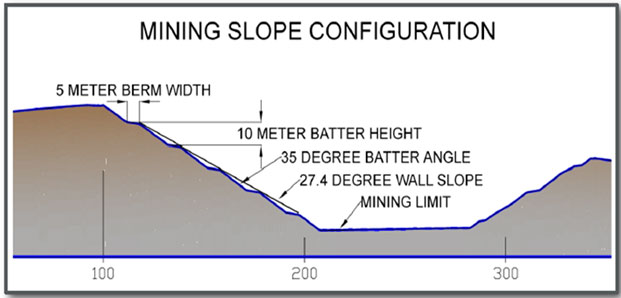
Note: Figure prepared by MM&A, 2026.
Additional confirmation of the stability of the planned pit slopes was achieved via a combination of hydrogeologic modeling, additional 2-D slope stability assessment, and subsequent 3-D slope stability modeling. Large-scale, 3-D groundwater modeling for the proposed pit development over the life of mining was completed by HDR (see Section 7.3). While the results from the HDR modeling provided an estimate of groundwater inflow to the pits over the life of the mine, more detailed, slope-specific groundwater simulation was completed by MM&A, using Rocscience’s RS2 software, to evaluate the expected water table surfaces in the mine pit slopes for various potential dewatering scenarios. The RS2 modeling allowed for evaluation and comparison of the effects on the water table of pit excavation only, pit excavation with dewatering wells, and pit excavation with dewatering wells and addition of slurry wall sections along the perimeter of the pits in the context of pit slope stability. Modeling was completed using hydrogeologic parameters determined by a pump test conducted by HDR and the models were run assuming transient conditions. The diagram below summarizes the hydraulic conductivity values, both horizontal and vertical, applied to the RS2 modeling, consistent with information provided by HDR.
| |
Page 140 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-2: RS2 Pit Wall Seepage Modelling – Horizontal and Vertical Hydraulic Conductivity Inputs
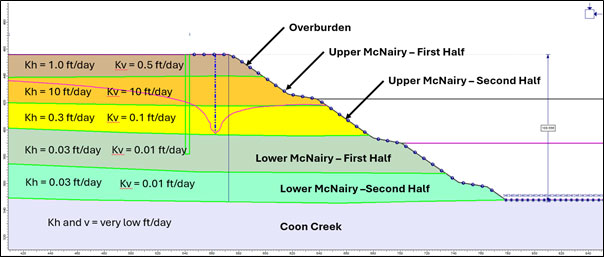
Note: Figure prepared by MM&A, 2026.
Results consistently demonstrated the effects of the lower vertical conductivities estimated for the first and second halves of the Lower McNairy Formation unit, as compared to the higher-conductivity overburden and Upper McNairy Formation units. Regardless of the dewatering approach applied, modeling suggests that groundwater seepage in the pit walls is expected to emerge from near the base of the first half of the Upper McNairy Formation or the top of the second half of the Upper McNairy Formation, even after significant time periods. The first figure below demonstrates model results for expected change to the water table in the pit wall assuming that no special dewatering activities are conducted other than excavation of the pit. As is evident from the figure, seepage is expected to emerge near the middle of the Upper McNairy, even after two years.
Figure 13-3: RS2 Pit Wall Seepage Modelling – Sequenced Model Results for
Water Surface Changes Over Time with Only Pit Excavation
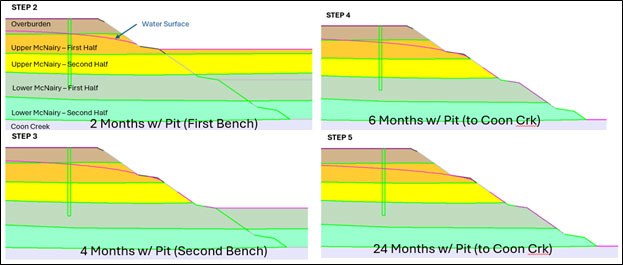
Note: Figure prepared by MM&A, 2026.
| |
Page 141 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
In comparison to the pit excavation only case, the next figure demonstrates the water table modeling results including pumping from a pit perimeter well and excavation of the pit. Step 2 in the figure indicates the drawdown expected from the well after three months of pumping and Step 3 is the water table after one year of pumping. Steps 4 through 6 indicate the expected water table response associated with the pumping coupled with sequenced excavation of the pit over time, out to 18 months. Finally, Step 7 indicates that the water table, despite 36 months of pumping in addition to the excavated pit, is still expected to seep at the middle of the Upper McNairy unit.
Figure 13-4: RS2 Pit Wall Seepage Modelling – Sequenced Model Results for
Water Surface Changes Over Time with Pit Perimeter Pumping Well and Pit Excavation
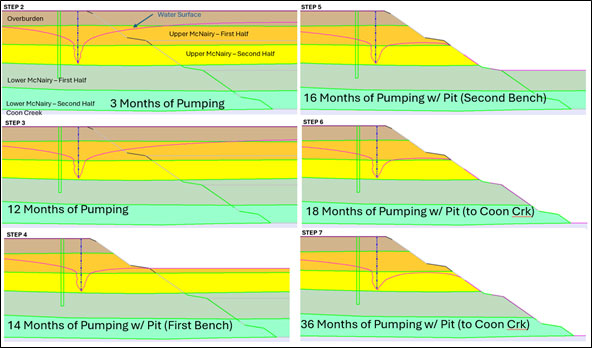 |
||
| Note: Figure prepared by MM&A, 2026. |
Additional models, including simulation of deeper wells placed to dewater from the first and second halves of the Lower McNairy Formation, indicated that the wells had minimal effect on dewatering those units within a reasonable timeframe relative to the anticipated pace of mining.
| |
Page 142 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The anticipated difficulty of dewatering the Lower McNairy Formation unit, as well as the underlying Coon Creek, resulted in lower than desired factors of safety when evaluating the slopes along two-dimensional cross-section lines. To enable more accurate slope stability assessment of the actual planned pit walls considering the overall pit shapes and placement of tailings as mining progresses, 3-D slope stability assessment was completed using Rocscience’s SLIDE3 software. Due to the anticipated challenges of dewatering the Lower McNairy Formation unit, the 3-D stability modeling was completed assuming pit excavation would proceed with dewatering occurring via only a sump and pump in the advancing pit. To simulate worst-case groundwater inflow conditions, the 3-D stability models assumed a water table surface very close to the pit wall surface (approximately 0.3 to 0.6 meters or 1 to 2 feet below the pit wall surface). The 3-D stability models were completed for numerous locations within the life of mine pit shells, with specific attention given to areas where the pit walls are expected to be the highest. By analyzing the stability of the highest expected pit walls and assuming a water table position very close to the final pit wall ground surface, the assessment accounts for conditions that may result from large precipitation events. Example visuals from the 3-D slope stability modeling are included in the figures below. The largest area of greatest pit wall height for the proposed pit shell is located on the western side of the project (see first figure below).
Figure 13-5: Approximate Total Wall Height Variations
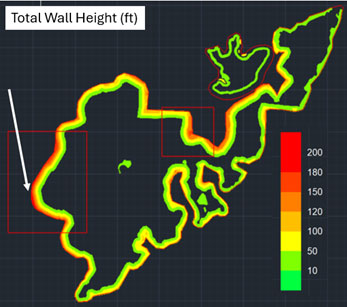
Note: Figure prepared by MM&A, 2026.
Images from the 3-D slope stability modeling conducted for the western side of the pit, where the walls will be the greatest in height, are included below. The first figure below depicts the modeled area with the pit wall contours indicated. The second figure is the modeled area as represented in the 3-D modeling software. As shown, the 3-D water table for the model was assumed to be very near the surface of the ground, with numerous places where the water surface actually emerges from the pit wall.
| |
Page 143 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-6: Pit Wall Contours for 3D Slope Stability Model of Western Side of Overall Pit
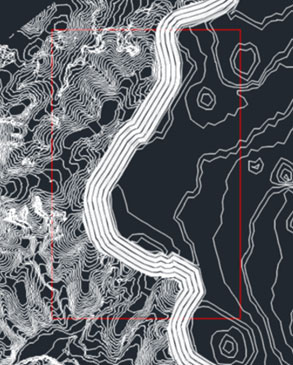
Note: Figure prepared by MM&A, 2026.
Figure 13-7: Western Pit Wall Depiction in 3D Slope Stability Modelling Software (SLIDE3)
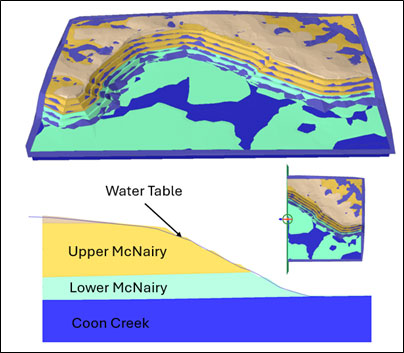
Note: Figure prepared by MM&A, 2026.
| |
Page 144 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The figure below summarizes the 3-D slope stability modeling results for the western slopes of the planned pits, where the wall height is expected to be the greatest. As indicated by the results, the lowest factor of safety computed (global minimum) is 1.4, with the wall area generally ranging in safety factor from approximately 1.4 to 1.8.
Figure 13-8: Western Pit Wall Depiction in 3D Slope Stability Modelling Software (SLIDE3)
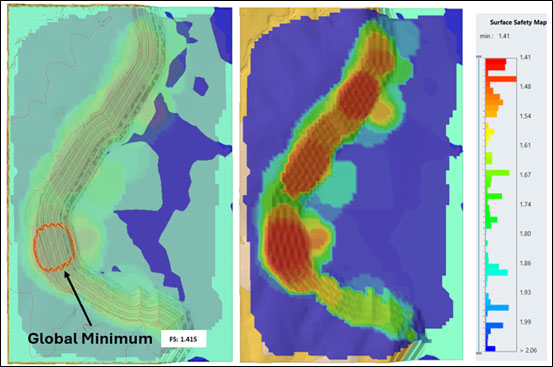
Note: Figure prepared by MM&A, 2026.
Results indicate that typical minimum pit wall stability factors of safety are expected to be in the range of 1.3 to 1.5, with smaller failures more often associated with the lower end of the factors of safety range and larger potential failures often exhibiting factors of safety values of 1.4 to 1.5. The 3-D pit wall modeling did not include the planned tailings backfill. Tailings backfill, which is planned to closely follow with the advancing mining face, will provide buttressing support to the pit slope walls, further increasing the wall stability.
To supplement the modelling efforts, MM&A and IperionX collected observations from nearby excavations in the Upper McNairy formation for general reference. Available topographic mapping was also reviewed in those mining areas to estimate the current wall angles being used. The proposed designs were within ranges seen at the existing operations.
The photographs below provide examples of conditions encountered during excavation of the Upper McNairy formation at mine locations within the region.
| |
Page 145 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-9: Example Photograph 1 of Working Face Excavation into Overburden and Upper McNairy

Figure 13-10: Example Photograph 2 of Working Face Excavation into Overburden and Upper McNairy
 |
||
| The nearby excavations observed reportedly do not have perimeter dewatering wells and/or slurry wall configurations. | ||
| |
Page 146 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-11: Example Photograph 3 of Working Face Excavation into Overburden and Upper McNairy
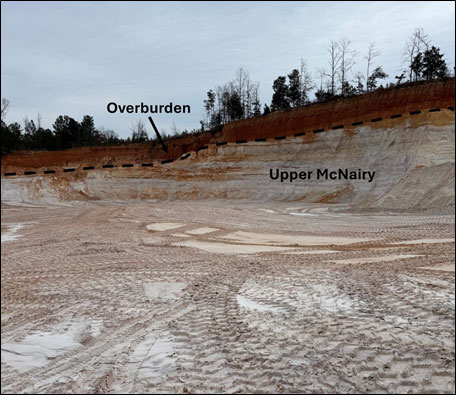
In addition to observations collected at other mines in the area where the Upper McNairy is being excavated, available topographic mapping was reviewed in those mining areas to estimate the current wall angles being used. The figure below is an example topographic section from a mine site west of Camden, Tennessee, where the overburden and Upper McNairy materials are exposed in the cut. While the cut is only about 40 feet high, it provides some insight into wall slope angles for the Upper McNairy. The lower part of the slope is at a 58-degree angle, and the upper portion of the slope is at 40 degrees, with an overall slope of approximately 47 degrees. In comparison, maximum bench angles used for the Titan Project design are 35 degrees with the overall angle of the slope at 27 degrees.
| |
Page 147 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-12: Example Topographic Section Line through 40-Foot Highwall at Nearby Excavation into Upper McNairy
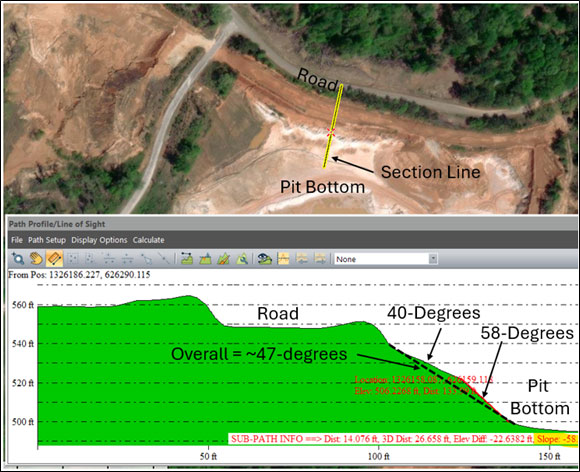
Note: Figure prepared by MM&A, 2026.
| 13.2 | Tailings Geotechnical Assessment |
The mine plan requires that the filtered/dried tailings material from the WCP will be backfilled into the mine pit as mining progresses. The backfilling in the pits will also include waste material moved directly from the mining face to the backfill. The backfilled tailings structure is expected to follow closely behind the advancing open pit mine face. The expected geotechnical properties of the tailings material were assessed as described in a report by S&ME titled “Report of Engineering Services – Titan Heavy Mineral Sands Project – Tailings Slope, Camden Tennessee, S&ME Project No. 22350271B”, submitted to IperionX on August 27, 2025. Laboratory testing was completed for two separate samples of tailings material representative of the approximate mixtures of sand tailings and slimes material to be placed in the backfill (samples included 13.1% slimes to 86.9% sand and 23.1% slimes to 76.9% sand). The test results from the tailings samples are considered to be reasonably representative of the direct waste material, given that much of the waste material is Upper McNairy sand that contains some clay material. The S&ME report indicates that the tailings are expected to have a unit weight of 100 pcf, an effective cohesion of 0 psf, and a friction angle of 33 degrees. The S&ME testing did not indicate a significant difference in geotechnical properties related to the variation in the percentage of slimes composition. S&ME also provided an expected hydraulic conductivity value for the tailings of 1 x 10-4 cm/sec (2.8 ft/day) or greater.
| |
Page 148 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The laboratory analysis results were used by S&ME to conduct initial slope stability modeling (four representative cross-section) for the backfilled tailings and waste material. The results of S&ME’s modeling indicate that bench angles of 21.8-degrees (2.5H:1V) in the tailings are expected to be stable with FS values ranging from approximately 1.4 to 1.6.
Laboratory strength testing was conducted on tailings samples that had been compacted to at least 92-percent of the material’s maximum dry density as determined by the standard Proctor compaction test (ASTM D698). To reach this level of compaction in the field, S&ME’s recommendation is to place an initial 0.9-m (3-foot) lift thickness of tailings on top of the Coon Creek Formation at the bottom of the pit and then to subsequently place 0.3-m (12-inch) lifts as the tailings backfill is developed. The tailings material is assumed to be at a moisture content of approximately 16% to 18% for stability reasons as placement and compaction is occurring. In the context of the Titan Project, the actual compaction for the backfilled tailings may be less than the recommended 92-percent as a result of the rate of backfilling and the equipment to be used for the backfilling and reclamation.
Additional 3-D slope tailings stability modeling was completed. The modeling assumed a significantly reduced strength for the tailings, as compared to the parameters determined by S&ME’s laboratory testing. To test a conceptual “worst case”, the 3-D modeling assumed the strength of the tailings to be represented as loose sand. Modeling assumed a tailings density of 70 pcf (a value representative of the low-end range of density for loose, dry sand (SME, 2002)) and a reduced friction angle of 28-degrees (also a low-end range value for loose sand). The use of loose sand parameters to model the backfilled tailings is a conservative approach and the actual strength conditions for the tailings are expected to be more similar to the optimal compaction than to loose sand. The results indicate that, even assuming very little compaction (simulated by using loose sand strength conditions for the tailings) and assuming the water table is allowed to build-up to 9m (30 feet) below the top of the backfilled tailings, the tailings slope still is expected to have a factor of safety of just under 1.2 (Figure 13-13). The same model was run assuming that the water level in the tailings is maintained at approximately 12 m (40 feet) below the top of the backfilled tailings and the factor of safety for a potential large-scale failure in the tailings slope increased to 1.6. The 3-D tailings slope stability modeling demonstrates that the backfilled tailings is expected to be stable, even if less-than-optimal compaction is achieved. Due to the sensitivity of the “worst case” tailings backfill slope stability to water level build up in the tailings, monitoring/pumping wells will periodically be installed in the backfilled tailings to ensure that the water table does not build to an adverse level.
| |
Page 149 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-13: Example Screen Shot of 3-D Modeling of Backfilled Tailings Assuming Reduced Strength Due to Potential Less-than-Optimal Compaction (Potential Failure Surface with Water Level at 30 feet deep and Seepage at Toe of Tailings)
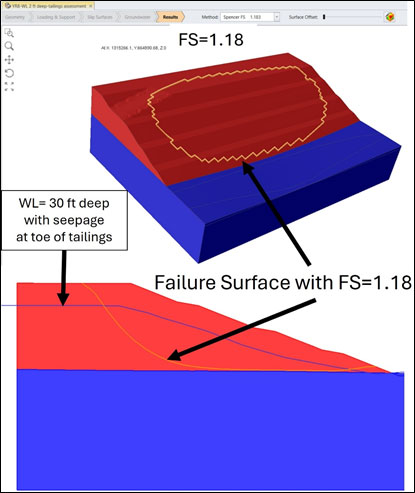
Note: Figure prepared by MM&A, 2026.
| 13.3 | Hydrogeological Assessment |
Groundwater modeling for the life of mine was completed by HDR (see Section 7.4). The following discussion summarizes the basic components of the modeling and describes how the results of the hydrogeologic modeling were used for the project. Details of the modeling are available by reviewing the report titled “Groundwater Flow Model Addendum – IPX”. The March 2026 report was presented as an addendum to a previous report completed by HDR in 2022, titled “Groundwater Flow Model – IPX, Henry and Carroll Counties, TN”, submitted to IperionX December 14, 2022.
| |
Page 150 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
HDR completed groundwater models for two separate dewatering scenarios, one considering dewatering wells along the pit perimeter and another considering a reduced number of dewatering wells along the pit perimeter in combination with a series of slurry walls also along the pit perimeter. Project scheduling and necessary iterations that occurred through the life of the Titan Project resulted in the groundwater flow modeling being conducted on a slightly different mine plan, as compared to the finalized mine plan used for this FS. The mine plan that was used for the groundwater modeling and the finalized mine plan relied upon for the FS are nearly identical in location and similar in overall pit size, with some variation in mining sequence in the first five years of the mine life. To match the estimated groundwater inflow results from HDR’s model to the finalized pit layout and mining sequence, each groundwater-modeled pit area was coupled with the associated model-estimated inflow to determine an average groundwater inflow rate per acre mined for each area. Then the finalized mine plan area and sequencing was overlain onto the inflow areas defined by the HDR modeling, and inflows were estimated for each final mine plan sequence area by applying the model-determined gallon per minute per acre values. The final mine plan considers that no dewatering wells or slurry walls are necessary to maintain adequate stable pit walls, so the total inflow values estimated by the HDR modeling are utilized (total of estimated flow from dewatering wells and toe drains within the bottom of the advancing pit).
A graph of the estimated total pit groundwater inflow variations over the life of mine is presented in Figure 7-5.
| 13.4 | Mining Related Requirements |
Mining operations for the Titan project site are based on providing 3.5 Mt per year for Phase 1 (Years 1-4) and 10.0 Mt per year for Phase 2 (Years 5-14) to the WCP from the mining pits within the Titan project boundary and disposing of dewatered tailings and waste material (non-ore sand and soils) in the Waste Storage Areas, Topsoil Storage Area, and Pit backfill areas. Final estimates for fleet equipment size and mine costs were generated by the mining contractors from the production schedule.
| 13.5 | Mine Plan |
A finalized FS mine plan was created using K-MINE’s Dynamic Design module for multiple years based on nested pits created from initial optimizations in order to create route profiles for equipment sizing and scheduling. These plans were developed by MM&A in order to allow mining contractors to match production requirements by year to excavators, articulated haul trucks and fixed and mobile conveyors, which ultimately resulted in preparing cost analysis data used in mining cost modeling and are examples of typical mine plan sections and haulage profiles, respectively.
Yearly plans incorporated ore production to the WCP, waste production to on-site waste dumps, and the associated conveyor lines for each destination. Ore production was primarily dictated by WCP ROM feed requirements and secondarily dictated by pit size and scheduling of exhausted pits for tailings and waste backfill. Detailed drawings of the mine plan showing pit contours, backfill contours, pit sections, haulage profiles, and ore waste sections are included in the February 2026 contract mining package prepared by MM&A titled “Request for Mine Prices – IperionX Limited Titan Project near Camden, Tennessee”.
| |
Page 151 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 13.6 | Mining Method Selection |
| 13.6.1 | Mining Method Determination |
MM&A prepared a qualitative decision matrix presented in Figure 13-14 below. Based on a review of the key criteria (productivity, flexibility, separating plant-pit operations, operating cost, capital cost, ore selectivity, and sensitivity to potentially wet pit floor), MM&A recommended an excavator and truck mining method, with mining activities completed by a contractor. This assumes the mobile equipment fleet is owned by the contractor. This option had the lowest initial and overall life-of-mine capital, and lowest net present value (NPV) for the three methods evaluated.
Figure 13-14: Mining Method Selection Decision Matrix
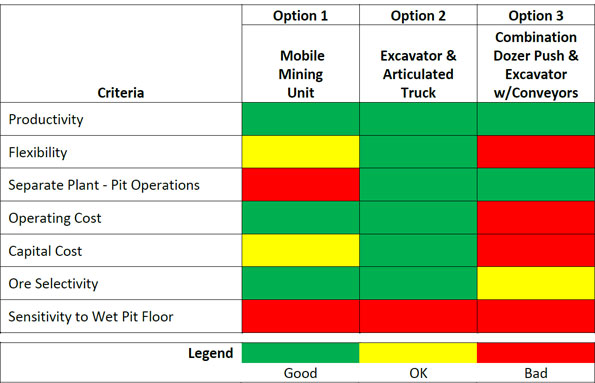
| 13.6.2 | Mining Method Details |
A combination of excavators and articulated trucks will be used to mine the ROM ore as well as all topsoil, overburden and interburden waste material. ROM stockpiles and initial waste disposal areas were designed to minimize haul distances. Conveyors will be used to transport ROM ore from the mine area to the WCP, and dewatered tailings from the WCP back to the pits for disposal in the final backfill. Backfill locations are shown in Figure 13-15.
| |
Page 152 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-15: Waste & ROM Pile Plan and Profile Views
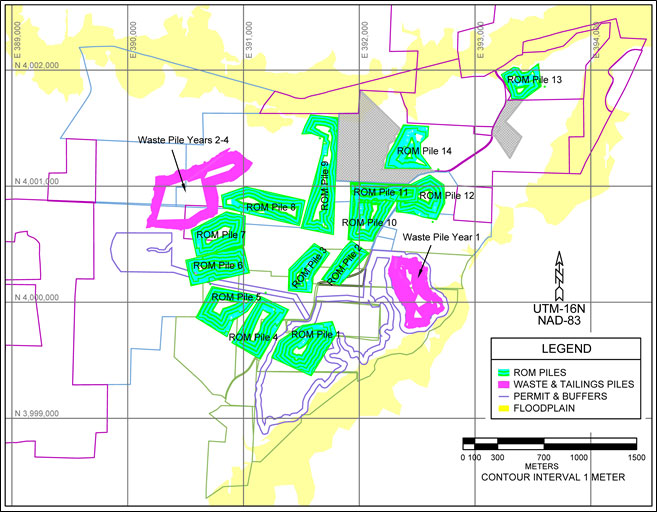
Note: Figure prepared by MM&A, 2026.
Articulated trucks will transport ROM ore from the excavator to the ROM stockpile where it will be screened to remove oversize material and conveyed to the WCP. A contractor will load ROM ore from the stockpile into the hopper that feeds the conveyor. Tailings material will be dewatered as part of the WCP process and transported back to the mined pits and storage areas via conveyors for dry stacking. Figure 13-16 below shows a typical profile of the proposed mining method.
| |
Page 153 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-16: Schematic Pit Diagram
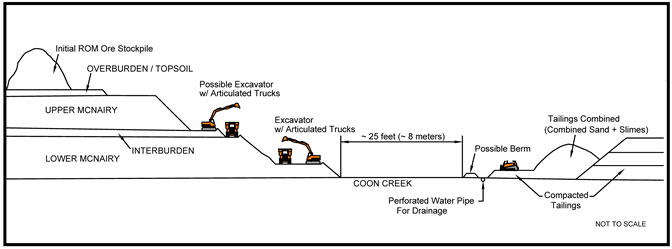
Note: Figure prepared by MM&A, 2026.
After dewatering as part of the WCP processing operations, combined (sand and slimes) tailings will be disposed of by stacking within the pit void behind the mining face. Tailings in Year 1 are to be stored in the Waste Pile East and pit waste (interburden) is to be backfilled into the pit area. Tailings will be transported from the plant area to Waste Pile East by conveyor and the contractor will place tailings with dozers. Pit waste will be hauled by the contractor from the working face to the pit backfill areas and spread with dozers. A mine layout showing the Year 1 ROM pile, waste pile and backfill surface locations is provided in Figure 13-17.
| |
Page 154 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-17: Year 1 Mine Pit, ROM Pile, Waste Pile and Backfill Surfaces
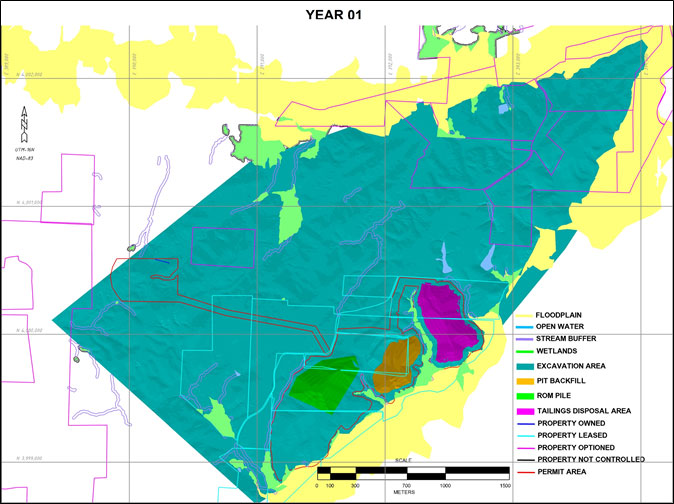
Note: Figure prepared by MM&A, 2026.
Tailings in Years 2-4 are to be stored in the Waste Pile North near the plant area and pit waste is to be backfilled into the pit areas. Permitting for the Waste Pile North has not been completed at this time, but the FS financial model includes capital cost (CAPEX) to permit this area. Tailings disposal in Years 2-4 will be transported by conveyor to Waste Pile North and the contractor will place the tailings with dozers. Pit waste will be hauled by the contractor from the working face to the pit backfill areas and spread with dozers. A mine layout showing the Year 4 ROM pile, waste pile and backfill surface locations is provided in Figure 13-18.
| |
Page 155 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-18: Year 4 Mine Pit, ROM Pile, Waste Pile and Backfill Surfaces
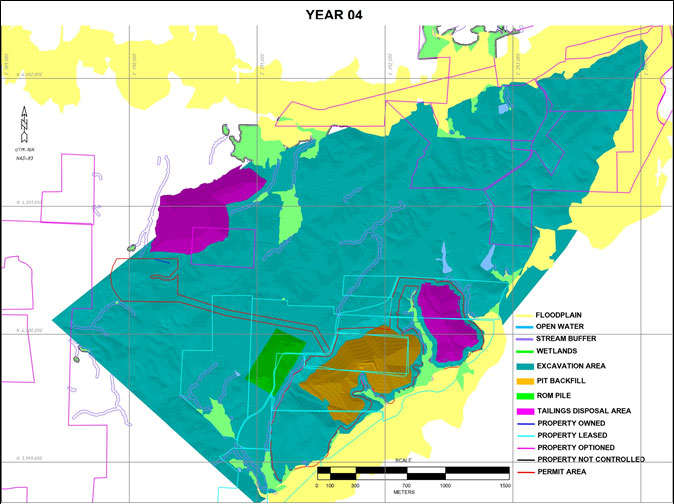
Note: Figure prepared by MM&A, 2026.
Beginning in Year 5 there is sufficient room for tailings and waste to be backfilled into the pit areas. Tailings will be hauled by the contractor from a bin located at the ROM pile to the pit backfill areas. Pit waste will be hauled by the contractor from the working face to the pit backfill areas and spread with dozers. Tailings from Year 1 stored in the Waste Pile East will need to be moved to pit backfill in Year 10 so the area can be mined in Year 11. The volume of material to be rehandled by the contractor in Year 10 is approximately 2,077,000 m3. A mine layout showing the Year 11 ROM pile, waste pile and backfill surface locations is provided in Figure 13-19.
| |
Page 156 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-19: Year 11 Mine Pit, ROM Pile, Waste Pile and Backfill Surfaces
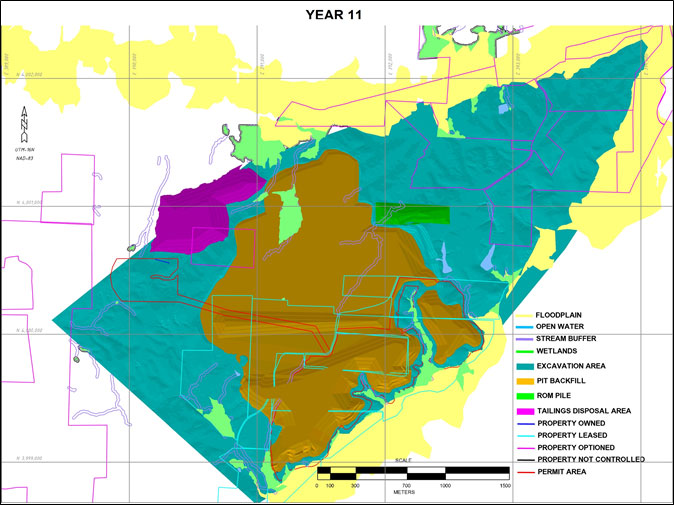
Note: Figure prepared by MM&A, 2026.
All final mine and backfill surfaces are completed in Year 14 (see Figure 13-20 below).
| |
Page 157 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-20: Year 14 Showing Final LOM Backfill Surfaces
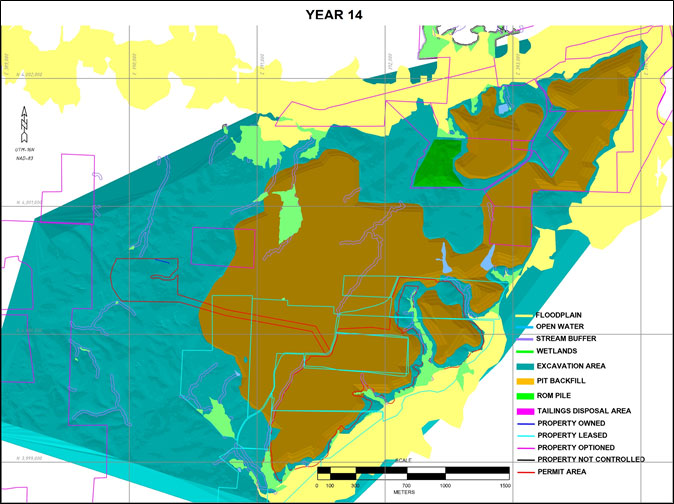
Note: Figure prepared by MM&A, 2026.
| 13.7 | Labor and Equipment |
Mining contractors will provide all labor and material to support equipment, including all mobile mining equipment, water truck, dozer capable of maintaining the waste disposal volumes, motor grader, utility loader backhoe, fixed or portable lights, pumps, and a utility articulated haul truck (for erosion control measures, cleaning, etc.). The cost of the initial capital cost for all mobile equipment, in addition to equipment rebuilds and/or replacement throughout the life of the mine, will be incurred by the Contractor. The Contractor is responsible for selecting and sizing the equipment fleet in order to execute the mine plan in the most efficient, cost-effective manner possible. Equipment consumables, repairs, maintenance, and labor costs are included in Contractor pricing to supply mine services including waste mobile conveyors, loaders for ore, loaders for waste, dozers for ore and interburden material, dozers for waste spreading & compaction, dozers for reclamation, and support equipment.
| |
Page 158 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 13.7.1 | Equipment |
Mining equipment planned to be used by the contractor in the execution of the finalized mine plan consists of a combination of excavators and wheel loaders with articulated haul trucks, in addition to dozers. Table 13-1 below summarizes the expected major mining equipment to support the proposed mine plan. Support equipment will consist of mid-size excavators, agricultural loaders, track loaders, compactors, diesel pumps, custom maintenance trucks, fuel/lubrication trucks, road management tractors or graders and water trucks.
Table 13-1: Required Equipment to be Provided by Contractors
| Make | Type | Model | Phase 1 | Phase 2 |
| Caterpillar | Hydraulic Excavator | Cat 395 | 2 | 6 |
| Caterpillar | Articulated Haul Truck | Cat 745 | 18 | 32 |
| Caterpillar | Dozer | D8 | 2 | 4 |
| Caterpillar | Dozer | D6XE | 1 | 1 |
| Caterpillar | Articulated Truck | 725 Water Truck | 1 | 1 |
| Caterpillar | Scraper | Tractor & Box | 1 | 1 |
| Caterpillar | Dozer | D11T | 2 | 5 |
| Caterpillar | Wheel Loader | 982XE | 8 | 10 |
| Caterpillar | Hydraulic Excavator | Cat 352 | 2 | 2 |
| Caterpillar | Compactor | 825 Compactor | 1 | 1 |
| Kenworth | Support | Mechanic/Service Truck | 2 | 5 |
| Caterpillar | Grader | 16G/H Motor Grader | 1 | 1 |
| Kenworth | Support | Fuel/Lube Truck | 1 | 2 |
| 13.7.2 | Labor |
All labor necessary to operate the mobile mining equipment and conveyor movement at the Titan project will be provided by a mining contractor. The contractor will be responsible for all overburden removal, mining and loading of raw ore material onto conveyors, and handling and placement of all waste and tailings material in the final backfill. The contractor will also handle movement and maintenance activities for the materials handling and conveyor system at the mine. IperionX labor at the mine is projected to include an engineering manager, geologists, and drafting personnel to support the necessary engineering, planning and grade control activities. An average of 25 contract mining equipment operators plus 4 IperionX employees (29 total people) are projected for Phase 1 (Years 1-4), to as many as 84 contract mining equipment operators plus 6 IperionX employees (90 total people) for Phase 2 (Years 5-14).
| 13.8 | Internal Roads |
MM&A completed design of internal roads capable of handling ore conveyors, waste conveyors, maintenance access roads, as well as the associated erosion control structures. Mine roads will provide access to the various pits and waste disposal areas and provide connections to off-site transportation routes (Figure 13-22). Roadways were designed to be 25 m (82 feet) wide to accommodate two-way traffic, including runoff ditches and safety berms where required by MSHA (Figure 13-21).
| |
Page 159 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-21: Typical Roadway Design
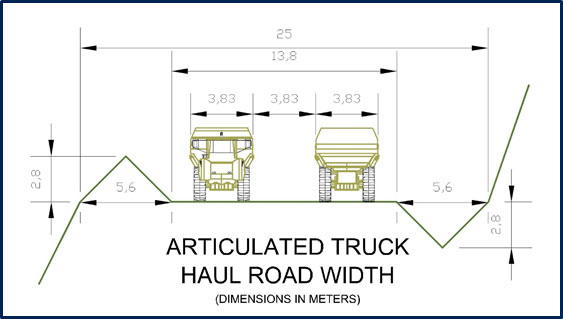
Note: Figure prepared by MM&A, 2026.
Figure 13-22: Internal Haulage Road Network
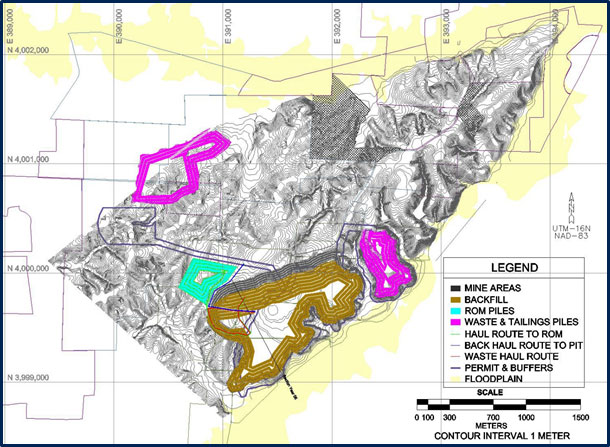
Note: Figure prepared by MM&A, 2026.
| |
Page 160 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 13.9 | Production Rates |
Production scheduling was based on providing 400 tph rougher feed, roughly 3.5 Mt per year of ROM ore to the WCP during Phase 1 (Years 1-4) and 1,200 tph rougher feed, roughly 10.0 Mt per year of ROM ore during Phase 2 (Years 5-14). The following parameters were used for production scheduling:
| > | concentrator ROM feed of approximately 3.5 Mt to 10.0 Mt ROM ore per year |
| > | Proven and Probable mineral reserves only for all years of operations |
| > | target output of 3.2% THM over the LOM |
| > | minor amounts of sub-economic material that report in the design shells add planned dilution to the projected ROM material |
Production scheduling was performed using K-MINE’s scheduling module software over a 14-year mine life and is shown in Figure 13-23 and Table 13-2. Figure 13-25 through Figure 13-38 shows the mining excavation area, pit backfill surface, ROM pile location and tailings disposal area by year for the entire 14-year mine life.
Figure 13-23: Titan Mine LOM Production Timing Map
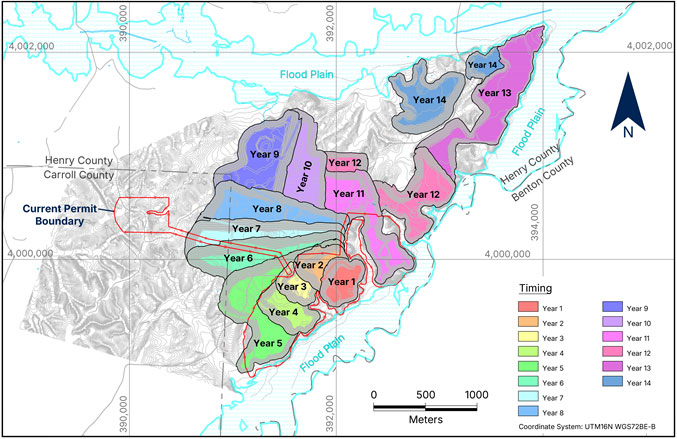
Note: Figure prepared by MM&A, 2026.
Outer boundaries of the pits denote the designed finalized outline of the mine.
| |
Page 161 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Results of the detailed mine schedule for the Titan project yielded 117 Mt of ROM ore with 3.2% THM over the 14-year mine life (see Figure 13-24). Production scheduling was based on providing 400 tph rougher feed, roughly 3.5 Mt per year of ROM ore to the WCP during Phase 1 (Years 1-4) and 1,200 tph rougher feed, roughly 10.0 Mt per year of ROM ore during Phase 2 (Years 5-14) and includes Proven and Probable Mineral Reserves only for all years of operations. The Mineral Reserve estimate and production target is approximately 117 million ROM tonnes over the 14-year mine period at a THM of 3.2 percent. Approximately 93.3 million tonnes or 80% of the Mineral Reserves and production target estimates are Proven, while 23.7 million tonnes or 20% of the Mineral Reserves and production target estimates are Probable. All Mineral Reserves were converted from Measured and Indicated Mineral Resources. Inferred Mineral Resources were treated as waste.
Figure 13-24: Annual Ore Production Tonnes and THM%
The anticipated schedule is to run 24 hours per day 7 days per week (8,760 hours/year). The resulting Titan project production forecast is summarized in Table 13-2.
| |
Page 162 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 13-2: LOM Production Schedule
| Tonnage Breakout | Volume Breakout | Ore Breakout | ||||||||||
| Period | Location | Total Weight (Mt) |
Total Ore Weight |
Total Waste Weight (Mt) |
Stripping Ratio by Weight |
Total Volume |
Total Ore Volume (Millon m3) |
Total Waste Volume (Millon m3) |
Tailings Volume from Mineral (Millon m3) |
UM Probable (Mt) |
LM (Mt) |
Total Proven & (Mt) |
| Year01 | Southeast | 6.25 | 3.43 | 2.82 | 0.82 | 3.92 | 2.19 | 1.74 | 2.08 | 0.27 | 3.16 | 3.43 |
| Year02 | Southeast | 6.26 | 3.37 | 2.89 | 0.86 | 3.91 | 2.15 | 1.77 | 2.06 | 1.51 | 1.86 | 3.37 |
| Year03 | Southeast | 5.48 | 3.42 | 2.06 | 0.60 | 3.44 | 2.18 | 1.26 | 2.11 | 2.13 | 1.29 | 3.42 |
| Year04 | Southeast | 8.31 | 3.40 | 4.91 | 1.45 | 5.23 | 2.16 | 3.07 | 2.08 | 0.90 | 2.49 | 3.40 |
| Year05 | Southeast | 25.31 | 10.28 | 15.02 | 1.46 | 15.97 | 6.55 | 9.42 | 6.34 | 2.51 | 7.77 | 10.28 |
| Year06 | Southwest | 20.02 | 10.11 | 9.91 | 0.98 | 12.61 | 6.44 | 6.17 | 6.23 | 5.44 | 4.67 | 10.11 |
| Year07 | Southwest | 19.08 | 10.02 | 9.06 | 0.90 | 12.04 | 6.38 | 5.65 | 6.17 | 4.98 | 5.04 | 10.02 |
| Year08 | Southwest | 21.09 | 10.16 | 10.93 | 1.08 | 13.31 | 6.47 | 6.83 | 6.28 | 3.96 | 6.21 | 10.16 |
| Year09 | Central | 18.84 | 10.25 | 8.60 | 0.84 | 11.90 | 6.53 | 5.37 | 6.36 | 1.78 | 8.47 | 10.25 |
| Year10 | Central | 18.27 | 10.39 | 7.88 | 0.76 | 11.54 | 6.62 | 4.93 | 6.43 | 0.98 | 9.41 | 10.39 |
| Year11 | Central | 17.92 | 10.01 | 7.91 | 0.79 | 11.21 | 6.37 | 4.84 | 6.17 | 0.69 | 9.31 | 10.01 |
| Year12 | East | 15.07 | 10.49 | 4.58 | 0.44 | 9.45 | 6.68 | 2.77 | 6.50 | 0.48 | 10.01 | 10.49 |
| Year13 | Northeast | 17.18 | 11.62 | 5.56 | 0.48 | 10.76 | 7.40 | 3.36 | 7.14 | 0.39 | 11.23 | 11.62 |
| Year14 | Northeast | 13.52 | 10.09 | 3.44 | 0.34 | 8.50 | 6.42 | 2.08 | 6.21 | 0.95 | 9.14 | 10.09 |
| Totals: | 212.60 | 117.03 | 95.58 | 0.84 | 133.79 | 74.54 | 59.25 | 72.18 | 26.98 | 90.05 | 117.03 | |
Note: UM = Upper McNairy
LM = Lower McNairy
| |
Page 163 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-25: Year 01 Mine Plan Surfaces
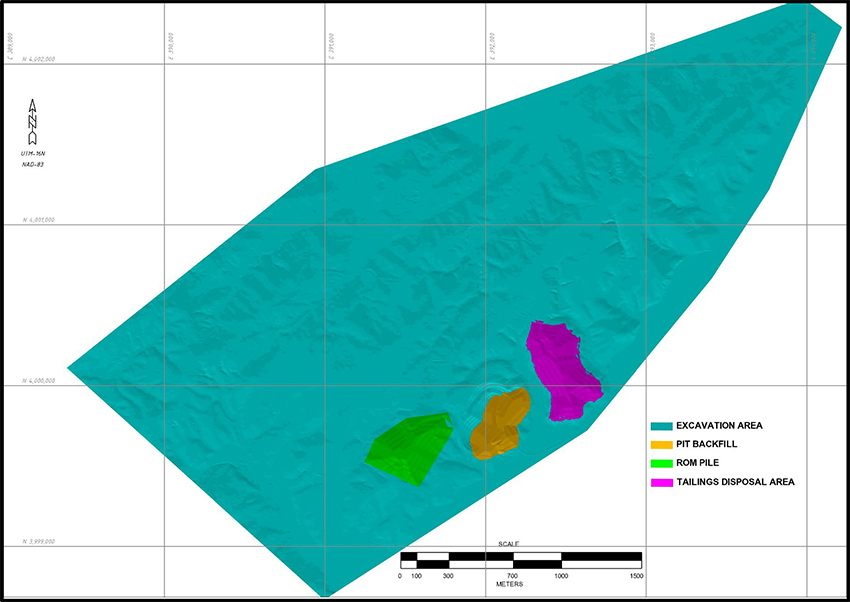
Note: Figure prepared by MM&A, 2026.
|
Page 164 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-26: Year 02 Mine Plan Surfaces
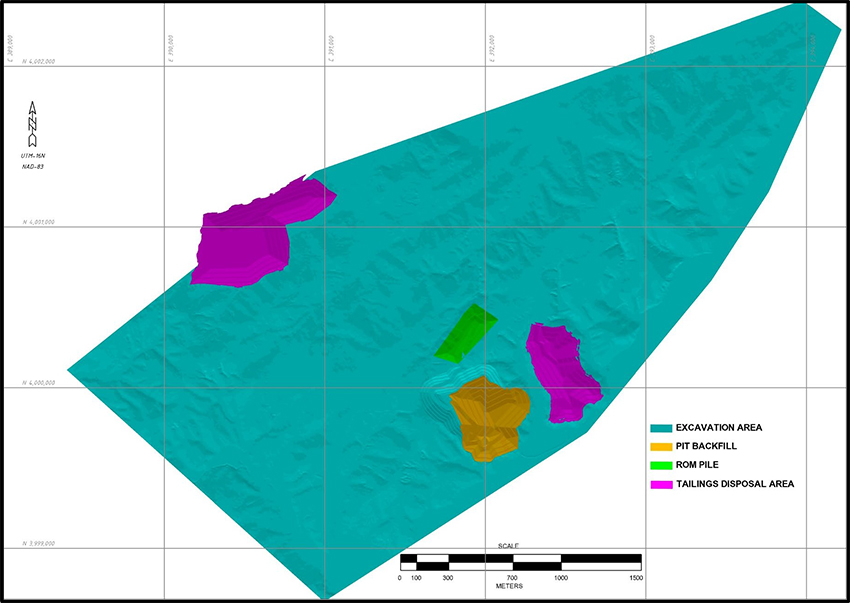
Note: Figure prepared by MM&A, 2026.
|
Page 165 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-27: Year 03 Mine Plan Surfaces
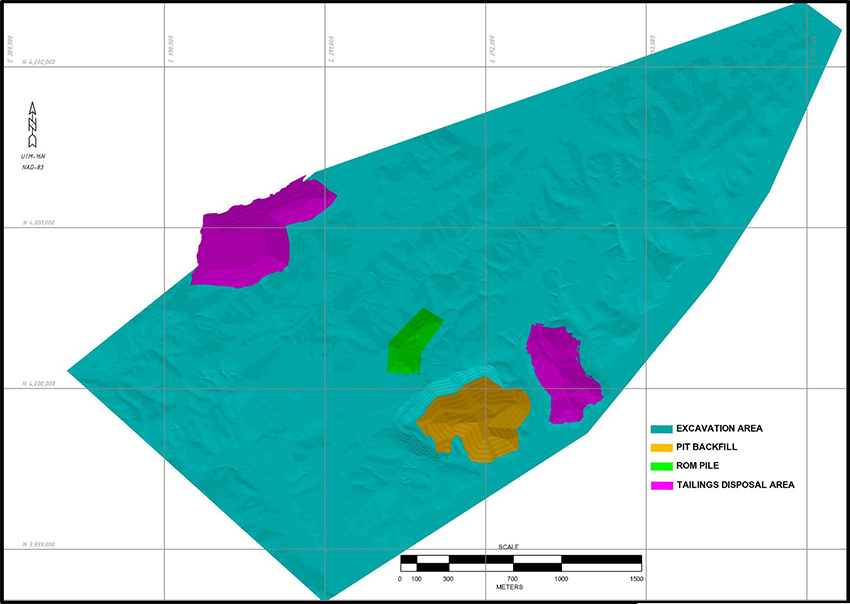
Note: Figure prepared by MM&A, 2026.
|
Page 166 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-28: Year 04 Mine Plan Surfaces
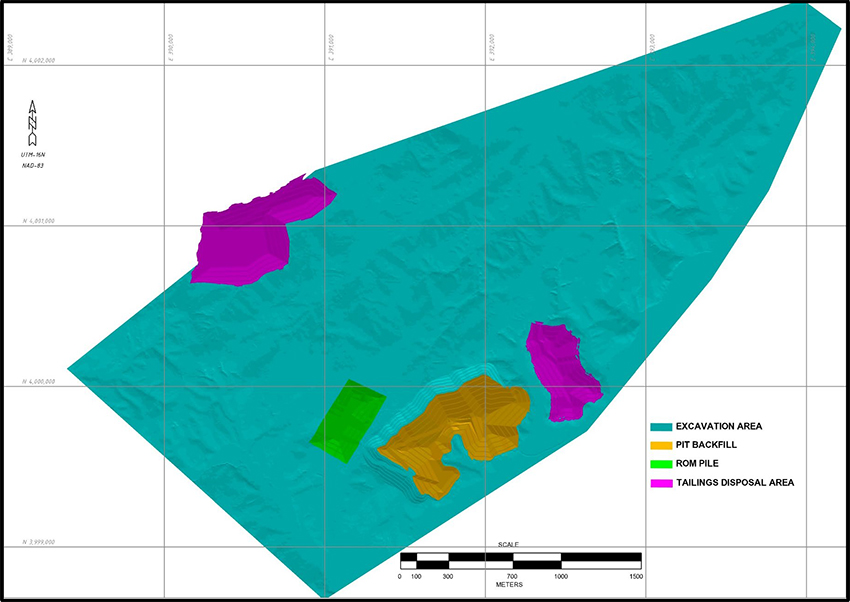
Note: Figure prepared by MM&A, 2026.
|
Page 167 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-29: Year 05 Mine Plan Surfaces
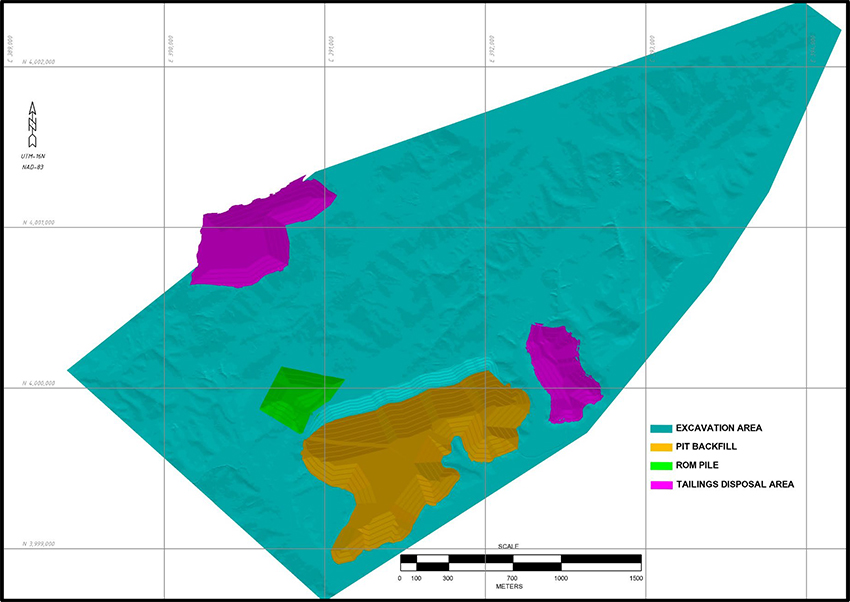
Note: Figure prepared by MM&A, 2026.
|
Page 168 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-30: Year 06 Mine Plan Surfaces
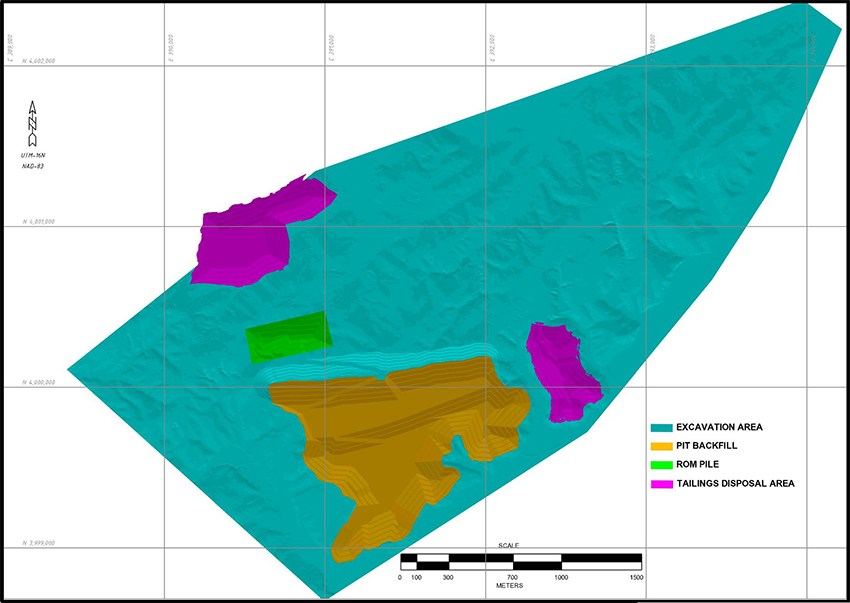
Note: Figure prepared by MM&A, 2026.
|
Page 169 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-31: Year 07 Mine Plan Surfaces
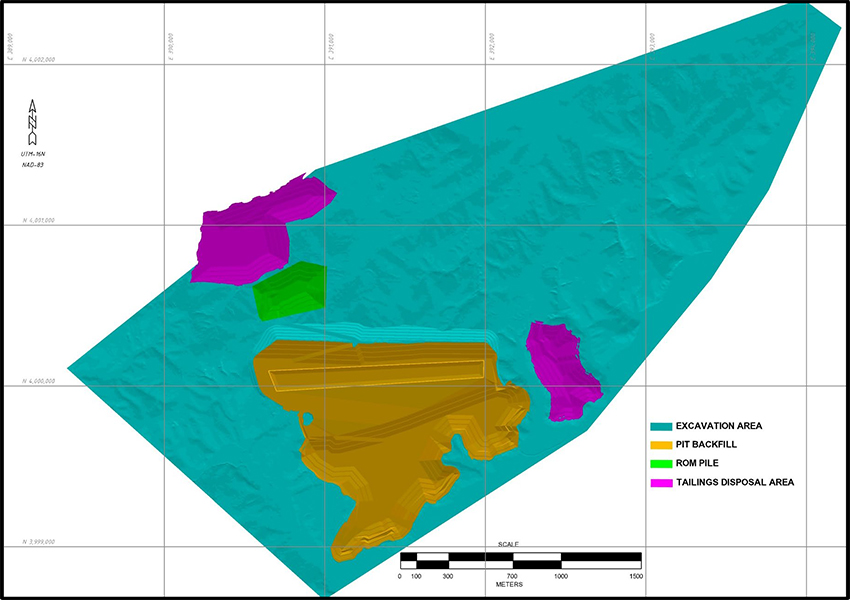
Note: Figure prepared by MM&A, 2026.
|
Page 170 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-32: Year 08 Mine Plan Surfaces
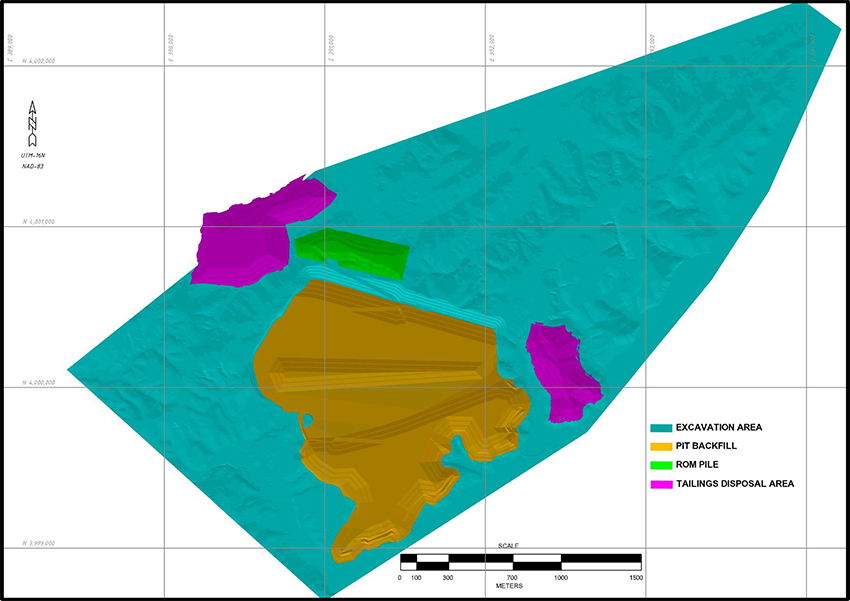
Note: Figure prepared by MM&A, 2026.
|
Page 171 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-33: Year 09 Mine Plan Surfaces
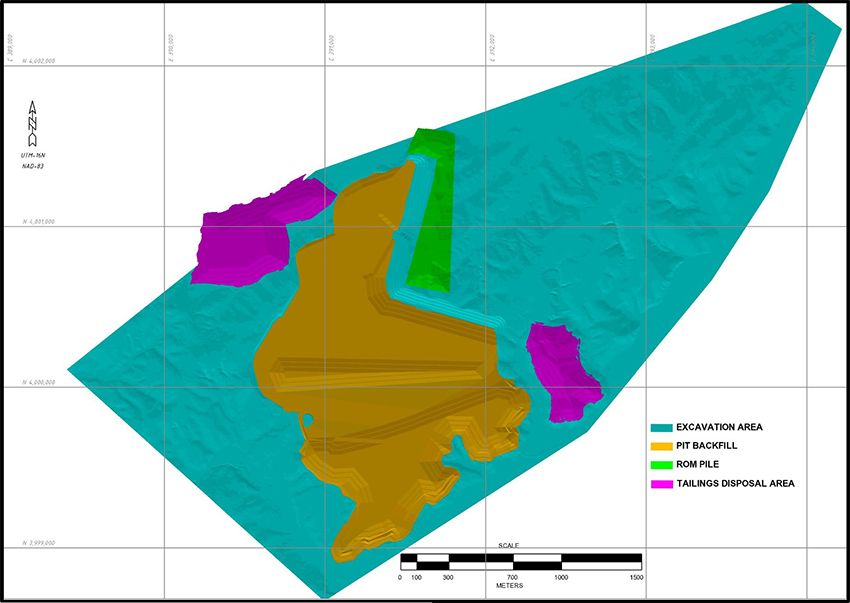
Note: Figure prepared by MM&A, 2026.
|
Page 172 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-34: Year 10 Mine Plan Surfaces
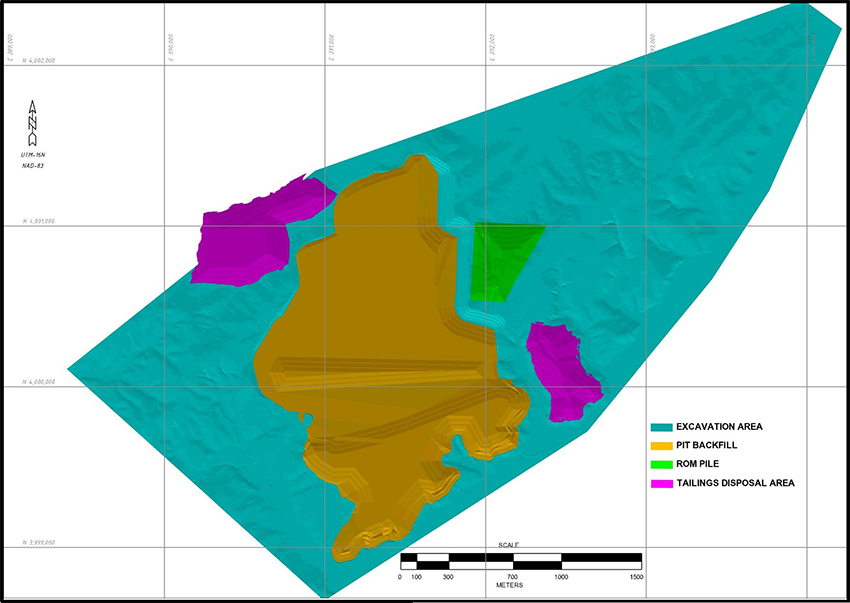
Note: Figure prepared by MM&A, 2026.
|
Page 173 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-35: Year 11 Mine Plan Surfaces
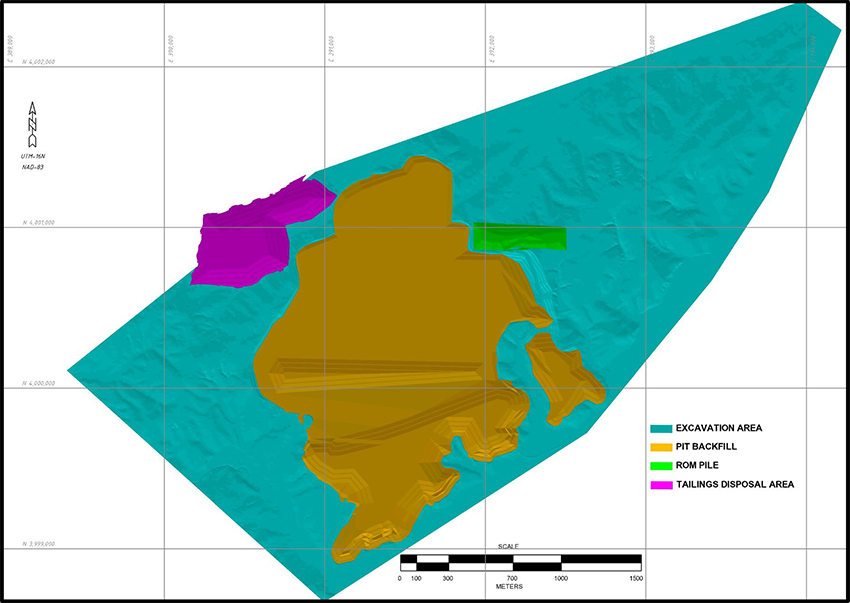
Note: Figure prepared by MM&A, 2026.
|
Page 174 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-36: Year 12 Mine Plan Surfaces
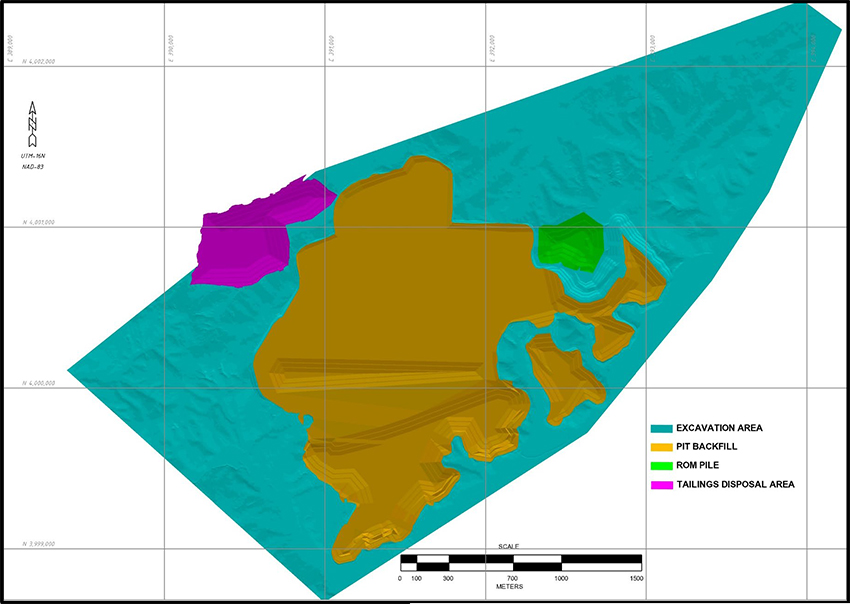
Note: Figure prepared by MM&A, 2026.
|
Page 175 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-37: Year 13 Mine Plan Surfaces
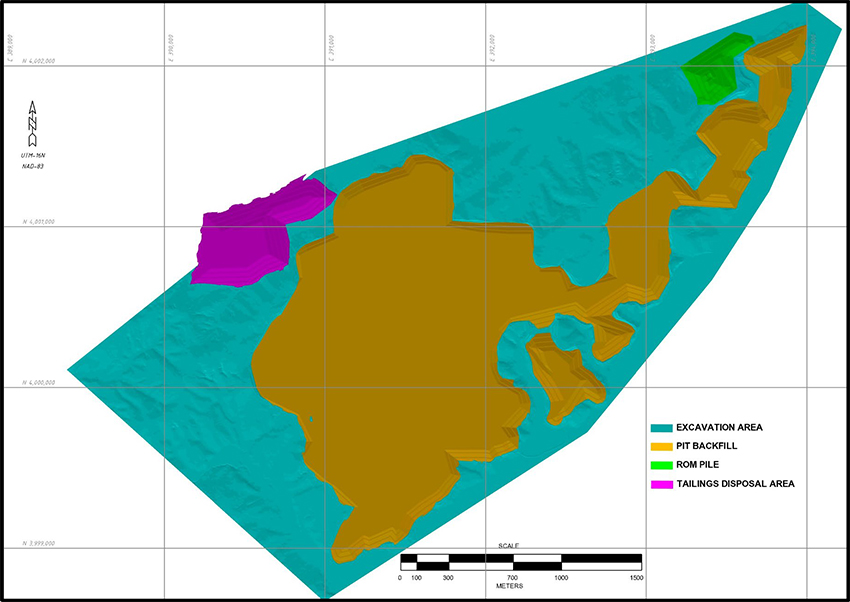
Note: Figure prepared by MM&A, 2026.
|
Page 176 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 13-38: Year 14 Mine Plan Surfaces
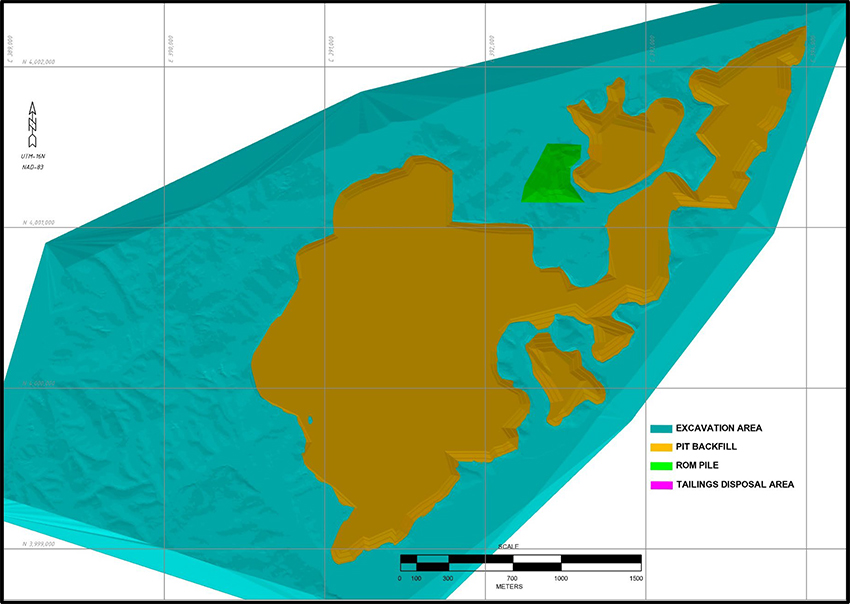
Note: Figure prepared by MM&A, 2026.
|
Page 177 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Due to the geometry of the mining pits, small amounts of economic material may have been excluded from the mine plan tonnages, while small amounts of sub-economic/low-grade material may have been included. This provides an opportunity during mining operations under the supervision of grade control geologists to improve recovery and grade of the production. An example of the interburden (low-grade) waste zones within the orebody is shown below. Note that only large areas of interburden (approximately 6-ha or 15-acre areas, approximately 9 m or 30 feet thick) will be removed and placed in the same waste disposal manner as the WCP tailings. Smaller areas of interburden will be mined and processed through the WCP.
Figure 13-39: Example of Interburden Areas
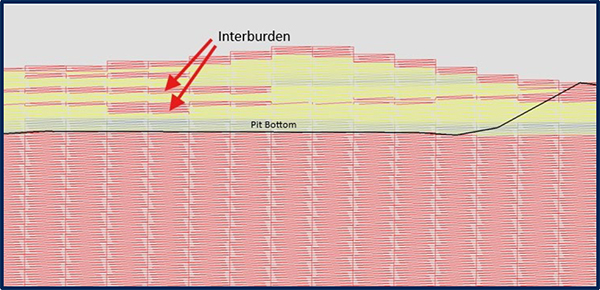
Note: Figure prepared by MM&A, 2026.
|
Page 178 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 14 | Processing and Recovery Methods |
Based on earlier flowsheet development testwork (see Section 10), MT worked closely with IperionX and their metallurgical consultant (McKeon Mining LLC) to develop a final process flowsheet and associated design criteria for the FS processing plant design.
The proposed process and recovery methods outlined in the sections below were selected based on well-established and conventional approaches to processing mineral sands, including recovery of heavy mineral content using wet gravity separation equipment (such as spiral separators and up-current classifiers) followed by dry separation of titanium (ilmenite and rutile) and zircon minerals using electrostatic and magnetic separation equipment. With the increased focus on recovery of rare earth mineral content from mineral sand deposits, the use of flotation to extract these minerals (prior to dry mineral separation), and wet shaking tables to upgrade them, has become a more conventional approach and was selected for this flowsheet.
| 14.1 | High-level Process Design Decisions |
| 14.1.1 | Design Decisions |
At the commencement of the FS, some key decisions were made by IperionX, which impacted on the FS high-level process and plant design criteria, and which were considered in terms of flowsheet development. These decisions included:
| > | Design should be based on the REP being co-located with the MSP in the Benton Industrial Park area, rather than with the WCP in the current mine permit area, which impacted plant design, particularly with respect to the transfer of products and tailings between the WCP and REP. |
| > | The concentrate upgrade plant (CUP) should be incorporated into the backend of the WCP circuit, rather than the backend of the REP circuit (as in the metallurgical testwork), and consist of a conventional UCC and overflow spirals circuit, reducing the amount of HMC to be screened, dewatered and transported to the REP and reducing the complexity of the REP/MSP circuit. |
| > | The design should be based on processing of a single WCP HMC product through the REP and MSP, rather than processing coarse HMC through the MSP only and fine HMC through the REP and MSP separately (as per the metallurgical testwork program). |
Additional decisions were made by IperionX during the study regarding the proposed throughputs for the initial plant, and the subsequent plant expansion, with these decisions impacting flowsheet development:
| > | Generally, the initial plant throughput will be based on a WCP rougher spirals feed of nominally 400 tph solids, with the expansion plant throughput being based on 800 tph solids to achieve a total nominal rate of 1,200 tph solids. |
|
Page 179 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| > | However, the initial REP is to be designed to process HMC from the WCP at a rate equivalent to that produced from the full WCP operating at 1,200 tph solids, with operating hours reduced during the initial plant operation, resulting in additional decoupling stockpiles and reclaim systems being required in the REP and MSP flowsheet/plant design. |
| > | Design throughput to the initial MSP will be based on processing HMC at a rate equivalent to that produced in the WCP operating at a rougher spirals feed rate of nominally 400 tph solids and processing ROM feed material at a grade of 3.8% HM. The expansion MSP will have a design throughput based on processing HMC at a rate equivalent to the difference between that produced in the WCP operating at a rougher spirals feed rate of nominally 1,200 tph solids and processing ROM feed material at a grade of 3.4% HM, and the rate processed through the initial MSP. |
| > | Two trade-off studies were also conducted on tailings dewatering and zircon product. |
| 14.1.2 | Tails Dewatering Trade-off Study |
A key environmental and operational requirement is the restoration of the land to its original profile post-mining. This necessitates a tailings deposition strategy that ensures high ground stability, which is only achievable through low-moisture tailings. It was identified that the coarse sand tailings and slimes tailings streams are separated through the desliming processes in the feed preparation plant (FPP), which presented an opportunity to treat each stream independently.
To meet the stability requirements for land restoration, the recommended moisture content for the combined slimes and sand tailings discharge was set at ≤16% (±2%) with a not to exceed moisture specified at 20% w/w. Achieving this low moisture level is critical for enabling direct profiling of the land without the need for extensive post-deposition handling. However, technologies capable of reaching this target are significantly more expensive and complex than traditional tailings depositions methods, prompting consideration of alternative approaches.
Evaluation of the technology options concluded that the recommended configuration for the tailings system consists of the following equipment:
| > | primary coarse tailings dewatering: dewatering cyclones |
| > | secondary coarse tailings dewatering: dewatering screens |
| > | primary slimes tailings dewatering: high density thickener |
| > | secondary slimes tailings dewatering: belt press |
The dewatered coarse and slimes tailings will discharge directly onto a conveyor system for transport to the tailings deposition area. All dewatering equipment will be centrally located at the WCP.
|
Page 180 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
It should be noted that no testwork program was carried out to confirm estimated performance of the various dewatering technologies, and comparisons were made based on typical estimated performance in similar duties with feedback from equipment suppliers. The study also recommended that a testwork campaign should be conducted in subsequent project phases to verify the equipment selections, equipment sizing and suitability of technology for the intended application.
| 14.1.3 | Zircon Trade-off Study |
During the design process, a trade-off assessment of potential zircon product streams produced from the testwork was undertaken. The assessment evaluated the metallurgical performance and product quality, based on metallurgical testwork results, and the subsequent implications on equipment and processing options to upgrade zircon streams.
The assessment focused on uranium and thorium concentrations in zircon products related to both processing considerations and regulatory compliance. While elevated uranium and thorium levels (approaching or exceeding 500 ppm) generally do not impede standard zircon processing or end-use applications, they carry significant regulatory implications. In North America, materials with combined uranium and thorium content above this threshold are classified as radioactive under transport regulations [49 CFR § 173.403], triggering stricter packaging, licensing, and handling requirements. As a result, even technically suitable zircon products may face marketability challenges to meet compliance thresholds. Several options were identified with varying levels of complexity, offering a balance of different costs, compliance, and marketability.
The selected option offers a practical compromise between metallurgical performance and processing simplicity, while maintaining market access and minimizing project risk, whilst also offering the highest relative revenue.
The subsequent outcome from this study was that the MSP primary dry circuit non-conductor stream would only be processed through a single stage of magnetic separation to produce a (non-magnetic) zircon concentrate product and a (magnetic) MSP rejects stream.
|
Page 181 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 14.2 | Process Flowsheet |
An FS design flowsheet was generated and is depicted in the block flow diagrams shown in Figure 14-1 and Figure 14-2, as well as being outlined further in the sections below.
Figure 14-1: Block Flow Diagram (FPP, TDC, WCP CUP)
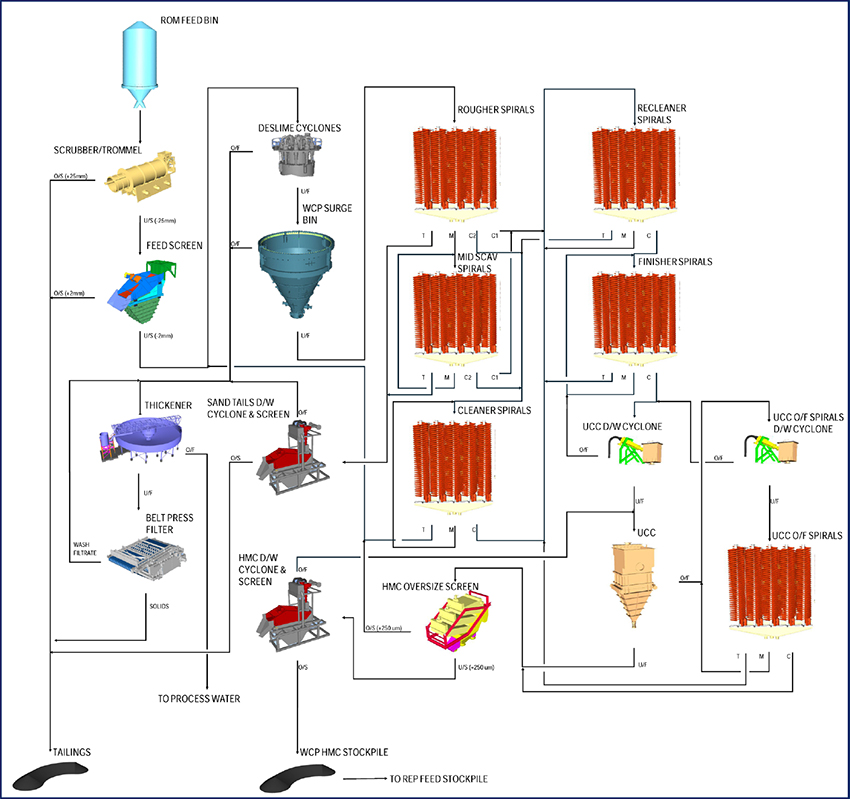
Note: Figure prepared by MT, 2026.
|
Page 182 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-2: FS Process Flowsheet – Block Flow Diagram (REP & MSP)
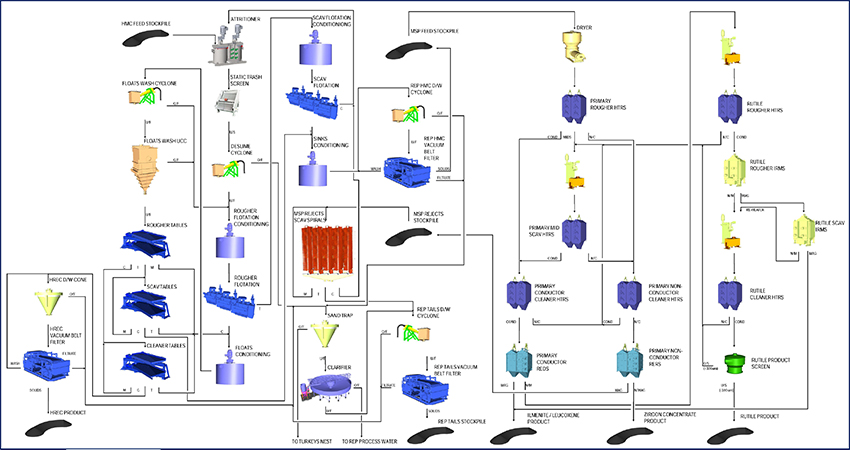
Note: Figure prepared by MT, 2026.
|
Page 183 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 14.3 | Process Design Criteria |
Detailed process design criteria were developed as part of the FS based on reference to testwork data and other available information and consultation with IperionX.
Key overall design criteria regarding the ROM feed to the Titan plant are outlined below:
| > | ROM feed grade (in-size HM = heavy mineral content with particle size between 44-600 microns) |
| - | nominal (life of mine) 3.2% |
| - | high grade for initial MSP design 3.8% |
| - | high grade for expansion MSP design 3.4% |
| - | maximum grade 4.2% (with rate reduced to match HMC production rate at 3.8% HM) |
| - | low grade 2.5% |
| > | ROM feed (in-size HM) mineralogy |
| - | 11.7% zircon |
| - | 9.8% rutile |
| - | 44.1% ilmenite |
| - | 1.6% rare earth minerals |
| > | ROM feed oversize (>600 microns) content |
| - | nominal 1.3% |
| - | maximum 2% |
| - | minimum 0.9% |
| > | ROM feed slimes (<44 microns) content |
| - | nominal 14.8% |
| - | maximum 26.9% |
| - | minimum 8.6% |
| 14.4 | Process Plant Throughput, Equipment and Design Basis |
The process plant has been designed to support staged throughput development, commencing with a nominal 400 tonnes per hour (tph) rougher feed rate during Phase 1 and increasing to 1,200 tph during Phase 2 through the addition of parallel processing modules.
The upstream wet concentrator plant (WCP) and associated feed preparation plant (FPP) are designed to operate continuously at the nominated throughput rates, producing a heavy mineral concentrate (HMC) for downstream processing. The rare earth plant (REP) and mineral separation plant (MSP) are designed to process the full expanded HMC throughput of up to 1,200 tph from commencement of operations. During Phase 1, the REP and MSP operate at reduced utilization, supported by stockpiling and reclaim systems that decouple upstream and downstream operations and enable stable plant operation during staged ramp-up.
|
Page 184 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The overall process flowsheet comprises conventional mineral sands processing circuits, supported by established equipment types and configurations. The principal process facilities include the feed preparation plant (FPP), wet concentrator plant (WCP), concentrate upgrade plant (CUP), rare earth plant (REP), mineral separation plant (MSP), and tailings dewatering circuit (TDC).
The FPP incorporates scrubbing, screening, and desliming equipment, including trommels, vibrating screens, and hydrocyclones, to prepare the run-of-mine material for downstream separation and to remove oversize and slimes fractions.
The WCP comprises multi-stage wet gravity separation circuits utilizing spiral concentrators arranged in rougher, scavenger, cleaner, and recleaner stages to produce a heavy mineral concentrate (HMC). Spiral circuits are configured in modular banks, allowing duplication for the expansion from 400 tph to 1,200 tph throughput.
The CUP includes classification, additional spiral separation, and dewatering equipment such as up-current classifiers, screens, and dewatering cyclones to upgrade and condition the HMC prior to downstream processing.
The REP incorporates attritioning tanks, flotation cells, and gravity separation equipment, including wet shaking tables, to recover a heavy rare earth concentrate (HREC). The REP is designed for a nominal throughput capacity aligned with the full expanded HMC production rate (equivalent to 1,200 tph WCP feed basis), providing sufficient capacity to accommodate peak production rates and operational variability.
The MSP utilizes conventional dry processing equipment, including feed dryers, electrostatic separators, and magnetic separation circuits, to produce final ilmenite, rutile, and zircon products. The MSP is configured in staged processing lines corresponding to Phase 1 and Phase 2 throughput, with overall installed capacity aligned to the full 1,200 tph upstream plant throughput.
The TDC includes thickeners, belt filter presses, dewatering cyclones, and screens to achieve a target tailings moisture content suitable for transport and in-pit backfilling.
Equipment selection across all process areas is based on proven mineral sands technologies, with capacities, duty points, and configurations aligned to the design throughput and supported by metallurgical testwork, process modelling, and industry operating experience. The use of modular equipment configurations enables staged expansion, reduces construction risk, and maintains consistency in equipment types across development phases.
|
Page 185 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Key equipment has been sized and selected based on the defined process duty, including slurry handling rates, solids loading, and separation efficiency requirements, with capacities aligned to both nominal and peak throughput conditions for each process area.
| 14.5 | Process Modelling |
ROM feed grades were estimated based on the latest ROM (in-size) HM and mineralogy data provided by IperionX and relevant ratios from metallurgical testwork were used to estimate these feed grades in terms of cerium (IV) oxide (CeO2), titanium dioxide (TiO2) and zirconium dioxide (ZrO2) content.
The FS flowsheet was then modelled based on these feed grades and other established process design criteria to determine mass and water balances for design, as well as estimating grades and recoveries for (in-size) HM (through the FPP, WCP, CUP and TDC), cerium dioxide (CeO2) (through the FPP, WCP, CUP and REP) and titanium dioxide (TiO2) and zirconium dioxide (ZrO2 ) (through the FPP, WCP, CUP, REP and MSP).
Indicative overall performance estimates were also made for the process plant being fed with ROM material containing nominally:
| > | 3.2% (in-size) HM (with 11.7% zircon, 9.8% rutile, 44.1% ilmenite and 1.6% rare earth minerals) |
| > | 1.3% oversize (>600 microns) |
| > | 14.8% slimes (<44 microns) |
These indicative overall performance estimates used the modelled grades and recoveries, as well as data estimated from metallurgical testwork for distribution of titanium dioxide (TiO2) between ilmenite/leucoxene and rutile and ratio of cerium dioxide (CeO2) to TREO, and are outlined below:
| > | HMC (from WCP/CUP) |
| - | approximately 3% mass of ROM feed |
| - | approximately 97% THM grade |
| - | approximately 90% HM (in-size) recovery |
| > | HREC product |
| - | approximately 0.05% mass of ROM feed |
| - | approximately 25% cerium dioxide (CeO2) (approximately 61.4% TREO) grade |
| - | approximately 91.4% cerium dioxide (CeO2) recovery |
| > | Rutile product |
| - | approximately 0.25% mass of ROM feed |
| - | approximately 91.1% titanium dioxide (TiO2) (approximately 81.2% rutile) grade |
| - | approximately 64.3% rutile recovery |
|
Page 186 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| > | Ilmenite/leucoxene product |
| - | approximately 1.2% mass of ROM feed |
| - | approximately 62.5% TiO2 (approximately 95.8% ilmenite/leucoxene) grade |
| - | approximately 80.7% ilmenite/leucoxene recovery |
| > | Zircon concentrate product |
| - | approximately 0.67% mass of ROM feed |
| - | approximately 34.4% zirconium dioxide (ZrO2) (approximately 51.1% zircon) grade |
| - | approximately 91.8% zircon recovery |
| 14.6 | Utility and Resource Requirements |
The operating cost estimates incorporate defined requirements for energy, water, process reagents, and personnel based on the FS design criteria and process modelling outputs. At the initial 400-tph development, the wet concentrator plant (WCP) has an average electrical demand of approximately 4.3 MVA, with a further 2.0 MVA required for the rare earth plant (REP) and mineral separation plant (MSP). At expanded throughput of 1,200 tph, total average demand increases to approximately 10.9 MVA for the WCP and 3.5 MVA for the REP and MSP, reflecting the staged development approach.
Process water requirements have been defined to support steady-state operation, with freshwater demand of approximately 32 gallons per minute (gpm) for the WCP and 92 gpm for the REP at 400 tonnes per hour (tph), increasing to approximately 97 gpm and 276 gpm respectively at 1,200 tph. Raw water make-up is primarily associated with the WCP process water pond and scales proportionally with throughput.
Process reagent consumption has been established from metallurgical testwork and process modelling, with key consumables including fatty acid collectors, sodium silicate, sodium hydroxide, sulfuric acid, starch/dextrin, and flocculants. Reagent usage is generally proportional to heavy mineral concentrate feed rate, with total consumption increasing to approximately 90 kilograms per hour (kg/h) at full 1,200-tph operation.
Personnel requirements have been developed based on continuous WCP operation and partially decoupled REP/MSP operations. In Phase 1 (400 tph), the WCP operates on a four-crew rotating shift basis comprising supervisory, control room, operator, and mobile equipment roles, resulting in approximately 20 operations personnel supported by maintenance and technical staff, for a total WCP workforce of approximately 30 personnel. The REP and MSP operate at reduced utilization during this phase, with daytime and support-based staffing including operations, laboratory, maintenance, and logistics personnel, resulting in a combined REP/MSP workforce of approximately 22 personnel, with certain functions shared across plant areas.
|
Page 187 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
In Phase 2 (1,200 tph), personnel requirements increase to support full plant utilization. The WCP workforce increases to approximately 42 personnel, reflecting additional operators, maintenance coverage, and supervisory support across the expanded plant. The REP and MSP transition to full operational staffing aligned with increased throughput and continuous or extended operation, with a combined workforce of approximately 44 personnel, including operations, maintenance, laboratory, and logistics functions.
These inputs form the basis of the operating cost estimate and are considered appropriate for feasibility study level assessment, with allowances made for staged expansion, operational variability, and supporting infrastructure requirements.
| 14.7 | Process Plant |
The process is divided across two sites, namely the WCP site and the MSP site.
The process plant layout is broken down further within each site into specific areas as follows:
| > | WCP Site: |
| - | mining unit plant (MUP) |
| - | feed preparation plant (FPP) |
| - | wet concentrator plant (WCP) |
| - | concentrate upgrade plant (CUP) |
| - | tailing dewatering circuit (TDC) |
| > | MSP Site: |
| - | rare earth plant (REP) |
| - | mineral separation plant (MSP) |
Each site has been designed to first accommodate the 400 tph plant and then cater for the future expansion to 1,200 tph of rougher spiral head feed by adding the 800 tph plant. The method for expansion for each area was considered individually to provide the most flexibility during operations, whilst also considering economies of scale in construction, and minimizing the variation of required spare parts for each plant area.
| 14.7.1 | Wet Concentrator Plant Site |
| 14.7.1.1 | Introduction |
The WCP and the supporting infrastructure are to be located within the permit boundary as identified on the drawing prepared by Innovative Reclamation Technologies & Engineering Co., Inc. (Irtec).
|
Page 188 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The layout of the proposed WCP site is shown in Figure 14-3 within the site disturbance boundary, with the general access road entering the site from the southeast, the process water storage facility to the northeast, and the power supply connection on the south side of the site. The 400-tph plant and NPI are positioned on the southeast of the site to minimize the civil/earthworks required in the initial phase of plant construction. The future expansion to a 1,200-tph plant will then include construction of the 800-tph plant separate to the 400-tph plant on the west side of the site.
Figure 14-3 - WCP Site Layout 3D Model
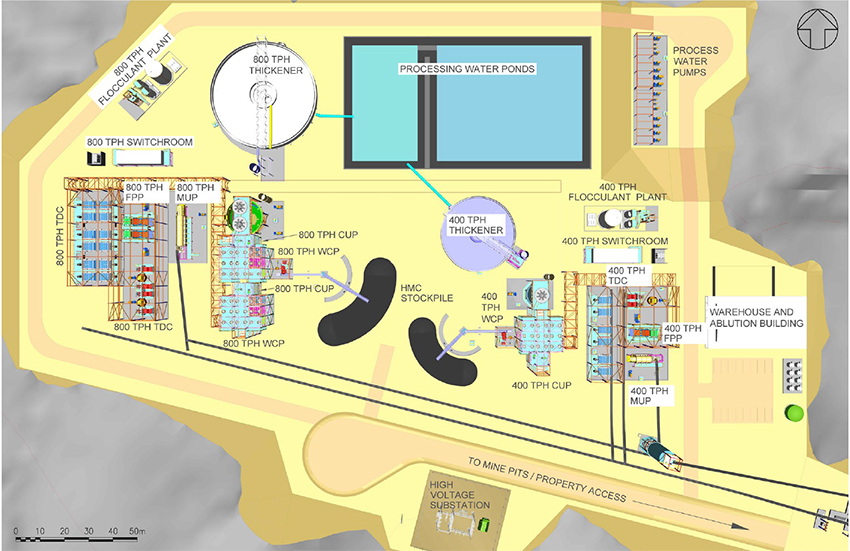
Note: Figure prepared by MT, 2026.
| 14.7.1.2 | Mining Unit Plant |
The mining contractor will extract ROM material from the mine area and place it on a stockpile before depositing it onto an overland conveying system to be conveyed (along the southern side of the access road from Pleasant Hill Road) to the first stage of the process plant, the MUP.
The MUP will consist of a scrubber/trommel designed to scrub the ROM material to liberate any valuable minerals that may be bound in larger agglomerates and then screen the scrubbed material at 25 mm to remove any remaining genuine oversize waste. Oversize waste will discharge to a transfer conveyor and then to a combined tails placement conveyor. Undersize slurry will be pumped to the FPP. It is expected that pumping the undersize material from the scrubber/trommel will generate further attrition of -25 mm agglomerates and subsequent liberation of valuable minerals within the ROM.
|
Page 189 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The design of the MUP scrubber/trommel allows for one unit sized for the 400 tph plant and a second unit twice the size of this for the future 800 tph plant expansion. Both MUP scrubber/trommel facilities are designed to be located outside and next to the TDC buildings, such that oversize can be collected on common conveyors.
Figure 14-4: Mining Unit Plants 3D Model
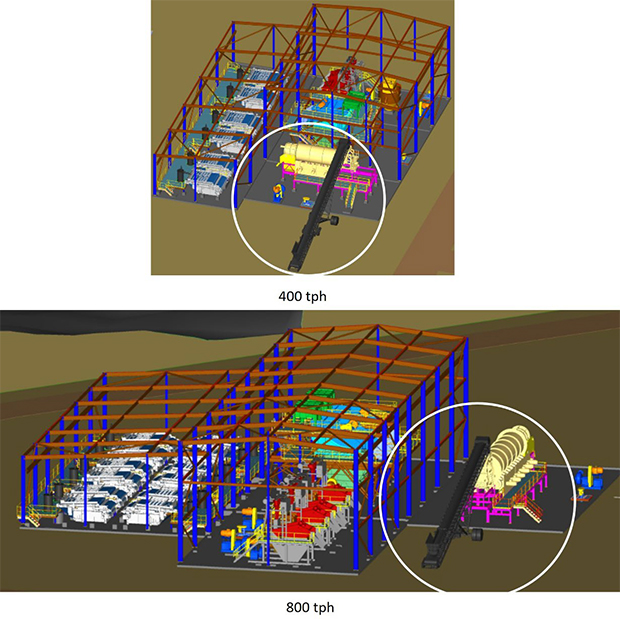
Note: Figure prepared by MT, 2026.
| 14.7.1.3 | Feed Preparation Plant |
The feed preparation plant (FPP) consists of feed screening, desliming and a surge bin to provide buffer capacity between the mining unit plant and wet concentrator plant.
Vibrating feed screens remove material >2 mm to oversize from the scrubber/trommel undersize, and the feed screen undersize is then deslimed using hydrocyclones. Screen oversize will discharge to a transfer conveyor and then to a combined tails placement conveyor, while the deslimed feed material will gravitate to a Lyons Feed Control Unit (LFCU)-style surge bin ahead of the WCP. The overflows from the deslime cyclones and surge bin will gravitate to the thickener feed box and the underflow from the surge bin will be pumped to the rougher spirals in the WCP.
|
Page 190 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The design of the FPP for the 400-tph plant allows for one feed screen, deslime cyclones cluster and surge bin. The future 800-tph plant expansion will then include an additional two feed screens and deslime cyclone clusters of the same size, plus a surge bin unit with twice the capacity of the 400-tph unit.
The FPP feed screens will be located within the TDC buildings, such that oversize can be collected on common conveyors Figure 14-5.
Figure 14-5: FPP Feed Screens 3D Model
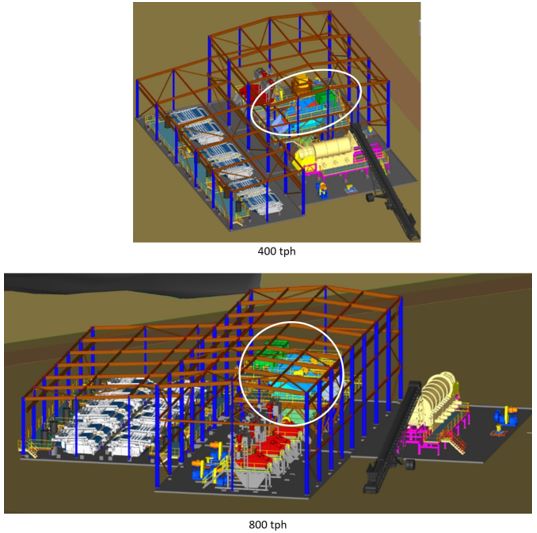
Note: Figure prepared by MT, 2026.
The FPP deslime cyclones will be located directly above the WCP surge bins and close to the thickeners, to facilitate gravitation of overflows to the thickeners and minimize pumping distance to the rougher spirals.
| 14.7.1.4 | Wet Concentrator Plant |
Each stage of the spiral circuit operates on a similar separation principle, producing concentrate, middlings, and tailings streams appropriate to the stage function.
|
Page 191 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The WCP consists of a 5-stage spiral separator circuit, including rougher, mid scavenger, cleaner, recleaner and finisher stages. The rougher spirals feed pump will draw feed from the WCP surge bin and pump it to the rougher spirals via primary and secondary feed distributors. The LFCU-style WCP surge bin will enable this feed to be maintained at a constant flow and density which will optimize the separation efficiency of the rougher spirals.
The 400-tph plant design includes a single rougher spirals feed pump feeding a single spiral circuit housed within one building, while the 800-tph plant design includes two rougher spirals feed pumps, each feeding a spiral circuit the same size as that in the 400-tph plant design housed in two separate buildings.
Each rougher spiral stage will separate the deslimed feed material into the following four streams:
| > | super-concentrate, for further processing in the recleaner spirals stage |
| > | concentrate, for further processing in the cleaner spirals stage |
| > | middlings, for further processing in the mid scavenger spirals stage |
| > | tailings, for further processing in the tailings dewatering circuit |
Each mid scavenger spiral circuit will process rougher spiral middlings and recirculated mid scavenger spiral middlings, separating this feed material into the following four streams:
| > | super-concentrate, for further processing in the recleaner spirals stage |
| > | concentrate, for further processing in the cleaner spirals stage |
| > | middlings, for further processing in the mid scavenger spirals stage |
| > | tailings, for further processing in the tailings dewatering circuit |
Each cleaner spiral circuit will process rougher and mid scavenger spiral concentrate, recirculated cleaner spiral middlings, and recleaner spiral tailings, separating this feed material into the following four streams:
| > | super-concentrate, for further processing in the recleaner spirals stage |
| > | concentrate, for further processing in the recleaner spirals stage |
| > | middlings, for further processing in the cleaner spirals stage |
| > | tailings, for further processing in the rougher spirals stage |
|
Page 192 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Each recleaner spiral circuit will process rougher and mid scavenger spiral super-concentrate, cleaner spiral super-concentrate and concentrate, recirculated recleaner spiral middlings and finisher and CUP UCC Over/Flow spiral tailings, separating this feed material into the following four streams:
| > | super-concentrate, for further processing in the finisher spirals stage |
| > | concentrate, for further processing in the finisher spirals stage |
| > | middlings, for further processing in the recleaner spirals stage |
| > | tailings, for further processing in the cleaner spirals stage |
Each finisher spiral circuit will process recleaner spiral super-concentrate and concentrate and recirculated finisher spiral middlings, separating this feed material into the following three streams:
| > | concentrate, for further processing in the CUP circuit |
| > | middlings, for further processing in the finisher spirals stage |
| > | tailings, for further processing in the recleaner spirals stage |
Each spiral circuit will be housed in a separate six-story building along with associated sumps, pumps, and pipework. The design allows for as much modular construction as possible and the overall buildings are designed to be able to be clad and with a pitched roof, to reduce the risk of ice build-up in cold conditions. The top floor will house secondary spiral feed distributors, with the spiral modules including product launders spanning across the next three lower levels. The next level down will house some cross launders and tops of sumps and also serves as the main floor for sampling. The bottom floor will contain almost exclusively sumps and pumps, with provision for a simple gantry crane and winch to operate over the pumps. The layout is designed so that the pumps are all on each side of the building making maintenance and installation and removal easier. Stair towers will be included at each end of the building for personnel access and egress, with only one combined stair tower between the two circuits which will make up the 800-tph plant design.
Figure 14-6 shows the 400-tph WCP plant spiral building.
|
Page 193 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-6: 400 tph WCP Spiral Building 3D Model
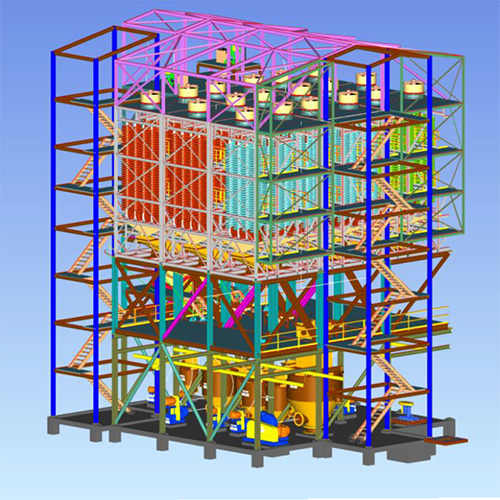
Note: Figure prepared by MT, 2026.
Pipe racks will be installed along the side of the spiral building to enable pipework to run to and from each of the process facilities. This is also where the 400-tph plant control room will be located (above the pipe rack, on the same level as the spirals) due to its central location and position relative to the spiral circuits. The current design assumes that the 400-tph control room will be used for the 800-tph plant.
| 14.7.1.5 | Concentrate Upgrade Plant |
The CUP circuit will consist of up-current classification, spiral separation, and oversize screening to further upgrade the HMC from the WCP, as well as final HMC dewatering and stacking. As with the WCP, the CUP circuit for the 800-tph plant will consist of two circuits.
Each UCC circuit will process finisher spiral concentrate, separating this feed material (after cyclone dewatering to control feed density) into the following two streams:
| > | underflow, for further processing in the oversize screening stage |
| > | overflow, for further processing in the UCC O/F spirals stage |
|
Page 194 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Each UCC O/F spiral circuit will process UCC underflow and recirculated UCC O/F spiral middlings, separating this feed material (after cyclone dewatering to control feed density) into the following three streams:
| > | concentrate, for further processing in the oversize screening stage |
| > | middlings, for further processing in the UCC O/F spirals stage |
| > | tailings, for further processing in the WCP recleaner spirals stage |
Each oversize screening circuit will process UCC underflow and UCC O/F spirals concentrate, separating this feed material into the following three streams:
| > | oversize (>250-micron material), for further processing in the WCP recleaner spirals stage |
| > | undersize, for further processing in the HMC dewatering and stacking circuit |
Each HMC dewatering and stacking circuit will consist of a dewatering cyclone and screen, transfer conveyor, and radial stacker. The screened (<250 micron) HMC will be fed to the dewatering cyclone, with overflow returned to the head of the CUP circuit and underflow gravitating to the dewatering screen. Screen undersize will be recirculated to the dewatering cyclone and oversize will be transferred to a radial stacker to be stockpiled.
Each CUP circuit (Figure 14-7) will be incorporated into the same building as the associated WCP circuit to optimize laundering between these two circuits and minimize building footprint. The current 800-tph plant design assumes two HMC dewatering circuits, each the same size as that in the 400-tph plant, but with both dewatering screens discharging oversize to a common transfer conveyor and radial stacker.
Figure 14-7: CUP and HMC Dewatering 3D Model
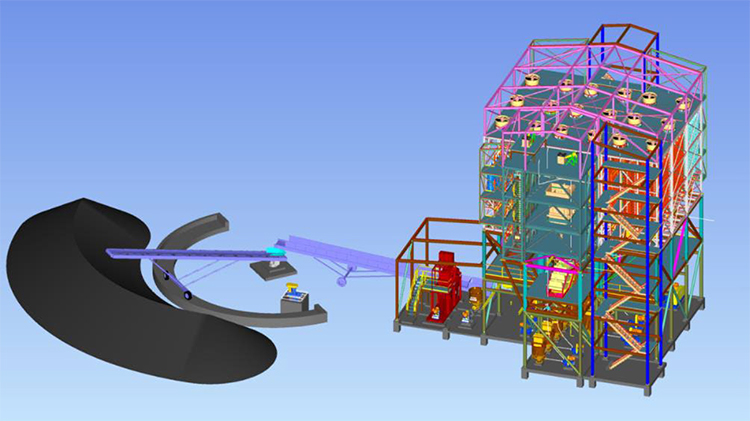
Note: Figure prepared by MT, 2026.
|
Page 195 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 14.7.1.6 | Tailings Dewatering Circuit |
The tailings dewatering circuit (TDC) consists of slimes thickening via high density thickener and belt filter presses, as well as sand tails dewatering via dewatering cyclones and dewatering screen circuits.
Primary dewatering of the slimes contained in the overflow streams from the FPP desliming cyclones and the WCP surge bin will be conducted using a thickener, which also serves to clarify the contained process water (to thickener overflow) for reuse in the system (via settling and process water ponds). Thickener underflow of approximately 40% w/w solids will be sent to secondary dewatering using belt presses, with filtrate and spillage from the belt filter presses returning to the thickener, and filter cake of approximately 70% w/w solids being discharged to a transfer conveyor and then to a combined tails placement conveyor. Flocculant addition to the thickener and to the belt presses will be used to aggregate fine slimes particles and enhance their settling rate and subsequent removal from the dilute slurry to thickener underflow and filter cake.
Primary dewatering of the spiral circuit (sand) tailings will be conducted with dewatering cyclones, which then feed underflow of approximately 60% w/w solids to dewatering screens for secondary dewatering. Dewatering screen undersize will be recirculated to the dewatering cyclones and cyclone overflow will be returned to the thickener to remove and dewater any remnant slimes. Dewatering screen oversize of approximately 85% w/w solids will be discharged to a transfer conveyor and then to a combined tails placement conveyor.
Design of the TDC for the 800-tph plant was based on having a thickener with twice the capacity and twice the number of dewatering belt presses, dewatering cyclones, and dewatering screens as those in the 400-tph plant TDC design. For each of the 400-tph and 800-tph plants, the thickeners will be located between the WCP surge bin and the process water settling pond, with flocculant storage and make up plants placed in a location close to the thickeners and readily accessible from the roadway for ease of delivery by third parties, while the rest of the TDC equipment will be housed in a cladded building, which will also contain the FPP feed screen(s).
|
Page 196 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-8: TDC Buildings 3D Model
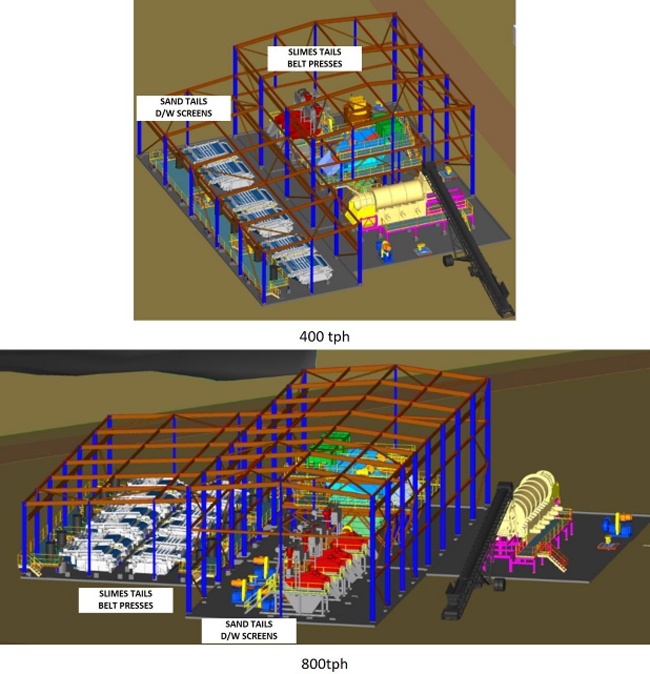
Note: Figure prepared by MT, 2026.
| 14.7.1.7 | Process Water and Reagents Storage |
The process water storage will be located in the northeastern corner of the WCP site and was sized for the full 1,200-tph throughput. This was done in consultation with IperionX to take advantage of the local topography and site discharge constraints of the environmental permits.
Overflow from the TDC thickeners will gravitate to a settlement pond to enable further settling (and periodically removal) of remnant solids, with overflow going to the process water pond for reuse in the process. A turkey’s nest design will be used for all process water pumps to increase the hydraulic efficiency of the pump suction network. These process water pumps will be located on the eastern side of the process water pond to limit the chances of the area flooding by using the topography of the site in this location.
|
Page 197 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
A flocculant plant(s) will be located near the thickener(s) and consist of a silo for storing powdered flocculant, mixing and storage tanks for producing and storing primary diluted flocculant slurry, and dosing pumps to deliver the primary diluted flocculant slurry to the thickeners and belt presses, via secondary dilution points.
Figure 14-9 below shows the layout / location of the settling and process water ponds and the process water pumps, as well as the flocculant plants close to the thickeners.
Figure 14-9: Settling and Process Water Ponds and Process Water Pumps 3D Model
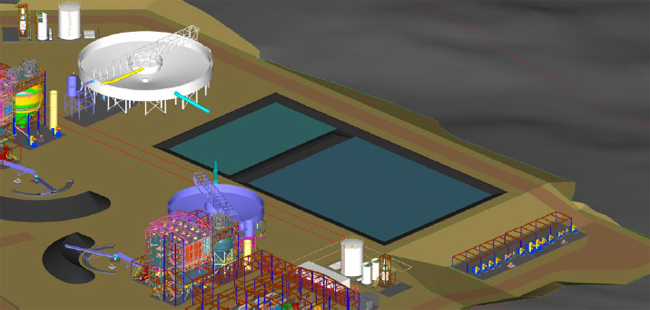
Note: Figure prepared by MT, 2026.
| 14.7.2 | Mineral Separation Plant Site |
| 14.7.2.1 | Introduction |
The physical location for this site will be in the Benton County Industrial Park at 650 Divider and Natchez Trace Road.
|
Page 198 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-10: MSP Site Boundary
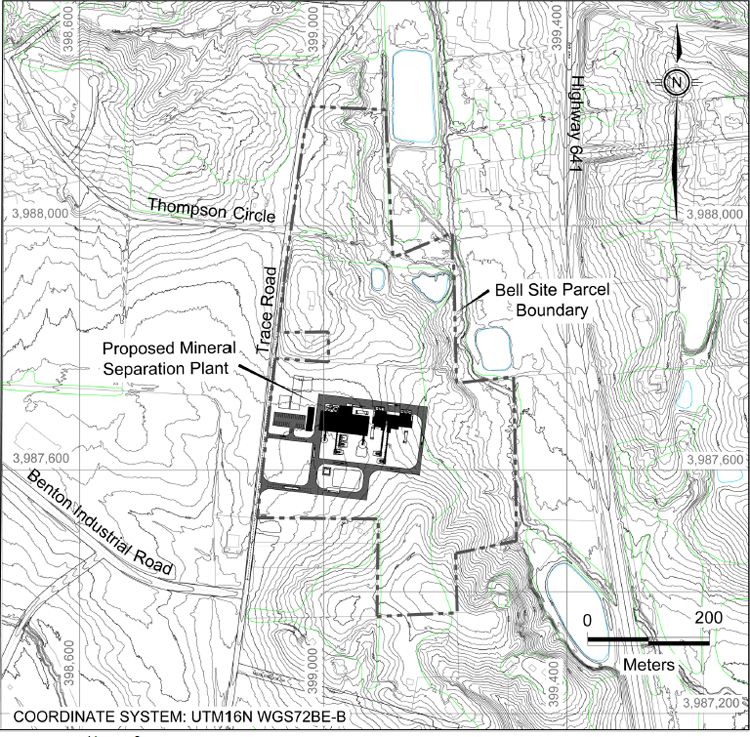
Figure: Prepared by MM&A, 2026.
The MSP site will consist of the following two major process plants: REP and MSP.
The REP will be designed and constructed at full scale (sized to process HMC from the expanded 1,200-tph WCP) from the start and operate initially as required to process the HMC produced from the 400-tph WCP. The MSP will be designed in two phases (as per the WCP), but with the first phase sized to handle HMC produced from the 400-tph WCP processing high grade ROM feed, and the second phase sized to handle the additional HMC (above what the 400tph MSP can handle) produced from the combined 1,200-tph WCP.
|
Page 199 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
MSP site layout considerations include:
| > | managing the flow of material through the REP and MSP plants, including the need for final product storage and loadout |
| > | allowing space for stockpiling (decoupling) between the WCP, REP and MSP plants |
| > | allowing space for expansion of the MSP plant |
| > | designing for good operability and maintainability |
The layout of the MSP site is shown in Figure 14-11, with the brown background showing part of the overall site and boundary, including Divider and Natchez Trace Road on the western side. The MSP site has been placed within the irregularly-shaped overall site to minimize civil/earthworks. The NPI is shown near the western side entrance off Divider and Natchez Trace Road. The HMC (REP feed) stockpile will be located to the south of the MSP site, allowing for trucks delivering the HMC and backloading REP tailings to enter and leave the site without moving through the main process plant area. The REP and MSP plants will be located along the northern side of the MSP site, with the second phase MSP plant in the northeastern corner of the site. REP HMC (MSP feed), MSP rejects and REP tailings stockpiles, as well as associated reclaim systems, will be located to the south of the REP and MSP buildings, such that loader movements will all be in a similar location. All final REP and MSP products will be discharged/stored on the northern side of the REP and MSP buildings for loadout to trucks on a ring road around the plant. The reagents area will be located on the western side of the REP plant and serviced from the same product collection ring road.
|
Page 200 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-11: MSP Site Layout 3D Model
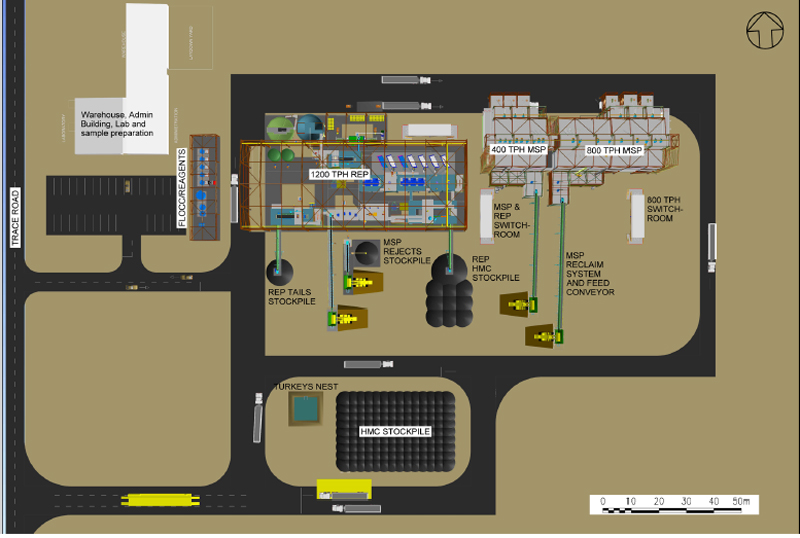
Note: Figure prepared by MT, 2026.
| 14.7.2.2 | Rare Earth Plant |
The REP plant will be designed and constructed at full scale (sized to process HMC from the expanded 1,200-tph WCP) from the start and consists of the following key process circuits:
| > | feed attritioning circuit |
| > | feed desliming circuit |
| > | flotation circuit |
| > | wet shaking tables circuit |
| > | MSP rejects spiral separation circuit |
| > | HREC product dewatering circuit |
| > | HREC product packaging circuit |
| > | REP HMC dewatering circuit |
| > | REP TDC |
|
Page 201 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Each of these circuits was designed as a plant module and all modules were arranged to suit process flows and located within an overall cladded building, allowing protection from the elements, limiting the possibility of contamination of the final products, and controlling potential noise from the equipment. Figure 14-12 shows the planned layout of the REP building.
Figure 14-12: REP Building Layout 3D Model
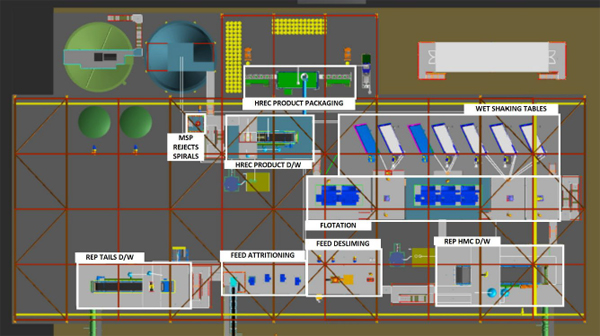
Note: Figure prepared by MT, 2026.
The following circuits are also included in the REP plant design but located outside of the main REP building:
| > | HMC (REP feed) stockpile and reclaim circuit |
| > | MSP rejects reclaim circuit |
| > | REP HMC stockpiling circuit |
| > | REP tails stockpiling circuit |
| > | REP process water circuit |
| > | REP reagents circuit |
The REP plant will be controlled from the MSP control room, with a remote Human-Machine Interface or tablets in the REP.
| 14.7.2.2.1 | HMC (REP Feed) Stockpile and Reclaim Circuit |
HMC will be received at the MSP site via trucks from the WCP. A stockpile area was designed so that the delivery trucks can be either side or rear tipping, with a one-way circuit designed for the delivery trucks only and for good traffic management. It is expected that the stockpiles will be managed by an onsite front-end loader (FEL) while also feeding the material into the REP. Runoff from the stockpile area will be collected in the REP turkey’s nest which will capture any solids for periodic return to the stockpile.
|
Page 202 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The HMC (REP feed) reclaim circuit will consist of a feed hopper to be fed by FEL and a feed conveyor which will draw material from the hopper and transfer it to a slurrying chute in the feed attritioning circuit.
Figure 14-13 shows the large HMC stockpile and ring road to the south and associated reclaim system feeding into the REP attritioners near the middle of the REP building.
Figure 14-13:- HMC (REP Feed) Stockpile and Reclaim Circuit 3D Model
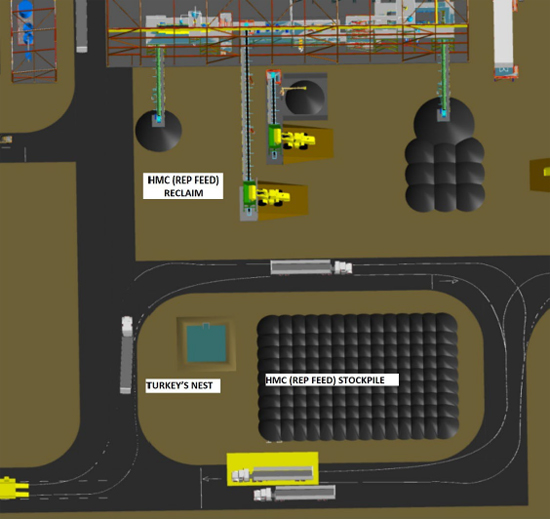
Note: Figure prepared by MT, 2026.
| 14.7.2.2.2 | Feed Attritioning and Desliming Circuit |
REP feed from the HMC reclaim conveyor will be discharged via a slurrying chute into the first attritioner cell. Concentrate from the MSP rejects scavenger spirals will also be pumped to the same slurrying chute. The attritioner will serve to further liberate HMC from any remnant slimes, as well as preparing the surfaces of rare earth minerals for optimum flotation performance. Optional pH modifier (acid) reagent can be added to the attritioner if required to enhance attritioner performance. Dispersant reagent will be added to the attritioner to enhance the removal of slimes from mineral surfaces.
|
Page 203 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Attritioner discharge will gravitate to a trash screen (in the feed desliming circuit) to remove any oversize material that may have entered the feed during stockpiling and/or reclaim with heavy machinery such as the FEL.
The attritioner is expected to be a stand-alone vendor supplied item, with the feed slurrying chute and associated structure and access walkways to be built around it.
Figure 14-14 shows the feed attritioning circuit.
Figure 14-14: REP Feed Antirationing Circuit 3D Model
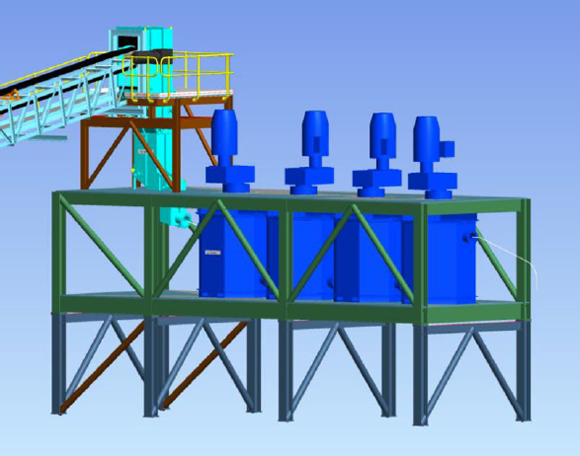
Note: Figure prepared by MT, 2026.
| 14.7.2.2.3 | Feed Desliming Circuit |
Attritioner discharge will gravitate to the feed desliming circuit via a trash screen located above the deslime cyclone feed sump. Screened material will be fed to the deslime cyclone to remove remnant slimes and/or slimes generated in attritioning ahead of flotation. Cyclone overflow will be collected in a sump and pumped to a sand trap in the REP process water circuit, while underflow will be collected in a sump and pumped to the flotation circuit.
Flotation concentrate (floats) will also be dewatered (by cyclone) and washed (by UCC) in this circuit, as the overflows from both these stages will then gravitate to the same sump as the deslimed feed material. The washed floats will be collected in a sump and pumped to the wet shaking tables circuit.
|
Page 204 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
It is envisaged that this feed desliming circuit will be built as a stand-alone module.
Figure 14-15: REP Feed Desliming Circuit 3D Model

Note: Figure prepared by MT, 2026.
| 14.7.2.2.4 | Flotation Circuit |
Deslimed feed material (and overflows from floats dewatering and washing) will be pumped to the first of two rougher flotation conditioning tanks, which will then discharge to the second conditioning tank. Various reagents will be added to the conditioning tanks in preparation for flotation of rare earth minerals, with discharge from the second conditioning tank cascading to the first of three rougher flotation cells. Tailings (sinks) from each rougher flotation cell will cascade to the next cell and then into the scavenger flotation conditioning tank, where more regents will be added as required, before discharging to the first of two scavenger flotation cells. Tailings (sinks) from each scavenger flotation cell will cascade to the next cell and then into a sump to be pumped to the REP HMC dewatering circuit.
Concentrate from the rougher flotation cell launders will be collected in a sump and pumped to a dewatering cyclone and wash UCC in the feed desliming circuit, before being pumped to the wet shaking tables circuit. Concentrate from the scavenger flotation cell launders will be collected in a sump and pumped to the MSP rejects scavenger spiral concentrate sump in the wet shaking tables circuit, before being recirculated to the feed attritioner circuit.
With the flotation circuit and the wet shaking table circuit located next to each other, the flotation circuit sumps will all be located under the wet shaking tables, while the wet shaking table will feed distributors and a dewatering cyclone located on the upper level of the flotation circuit.
|
Page 205 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-16 shows the flotation circuit, which has been designed to be able to be either stick-built or to be modularized for off-site fabrication and assembly prior to delivery to site, depending on final sizing of equipment.
Figure 14-16: REP Flotation Circuit 3D Model
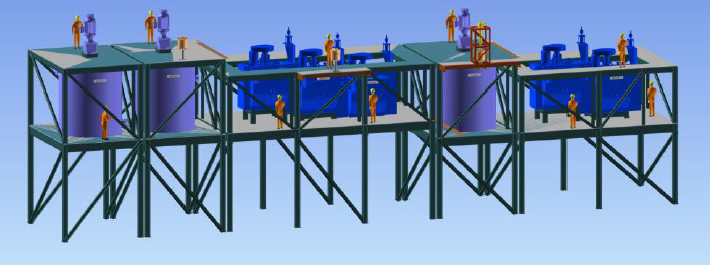
Note: Figure prepared by MT, 2026.
| 14.7.2.2.5 | Wet Shaking Tables Circuit |
The wet shaking tables circuit will consist of three stages of tabling, including:
| > | Rougher tables, processing/separating dewatered and washed flotation concentrate (floats) into: |
| - | concentrate, for further processing in the cleaner tables stage |
| - | middlings, for recirculation to the rougher tables stage |
| - | tailings, for further processing in the scavenger tables stage |
| > | Cleaner tables, processing/separating rougher table concentrate and recirculated cleaner table middlings into: |
| - | concentrate, for further processing in the HREC dewatering circuit |
| - | middlings, for recirculation to the cleaner tables stage |
| - | tailings, for recirculation to the rougher tables stage |
| > | Scavenger tables, processing/separating rougher table tailings, and recirculated scavenger table middlings (after cyclone dewatering) into: |
| - | concentrate, for recirculation to the rougher tables stage |
| - | middlings, for recirculation to the scavenger tables stage |
| - | tailings, for further processing in the REP HMC dewatering circuit (combined with scavenger flotation sinks) |
|
Page 206 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The design allows for a concrete support structure for the wet shaking tables. Sumps and pumps in this circuit can be designed/supplied on skids to provide benefits of off-site assembly and testing before site installation.
As the flotation circuit and the wet shaking table circuit will be located next to each other, the flotation circuit sumps will all be located under the wet shaking tables, while the wet shaking table feed distributors and dewatering cyclone will be located on the upper level of the flotation circuit.
Figure 14-17 shows the wet shaking tables circuit.
Figure 14-17: MSP Rejects Scavenger Spirals and REP Shaking Tables 3D Model
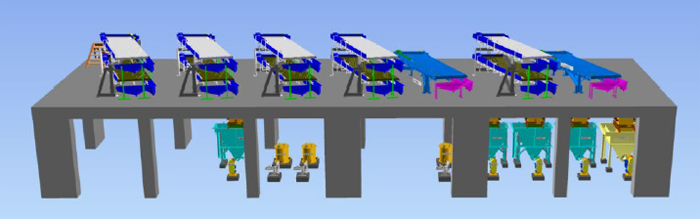
Note: Figure prepared by MT, 2026.
| 14.7.2.2.6 | MSP Rejects Reclaim and Spiral Separation Circuits |
MSP Rejects will be dewatered and stockpiled near the REP and then fed (via the MSP rejects reclaim circuit) to the MSP rejects scavenger spiral separation circuit to recover any valuable minerals that have misreported to this stream.
The MSP rejects reclaim circuit will consist of a feed hopper, feed conveyor, slurrying chute, sump, and pump. The feed hopper will be fed by FEL and the feed conveyer will draw material from the hopper and transfer it to the slurrying chute. The MSP rejects slurry will then be pumped to the MSP rejects scavenger spiral separation circuit.
Figure 14-18 shows the MSP rejects reclaim circuit beside the MSP rejects dewatering cyclone and stockpile.
|
Page 207 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-18: MSP Rejects Reclaim Circuit 3D Model
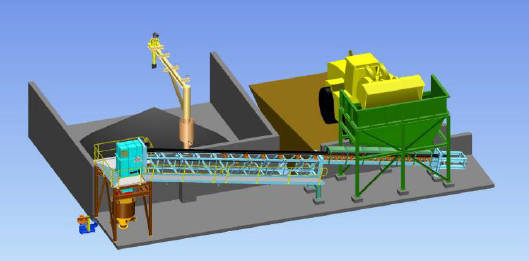
Note: Figure prepared by MT, 2026.
The MSP rejects scavenger spiral separation circuit will consist of a single stage of spirals processing / separating MSP rejects and recirculated spiral middlings into:
| > | concentrate, for further processing in the REP via the feed attritioning circuit |
| > | middlings, for recirculation to the spiral feed |
| > | tailings, for further processing in the REP tails dewatering and stockpiling circuit |
The spiral structure was designed based on a standard MT FlexSeries spiral plant (Figure 14-13), which is a system of plant design and packaging of spirals that is economical and scalable and allows for either stick-built construction or a modular construction approach.
Figure 14-19 shows the MSP rejects reclaim circuit beside the MSP rejects dewatering cyclone and stockpile.
|
Page 208 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-19: MSP Rejects Scavenger Spiral Separation Circuit 3D Model
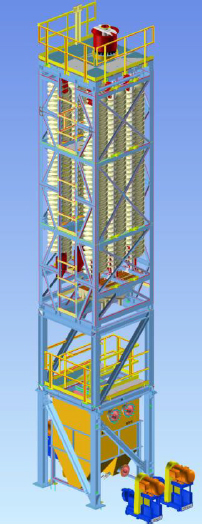
Note: Figure prepared by MT, 2026.
| 14.7.2.2.7 | HREC Product Dewatering and Packaging Circuits |
The HREC product from the REP wet shaking tables circuit will be pumped to the HREC product dewatering circuit, which will include a dewatering cone and vacuum belt filter. The dewatering cone will be used to reduce the moisture content and volume of the dilute HREC slurry ahead of the vacuum belt filter, which will further reduce the moisture level as much as possible and enable the HREC product to be washed with fresh (ex-vacuum pump seal) water (using a 2-stage counter-current wash arrangement). Filter cake will be collected in a product bin before being conveyed to the HREC product packaging circuit. Dewatering cone overflow and filtrate will be pumped to the sand trap in the REP process water circuit, while wash and spillage from the filter and packaging areas will be pumped back to the dewatering cone feed.
|
Page 209 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The plant design has the vacuum belt filter positioned at a height which will enable the filter cake to gravitate to the product bin (minimizing conveying and footprint within the REP building) and will enable a barometric leg arrangement to be used for the vacuum system.
The HREC product packaging circuit design is based on a vendor supplied package, that consists of a small feed hopper above a sealed metering and drum filling system, as well as a hygiene dedusting system. Drums of HREC product will be stored inside the building before being loaded onto trucks.
Figure 14-20 shows the HREC product dewatering and product packaging circuits.
Figure 14-20: HREC Product Dewatering and Packaging Circuits 3D Model
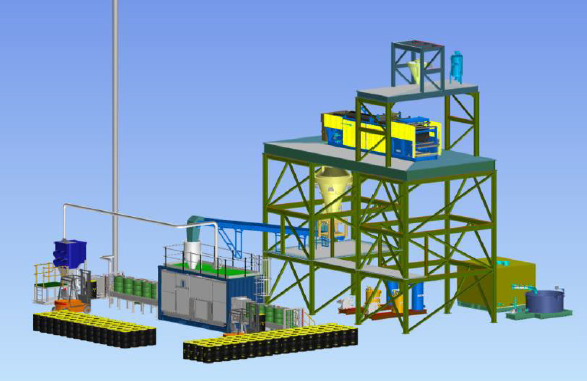
Note: Figure prepared by MT, 2026.
| 14.7.2.2.8 | REP HMC Dewatering and Stockpiling Circuits |
REP HMC from the flotation circuit will be pumped to the REP HMC dewatering circuit, which will include a dewatering cyclone and vacuum belt filter. The dewatering cyclone will be used to reduce the moisture content and volume of the dilute REP HMC slurry ahead of the vacuum belt filter, which will further reduce the moisture level as much as possible and enable the REP HMC to be washed with fresh (ex-vacuum pump seal) water (using a 2-stage counter-current wash arrangement). Filter cake will be conveyed to the REP HMC stockpile outside the building, with runoff from the stockpile collected and pumped to the REP turkey’s nest. Dewatering cyclone overflow and filtrate will be pumped to the sand trap in the REP process water circuit, while wash and spillage from the filter area will be pumped back to the dewatering cyclone feed.
|
Page 210 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The plant design has the vacuum belt filter positioned at a height which will enable the filter cake to be conveyed and discharged to a stockpile relatively close to the building (minimizing conveyor length and footprint) and enable a barometric leg arrangement to be used for the vacuum system.
Figure 14-21 shows the REP HMC dewatering and stockpiling circuits.
Figure 14-21: REP HMC Dewatering and Stockpiling Circuits 3D Model
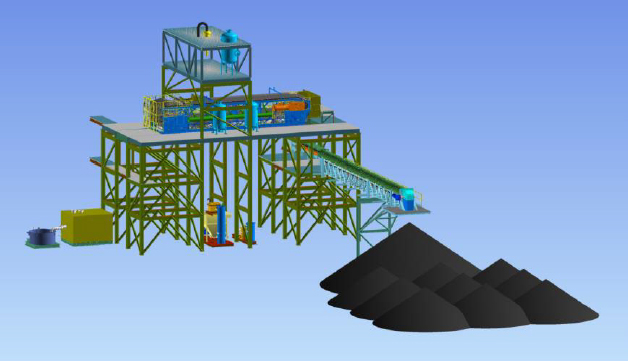
Note: Figure prepared by MT, 2026.
| 14.7.2.2.9 | REP Tails Dewatering and Stockpiling Circuits |
Tailings from the MSP rejects scavenger spiral separation circuit will be pumped to the REP tails dewatering circuit, which includes a dewatering cyclone and vacuum belt filter. The dewatering cyclone will be used to reduce the moisture content and volume of the dilute MSP rejects scavenger spiral tailings slurry ahead of the vacuum belt filter, which will further reduce the moisture level as much as possible. Underflow from the clarifier in the REP process water circuit will also be pumped directly to the cyclone underflow launder ahead of the vacuum belt filter. Filter cake will be conveyed to the REP tails stockpile outside the building, with runoff from the stockpile collected and pumped to the REP turkey’s nest. Dewatering cyclone overflow and filtrate will be pumped to the sand trap in the REP process water circuit, while wash and spillage from the filter area will be pumped back to the dewatering cyclone feed.
The plant design has the vacuum belt filter positioned at a height which will enable the filter cake to be conveyed and discharged to a stockpile relatively close to the building (minimizing conveyor length and footprint) and enable a barometric leg arrangement to be used for the vacuum system.
Figure 14-22 shows the REP tails dewatering and stockpiling circuits.
|
Page 211 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-22: REP HMC Dewatering and Stockpiling Circuits 3D Model
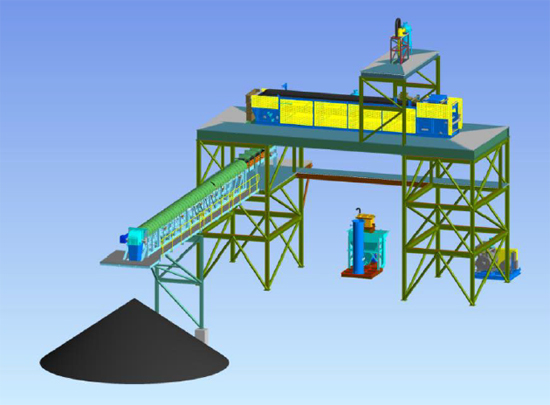
Note: Figure prepared by MT, 2026.
| 14.7.2.2.10 | REP Process Water Circuit |
The FS process flowsheet for the REP process water circuit includes:
| > | a sand trap to collect overflow from the feed desliming circuit and cone/cyclone overflow and filtrate from all the vacuum belt filters in the REP and to recover any misreporting heavy minerals to underflow |
| - | underflow is collected and pumped to the REP turkey’s nest, along with several other streams from floor sumps, etc. within the REP and MSP, to capture and periodically recover solids for reprocessing through the REP and return decanted water to the sand trap |
| > | a clarifier to remove fine solids particles from sand trap overflow (with flocculant addition), with underflow being pumped to the REP tails vacuum belt filter for further dewatering |
| > | a flotation process water (FPW) tank receiving clarifier overflow for reuse within the relevant stages of the REP and for discharge of excess water |
| > | a freshwater tank to service the relevant stages in the REP and to be used for wash down water and dust suppression in the REP and MSP plants |
|
Page 212 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-23: REP Process Water Circuit 3D Model
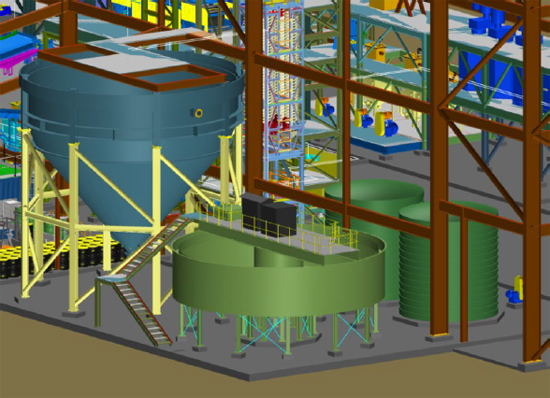
Note: Figure prepared by MT, 2026.
| 14.7.2.2.11 | REP Reagents Circuit |
The FS process flowsheet for the REP reagent storage and dosing circuits includes:
| > | Clarifier Flocculant |
| - | IBC, storage tank, and dosing pumps for receiving, storing and dispensing liquid flocculant emulsion to the REP clarifier to enhance solids settling and process water clarity |
| > | pH Modifier (Acid) |
| - | IBC, storage tank, and dosing pumps for receiving, storing and dispensing sulphuric acid (H₂SO₄) to the REP attritioner to facilitate effective surface cleaning of mineral particles and prevent agglomeration during the feed preparation process |
| > | pH Modifier (Caustic) |
| - | IBC, storage tank, and dosing pumps for receiving, storing and dispensing sodium hydroxide (NaOH) to the REP flotation conditioning tanks to control pulp chemistry by adjusting surface charge, promoting selective collector adsorption, and enhancing gangue mineral depression during flotation |
| - | part of the caustic flow is diverted into the REP starch/dextrin mixing tank (see below) |
| > | Dispersant and Secondary Depressant |
| - | IBC, storage tank and dosing pumps for receiving, storing and dispensing sodium silicate (Na₂SiO₃) to the REP attritioner as a dispersant to facilitate dispersion of fine particles and slimes and prevent re-agglomeration or coating of mineral surfaces during the feed preparation process, and to the REP flotation conditioning tanks as a secondary depressant to facilitate dispersion of fine gangue particles and prevent their entrainment or unintended flotation, thereby improving selectivity and recovery of the target minerals during the flotation process |
|
Page 213 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| > | Primary Depressant |
| - | silo, screw feeder, blower, tanks and pumps for receiving, storing, preparing (including addition of fresh water and sodium hydroxide) and dispensing of starch/dextrin solution to the REP flotation conditioning tanks as the primary depressant to facilitate selective depression of gangue minerals, preventing their unintended flotation and enhancing the overall flotation selectivity for the target mineral |
| - | addition of sodium hydroxide during preparation facilitates alkaline activation and pH adjustment of the starch/dextrin solution, ensuring optimal depressant performance in the flotation circuit |
| > | Collector |
| - | tank and pumps for receiving, storing, preparing and dispensing of liquid fatty acid collector to the REP flotation conditioning tanks to assist in the flotation of rare earth minerals by forming a thin hydrophobic layer on the surface of these minerals |
| > | Frother |
| - | IBC, storage tank, and dosing pumps for receiving, storing and dispensing liquid chemical frother to the REP flotation conditioning tanks to assist in strengthening the surface tension of the air that is injected into the flotation cells to form a froth |
The REP reagents circuit will be housed in a separate building (Figure 14-24) that will be located close to the road to facilitate reagent delivery.
Figure 14-24: REP Reagents Circuit 3D Model
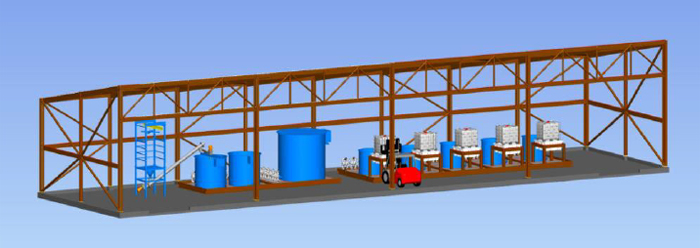
Note: Figure prepared by MT, 2026.
|
Page 214 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 14.7.2.3 | Mineral Separation Plant |
The MSP plant consists of the following key process circuits:
| > | MSP feed and drying circuit |
| > | MSP primary dry circuit (PDC) |
| > | MSP primary non-conductor circuit (PNCC) |
| > | MSP primary conductor circuit (PCC) |
| > | MSP product storage and loadout circuit |
| > | MSP rejects dewatering and stockpiling circuit |
The initial stage MSP (400 tph MSP) plant was sized with the capacity to process HMC at a rate equivalent to that produced from the 400-tph WCP plant (when feeding 3.8% HM grade ROM feed material) after processing through the REP (for an appropriate run time at the full capacity rate). The second (expansion) stage MSP (800 tph MSP) plant was sized with the capacity to process HMC at a rate equivalent to that produced from the 1,200-tph WCP plant (when feeding 3.4% HM grade ROM feed material) after processing through the REP (at the full capacity), less the amount of HMC processed through the initial stage MSP. This approach was taken to cater for the higher-grade ROM material to be processed in the initial years of operation while optimizing loading to the dry magnetic and electrostatic separation equipment in both MSPs.
A modular approach was taken to the design each of the (400 tph and 800 tph) MSP main buildings, incorporating the PDC, PNCC and PCC, with horizontally oriented modules containing process equipment and vertically oriented (split) modules containing bucket elevators (one central line for feeding process equipment and another line on the outside to discharge products to storage bins). These modules will be incorporated into an overall multi-level MSP building which is clad and has a hygiene dust extraction system. Process equipment will be located across two main (upper and lower) levels, allowing gravity laundering between stages where appropriate, and (vertical) bucket elevators and (horizontal) conveyors will be used to feed material through the plant and to minimize the plant footprint. This modular approach will enable each floor to be set at the same level within the 400-tph and 800-tph MSP buildings.
The top floor of each MSP main building will house and provide access to the bucket elevator drive heads and feed distributors (with a monorail above for maintenance), with the next floor down containing feed launder pipework. The upper level of process equipment will house the re-heaters (and feed distributors) and the product bin feed bucket elevator drive heads and product weigh feeders, with the level below this containing product launder lines with good access for sampling. The lower level of process equipment will include HTRS, which will be fed from re-heaters on the upper level of process equipment, with the level below this again containing product launder lines with good access for sampling, as well as the rutile product screen (and conveyors in the 800-tph MSP) and pencil bins within the bucket elevator modules. The second lowest level will house conveyors, and the ground floor level will house the bucket elevator boots, with both levels also containing product launder pipework.
|
Page 215 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The 400-tph MSP will have stair access at each end and the 800-tph MSP will share one of these stair towers. The 400-tph MSP control room will be placed between the 400-tph MSP and 800-tph MSP and service both plants, as well as the REP.
Figure 14-25 shows an elevation 3-D model of the 400-tph and 800-tph MSPs from the side, showing the separate modules for the process equipment and bucket elevators, while Figure 14-26 shows a plan view of the MSPs side by side.
Figure 14-25: MSP Buildings – Elevation 3D Model
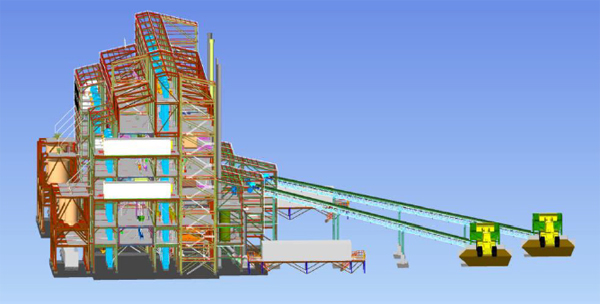
Note: Figure prepared by MT, 2026.
|
Page 216 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-26: MSP Buildings – Plan View 3D Model
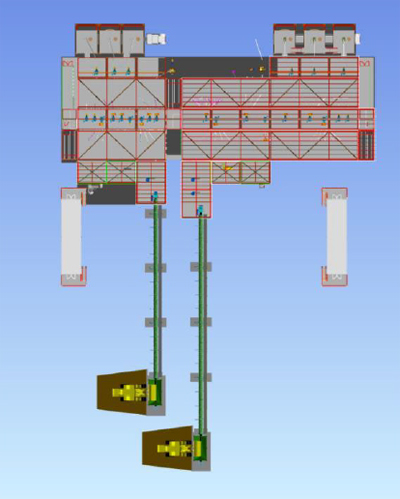
Note: Figure prepared by MT, 2026.
| 14.7.2.3.1 | MSP Feed and Drying Circuit |
Stockpiled REP HMC for each MSP plant will be reclaimed and fed to an MSP feed dryer via a reclaim feed hopper and feed conveyor. The feed dryers were designed to be operated using natural gas fuel and will use a wet scrubber for management of dust.
Due to generating humid conditions, the dryers and scrubbers were located in annexes next to the main MSP buildings, which will enable the exhaust stacks to be external of the main building structures and the dry separation equipment to be isolated from potential moisture.
|
Page 217 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-27 - MSP Feed Dryer 3D Model
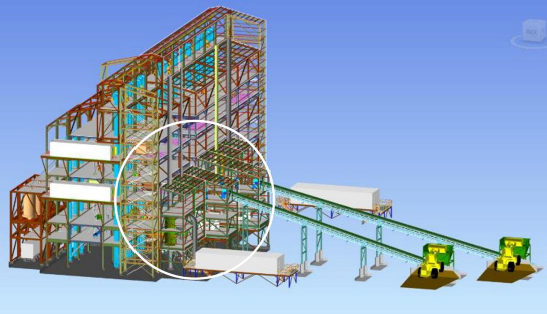
Note: Figure prepared by MT, 2026.
| 14.7.2.3.2 | Primary Dry Circuit |
Dried HMC will discharge from the feed dryer into a feed screen feeder (which will remove any coarse trash oversize material picked up from the stockpile or dryer refractory lining) and undersize feed will be fed to the first stage of the PDC via a bucket elevator.
The PDC will consists of four stages of electrostatic separation (each fed from a bucket elevator via re-heater, where required, and a distributor), including:
| > | Primary rougher HTRS, processing / separating dried REP HMC into: |
| - | conductors, for further processing in the primary conductor cleaner HTRS |
| - | middlings, for further processing in the primary mid scavenger HTRS |
| - | non-conductors, for further processing in the primary non-conductor cleaner HTRS |
| > | Primary mid scavenger HTRS, processing / separating primary rougher HTRS middlings, primary conductor cleaner HTRS non-conductors, primary non-conductor cleaner HTRS conductors and other non-conductor streams from the PCC (after passing through a re-heater) into: |
| - | conductors, for further processing in the primary conductor cleaner HTRS |
| - | non-conductors, for further processing in the primary non-conductor cleaner HTRS |
| > | Primary conductor cleaner HTRS, processing / separating primary rougher HTRS conductors and primary mid scavenger HTRS conductors into: |
| - | conductors, for further processing in the PCC |
| - | non-conductors, for recirculation to the primary mid scavenger HTRS |
|
Page 218 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| > | Primary non-conductor cleaner HTRS, processing / separating primary rougher HTRS non-conductors and primary mid scavenger HTRS non-conductors into: |
| - | conductors, for recirculation to the primary mid scavenger HTRS |
| - | non-conductors, for further processing in the PNCC |
Figure 14-28 shows the 400tph MSP (with the feed dryer section hidden for clarity) highlighting the main parts of the PDC.
Figure 14-28: MSP PDC 3D Model
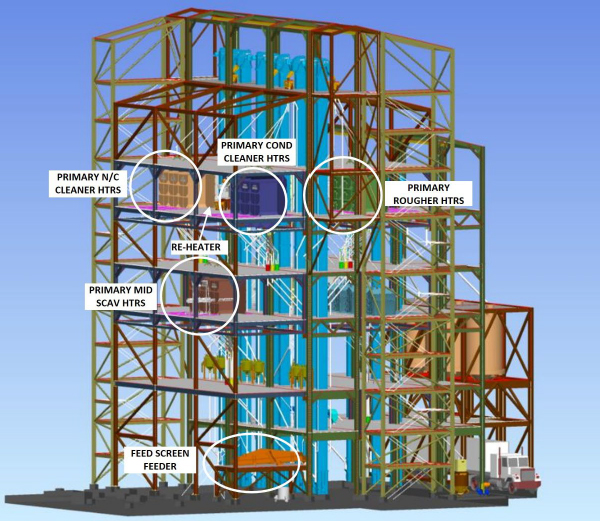
Note: Figure prepared by MT, 2026.
|
Page 219 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 14.7.2.3.3 | Primary Non-Conductor Circuit |
The PNCC will consist of a single stage of magnetic separation (fed from a bucket elevator via a distributor), with:
| > | Primary non-conductor RERS processing / separating primary non-conductor cleaner HTRS non-conductors into: |
| - | magnetics, forming the MSP rejects stream which is collected in a sump, diluted and pumped to the MSP rejects dewatering and stockpiling circuit before being reprocessed in the REP MSP rejects scavenger spiral separation circuit |
| - | non-magnetics, forming the zircon concentrate product which is transferred to the MSP product storage and loadout circuit |
Figure 14-29 shows the 400-tph MSP (with the feed dryer section and stair tower hidden for clarity) highlighting the main parts of the PNCC.
Figure 14-29: MSP PNCC 3D Model
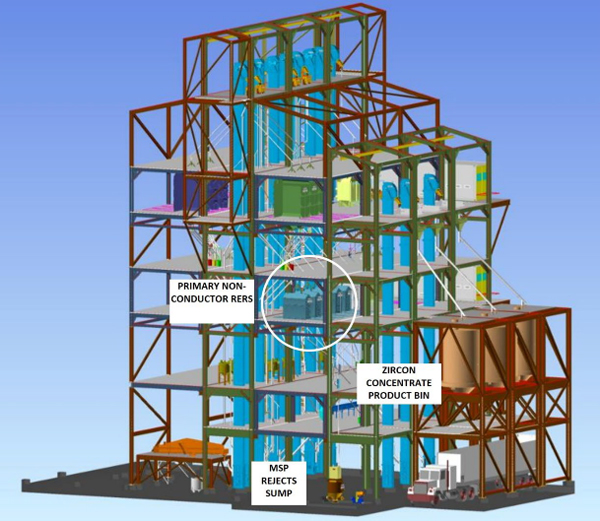
Note: Figure prepared by MT, 2026.
|
Page 220 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 14.7.2.3.4 | Primary Conductor Circuit |
The PCC will consist of three stages of magnetic separation, two stages of electrostatic separation and a stage of screening, including:
| > | Primary conductor REDS (fed from a bucket elevator via a distributor), processing / separating primary conductor cleaner HTRS conductors into: |
| - | magnetics, forming part of the ilmenite/leucoxene product which is transferred to the MSP product storage and loadout circuit |
| - | non-magnetics, for further processing in the rutile rougher HTRS |
| > | Rutile rougher HTRS (fed from a bucket elevator via a re-heater and distributor), processing / separating primary conductor REDS non-magnetics into: |
| - | conductors, for further processing in the rutile rougher IRMS |
| - | non-conductors, for recirculation to the PDC (primary mid scavenger HTRS) |
| > | Rutile rougher IRMS (fed from a bucket elevator via a distributor), processing / separating Rutile rougher HTRS conductors into: |
| - | magnetics, for further processing in the rutile scavenger IRMS |
| - | non-magnetics, for further processing in the rutile cleaner HTRS |
| > | Rutile scavenger IRMS (fed from the rutile scavenger IRMS via a collector), processing / separating rutile scavenger IRMS magnetics into: |
| - | magnetics, forming part of the ilmenite/leucoxene product which is transferred to the MSP product storage and loadout circuit |
| - | non-magnetics, for further processing in the rutile cleaner HTRS |
| > | Rutile cleaner HTRS (fed from a bucket elevator via a re-heater and distributor), processing / separating rutile rougher and scavenger IRMS non-magnetics into: |
| - | conductors, for further processing on the rutile product screen |
| - | non-conductors, for recirculation to the PDC (primary mid scavenger HTRS) |
| > | Rutile product screen (fed from the rutile cleaner HTRS), processing / separating rutile cleaner HTRS conductors into: |
| - | oversize, for recirculation to the PDC (primary mid scavenger HTRS) |
| - | undersize, forming the rutile product which is transferred to the MSP product storage and loadout circuit |
Figure 14-30 shows the 400-tph MSP (with the feed dryer section hidden for clarity) highlighting the main parts of the PCC.
|
Page 221 |
|
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-30: MSP PCC 3D Model
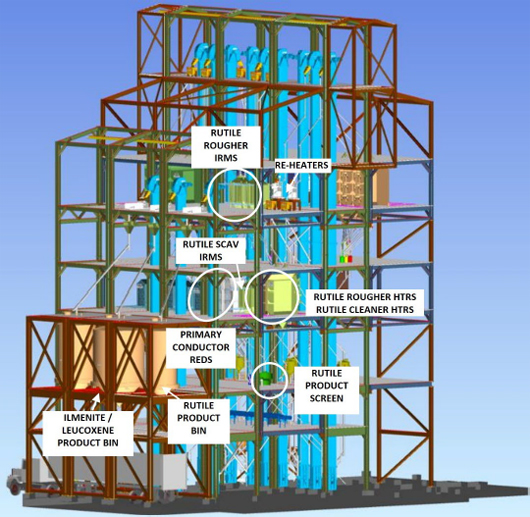
Note: Figure prepared by MT, 2026.
| 14.7.2.3.5 | MSP Product Storage and Loadout Circuit |
The MSP product storage and loadout circuit will consist of storage bins fed by bucket elevators for the following products: zircon concentrate, ilmenite/leucoxene, and rutile.
The bucket elevators feeding each of these bins will be housed in similar (but shorter) modules to the main MSP building bucket elevators and these modules will be integrated into the main building with dust extraction (Figure 14-31 is a side view of the 400-tph MSP showing the relative location of the MSP product bucket elevators and bins). Each product bucket elevator will discharge product to the bin via a weigh feeder. Products will then be loaded out to trucks from the bins as required.
|
Page 222 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 14-31: MSP Product Storage and Loadout Area 3D Model
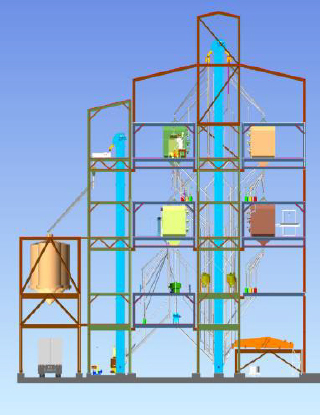
Note: Figure prepared by MT, 2026.
| 14.7.2.3.6 | MSP Rejects Dewatering and Stockpiling Circuit |
The MSP rejects dewatering and stockpiling circuit will include a stacking cyclone for dewatering and stockpiling of dewatered MSP rejects. The stacking cyclone and stockpile will be located near the REP building (see Figure 14-13 and Figure 14-18) and is fed from the sump/pump in the PNCC, located in a bund next to the MSP building (see Figure 14-29).
| 14.7.3 | Electrical Infrastructure |
Power supply is discussed in Section 15.
| 14.7.3.1 | WCP Plant Area |
The electrical design for the WCP site was developed to FS level to define the overall power supply philosophy, major electrical infrastructure requirements, and allowance for staged expansion from the initial 400-tph plant to the ultimate 1,200-tph configuration.
Electrical load estimates were developed from the mechanical equipment list, incorporating motor power requirements, allowance for variable speed drives (VSDs), lighting, auxiliary services, and non-process infrastructure based on MT’s experience with similar facilities. Single line diagrams, general electrical arrangements, instrument lists, input/output (I/O) lists, cable schedules and supporting material takeoffs (MTOs) have been prepared to support load definition and capital cost estimating.
|
Page 223 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The WCP site power supply is expected to be sourced from existing transmission infrastructure located approximately 213 meters (700 feet) south-west of the WCP site. A high-voltage (HV) switchyard, to be designed and supplied by others, has been conceptually included to facilitate connection to the utility supply and distribution of power to the site. Final supply voltage, connection configuration, and redundancy arrangements will be confirmed in consultation with the utility provider during the next project phase.
HV power will be distributed to step-down transformers supplying low-voltage switchrooms and motor control centers (MCCs). Two primary switchrooms are envisaged for the WCP site:
| > | a switchroom servicing the FPP and WCP for the initial 400-tph installation. |
| > | a separate switchroom sized to support the future 800-tph expansion. |
Each switchroom will house MCCs, variable speed drives, protection systems, and distribution boards for general power and lighting.
Major process drives, including pumps, conveyors, and selected process equipment, will utilize variable speed drives to improve operability, control, and energy efficiency. Motor starting philosophy, harmonic performance, power factor correction requirements, and voltage drop assessments have not been undertaken at FS level and will be completed during detailed design.
The electrical infrastructure has been configured to support staged expansion. The initial 400-tph electrical installation will be designed to operate independently, with additional transformers, switchrooms, MCCs, and feeders required for the 800-tph expansion. Final expansion tie-in strategy, including outage requirements and integration with the initial electrical systems, will be defined during detailed design.
Electrical design at this stage is intended to support load definition, spatial allowance, and cost estimation. Detailed studies including short-circuit analysis, protection coordination, earthing design, hazardous area classification, power quality assessment, and system redundancy evaluation will be completed during subsequent engineering phases.
| 14.7.3.2 | Mineral Separation Plant Area |
Electrical design is conceptual and intended to support load definition, spatial allowance, and cost estimation. Detailed studies including short-circuit analysis, protection coordination, earthing design, hazardous area classification, power quality assessment, and system redundancy evaluation will be completed in subsequent engineering phases.
The MSP site is expected to be supplied from a local municipal electrical network at a nominal voltage of approximately 12 kV. A dedicated substation, to be designed and provided by others, is anticipated to be installed within or adjacent to the MSP site boundary. The substation will distribute power to plant-specific transformers supplying the REP, initial 400-tph MSP, future 800-tph MSP, and non-process infrastructure.
|
Page 224 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Each major plant area will be served by its own transformer and dedicated switchroom to provide operational independence and assist with staged commissioning and expansion.
Dedicated switchrooms are planned for: REP, initial 400-tph MSP, expansion 800-tph MSP, and NPI.
Each switchroom will house MCCs, VSD panels, protection relays, and distribution boards relevant to the associated plant area. Some specialist separation equipment within the MSP, such as electrostatic and magnetic separators, is expected to be supplied with vendor-specific power and control cabinets. These will be integrated into the overall electrical and control system during detailed design.
The MSP electrical infrastructure was conceptually arranged to support staged expansion while maintaining separation between the initial and expanded plant installations. This approach limits operational disruption during expansion and allows progressive commissioning of additional capacity. Final redundancy philosophy, system reliability targets, and outage management strategies will be defined during detailed design.
|
Page 225 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 15 | Infrastructure |
MM&A prepared a finalized site plan which includes property boundaries supplied by IperionX; offset boundaries for intended use as required by TDEC; floodplains, wetlands, and streams as delineated by HDR; concentrator facilities designed by MT; tailings and waste disposal areas; and planned pit areas (Figure 15-1).
Figure 15-1: Titan Project Mine Site
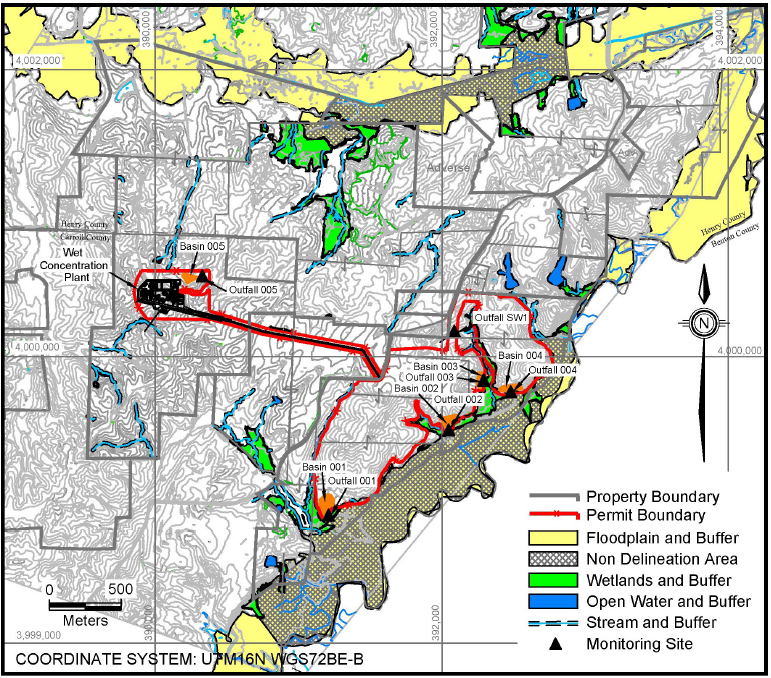
Note: Figure prepared by MM&A, 2026.
|
Page 226 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 15.1 | Roads and Logistics |
| 15.1.1 | Roads |
General access to the Project area was discussed in Section 4.1.
The proposed mine and WCP plant sites will be accessed using paved and maintained state and county roads. The MSP and REP sites will be accessed primarily from US Route 70 which is about 1.6 km (1.0 mile) from the planned sites. Direct access to the site will be using County Highway 891. The proposed mine and WCP sites are about 29 km (18 miles) apart by road from the planned MSP and REP sites (Figure 15-2).
Figure 15-2: Titan FS Overall Site Layout
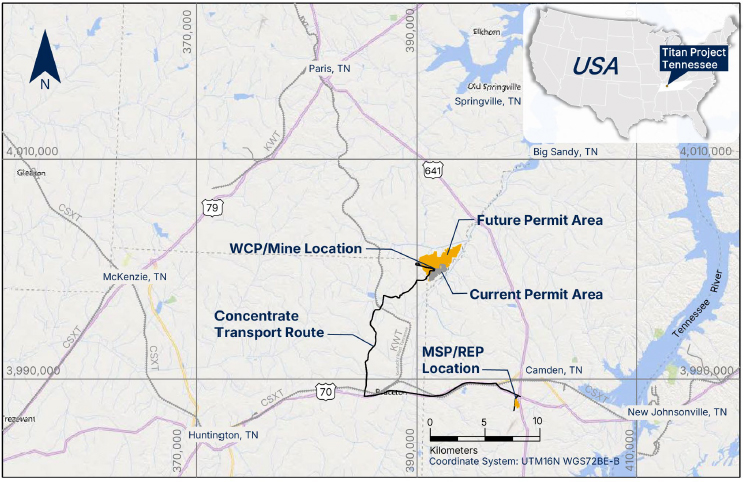
Note: Figure prepared by MM&A, 2026.
| 15.1.2 | Rail |
CSX operates a railyard approximately 11 km (7 miles) from the MSP/REP site. Transportation of material between the MSP/REP and the railyard will be conducted by over-the-road trucking. Similarly, the movement of product from the WCP to the MSP/REP will be conducted through over-the-road trucking.
|
Page 227 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 15.2 | ROM and Tailings Transportation |
Transportation of ROM and tailings materials between the mine pits and the processing plants will be conducted by conveyor belts.
| 15.2.1 | Production Conveyor System |
The main production belt will serve as a dual-purpose belt with ROM material traveling to the plant on the top belt and processed/filtered tailings returning to the mine on the bottom belt. This system will require the belt to flip over after passing around the tail roller so that the carrying surface of the top belt becomes the carrying surface of the bottom belt. Special belt structures will be necessary to achieve this flip over at both the plant and mine ends of the belt.
Due to the constraints of the current mine permit, the corridor that the main belt will follow has a bend in it that will require the belt to be broken into two segments. The segments may require a transfer tower at the apex of the bend to connect the belts. This transfer tower will likely be necessary in later years depending on belt configuration. The topography at the site is relatively flat, therefore the belt does not need to traverse any significant slopes. This is reflected in the power requirements for the main belt. Figure 15-3 is a plan view of the conceptual belt corridor illustrating the bend requiring the transfer tower. The overall estimated length of the main belt will be approximately 1,620 m (5,315 feet) as initially designed.
Figure 15-3: Overview of Belt Corridor
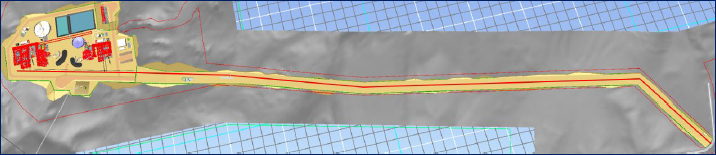
Note: Figure prepared by MT, 2026.
Up through Year 9, the main belt initially purchased will be able to reach the ROM stockpile locations. During several mining years, the belt will need to be shortened as the stockpiles will be in close proximity to the plant. Once mine production passes Year 9, the distance from the pits to the plant will surpass the total length of belt materials initially purchased. Due to this, additional belt and appropriate infrastructure will need to be purchased and installed starting in Year 10 and continuing through Year 13. Table 15-1 summarizes the amount of additional length that needs to be acquired and the year it needs to be available.
|
Page 228 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 15-1: Additional Main Belt Lengths Necessary and Associated Years
| Year | Distance (m) |
| 10 | 277 |
| 12 | 546 |
| 13 | 1120 |
Figure 15-4 depicts the proposed yearly positions of the ROM stockpiles to accommodate the finalized 14-year mine plan.
Figure 15-4: Yearly ROM Stockpile Locations
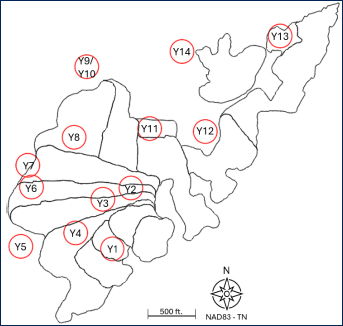
Note: Figure prepared by MM&A, 2026.
To accommodate the production increase planned for Year 5, the belt will be constructed initially to handle the higher full production rate. This is to avoid additional capital and potential downtime once the mine is ready to begin full production.
| 15.2.2 | Tailings Belt System |
In the initial four years of mine production, additional space will be needed for tailings material storage. This period is necessary until the pits have progressed enough to allow room for placement back into the pits for all material. An additional belt will need to be installed to carry processed materials returned from the plant into designated, temporary surface storage areas. The storage area used during Year 1 will be northeast of the initial pits and the area for Years 2 through 4 will be to the west of the processing plant. To reach the first storage area, the tailings belt will need to be approximately 2,000 m (6,562 feet) long. Following Year 1, the belt will be moved to the west of the plant to start depositing material in the second area. The belt length for the second configuration will be approximately 1,500 m (4,921 feet).
|
Page 229 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 15.2.3 | Plant Site Belt Systems |
Feed to each of the 400-tph and 800-tph modules in the processing plant will be handled by a trommel that will slurry the ROM material. Each of these trommels will be fed by its own feeder belt. These feeder belts will draw from a 600-t surge bin designed to handle 30 minutes of belt residence time. This is designed to prevent material overflows in the case of shutdowns in the plant. The bin will also meter the feed appropriately to the two plant modules which each need to be fed at different tonnes per hour rates. A short transfer belt is to be installed to take the ROM material from the main belt and place it into the surge bin. This belt is designed to handle the full 1,200 tph from initial construction in anticipation of full production after Year 4.
Coming from the bottom of the surge bin will be two transfer belts sized for feeding the 400-tph plant module and the 800-tph plant module. The 400-tph module belt will be approximately 60 m (197 feet) in length and the 800-tph module belt will be approximately 130 m (427 feet) in length depending on final plant design. A truck belt crossover will be needed for the 800-tph module belt as well as the main production belt to accommodate truck traffic entering and exiting the plant to pick up processed material. These trucks will haul this material to the MSP/REP for further processing.
Feed rates to the trommels of each plant will be controlled by weigh bridges.
Each of the WCP units will have a set of two tailings belts that will transfer the dewatered tailings materials back to the bottom main belt to be sent to the pits for reclamation. One of the belts will handle the sandy tailings materials while the second will handle the slimes that were separated in process. Each of the individual belts will be approximately 50 to 60 m (164 to 197 feet) in length depending on final configuration.
| 15.2.4 | Additional Materials Handling Equipment |
Before being loaded onto the main belts, ROM material will need to be screened to remove any oversized material or residual vegetation remnants. At the belt loading point, a feed hopper with grizzly bars will be installed along with the appropriate skirting, guards, and liners. Screen aperture sizes will be designed to accommodate final feed size requirements based on plant design.
To assist with the handling of the tailings material at the mine pits, two 500-t bins will be installed to receive material from the tailings belt. These bins are designed to be elevated to allow mobile equipment to drive beneath the bin for loading before returning to the pits for deposition of the material. These bins will also act as surge bins to accommodate the belt running down in the event of shutdowns. The bins are designed to be on skids to allow ease of movement, as the belts will be moved to accommodate the changing pits and stockpile areas.
|
Page 230 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 15.3 | Water Handling Systems |
| 15.3.1.1 | Dewatering System |
Slope stability analysis conducted by MM&A has shown that groundwater levels are not expected to cause significant slope stability issues as a result of the designed pit slope angles. Water entering the pits via seepage from the pit walls will make its way through the sandy material (overburden and Upper McNairy unit) and down the faces of the lower, more clayey levels (Lower McNairy unit). This water will then be collected in sumps on the pit floor and pumped out of the pit via large mobile diesel pumps. Based on the water flows estimated by HDR, the maximum inflow to be expected in the pits will be approximately 2,400 gallons per minute (gpm). The pumps selected to dewater the pits have sufficient capacity to handle inflows to the pits. A spare pump will be purchased in the event the main pump is down for maintenance or if there are storm events that overload the main pump.
The main pit dewatering pump will move the collected water from the pit into a constructed combined settling/clarifying pond. This pond is designed to allow the solids to settle out of the pit water for use in the processing plant. The ponds will be constructed in the overburden material when possible or if they have to be constructed on reclaimed material, liners may be utilized as necessary to prevent unintentional leakage.
| 15.3.1.2 | Plant Water Supply System |
From the settling/clarifying pond, the water will be sent to the plant via a 1,000-gpm pump combined with six-inch piping. An additional 1,000-gpm pump will be installed inline to act as a booster pump to help push the water to the plant in the years where the distances from the plant to the pit grow longer.
The pits may not always be able to provide the required water for the WCP. To supplement the water from the pits, a permitted withdrawal point will be required to allow the mine to pull water from a nearby location on Sandy Creek. It is assumed that this withdrawal point will have a 1,000-gpm pump installed to ensure it has enough capacity to meet demands. A 2,621-m (8,599 feet) long of water supply pipe will be needed to reach the plant. This includes the pipe running between the plant and the settling ponds and the pipe from the initial proposed withdrawal point. The estimated dewatering pipe length required will increase to approximately 3,353 m (11,000 feet) as mining progresses and moves further away from the plant site.
| 15.4 | Civil Design |
The design of the civil layout for each site required multiple considerations. While the final civil design was not in MT’s scope, there is a significant interface between different contract battery limits and care must be taken to ensure the final design considers the overall site restrictions and requirements.
For both the WCP and MSP sites, the civil design and plant layout accounts for the final 1,200-tph plant, incorporating the initial 400-tph plants and the 800-tph expansion plants into one layout.
|
Page 231 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 15.4.1 | Wet Concentrator Plant (WCP) |
The civil design was conducted by Primero with inputs from MT. For the WCP site, it was important that all the infrastructure was located within the site permit boundary. Careful consideration was given to buffer zones between the infrastructure and the permit boundary to ensure compliance, but also to ensure construction activities also remain within the permit constraints.
The local topography was exploited to minimize cut/fill requirements; however, the final cut/fill design is to be confirmed by the civil designer in detailed design. A one-way fall was adopted by the civil designer, with stormwater to be directed to the approved discharge point in the depression located on the eastern boundary of the site.
Geotechnical investigations were conducted by S&ME to confirm the suitability of the ground conditions for the potential LFCU and thickener locations and spiral building locations, and results are published in their report S&ME Project No. 22350271B.
The geotechnical boring locations for the WCP are shown in Figure 15-5 below.
|
Page 232 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 15-5: WCP Geotech Bore Locations
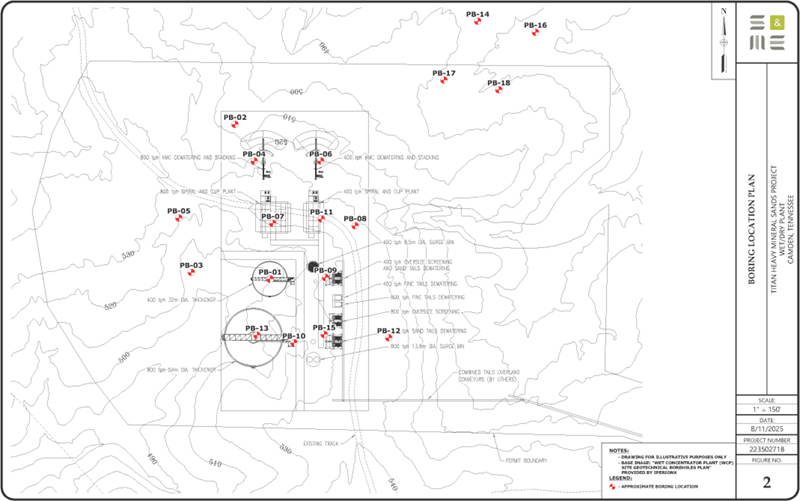
|
Page 233 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 15.4.2 | Mineral Separation Plant |
The MSP site layout had its own restrictions. The plant will be located in what is designated as an industrial park, however there are local residences and a memorial site near the location. With this in mind, the major infrastructure has been positioned away from the existing residential buildings as practicable within the site boundary.
Operability was also considered for the civil design of the MSP site. HMC will be trucked from the WCP to the MSP, and the final products will be trucked out from the MSP site to market. There are also reagents and other consumables to be delivered to site on a regular basis, as well as maintenance vehicles that require access separate to that of general employee transport.
The current topography of the site indicates that the site is relatively flat, with a sudden fall to the eastern boundary. The final finished surface level will be decided in the detailed design phase, however the current design considers an overall one-way fall from the West to the East to allow for stormwater collection and runoff. Final civil design with be completed during the detailed design phase of the Project.
| 15.5 | Power Supply |
The existing utilities available to the Project include electric power, natural gas, and water. Electricity is supplied via 161-kV transmission lines near the Project area. The power supply assumes 100% renewable power supply from TVA. The grid connection to TVA will supply the MSP and REP site substation with redundant 12.47-kV distribution lines. The existing electrical distribution system to the WCP will undergo a system upgrade to supply electricity to the WCP substation with redundant 12.47-kV distribution lines. The associated cost for this upgrade has been incorporated in the estimated capital expenditure. This will offer a stable power supply to the plant sites, and on-site power generation will provide backup power. There will be a 12.47-kV switchgear that distributes power radially at each site substation to 12.47/0.480 kV stepdown transformers and in turn 480 V e-houses with 480V MCCs in the various plant areas. The primary distribution voltage will be 12.47 kV, three phase, 60 Hz. The secondary distribution voltage will be 480 V, three phase, 60 Hz for all loads. Lighting and small power will be stepped down to 120/208 V, single phase, 60 Hz.
| 15.6 | Natural Gas |
Natural gas will be provided by West Tennessee Public Utility District to the site tie-in point through the NPI to the MSP.
| 15.7 | Water Supply |
| 15.7.1 | Raw Water Supply |
Sources of raw water will be needed for mining and ROM material processing. Water in the mining process will primarily be used for dust suppression. No public water supplies exist in the Project area so the raw water will need to be sourced from in situ sources. The Project area sits between several floodplains associated with large marshy areas and rivers. This combined with the sandy soil that makes up the surrounding area, allows for the groundwater table to be close to the surface, and creates an aquifer with sufficient quantity to support the operation for the bulk of the processing needs.
|
Page 234 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Raw water supply for the WCP will primarily come from a permitted withdrawal point along Big Sand River with a secondary source being groundwater seeping into the pit from the working face and the side walls of the mine pits, with a lesser quantity from the tailings being placed during reclamation. Water will be collected into sumps in the bottom of the pits and then pumped with a portable diesel pump into collection ponds adjacent to the pits for settling and clarifying before being pumped to the WCP for use in processing the ROM material, as necessary.
Figure 15-6 shows the location of the proposed water withdrawal point along Big Sandy River. The permit application will be for a max draw rate that exceeds the maximum expected amount of make-up water required. This will ensure that the operation of the processing facility will be able to operate at full capacity throughout the 14-year plan. At the MSP site, water will be supplied by the City of Camden.
Figure 15-6: Proposed Freshwater Withdrawal Location
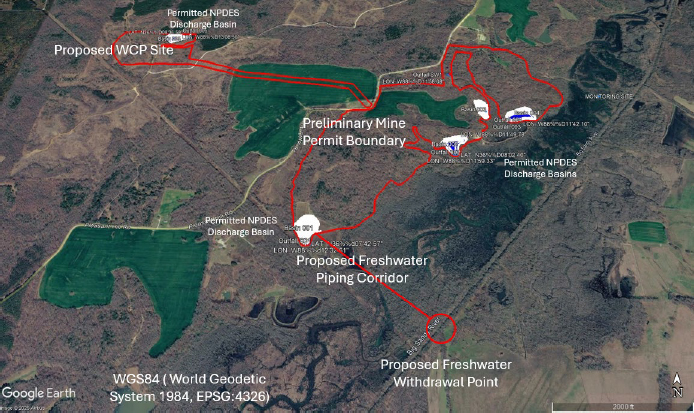
Note: Figure prepared by MM&A, 2026.
The WCP process plant distribution network will supply water to the NPI facilities whereas at the MSP site water will be supplied by the City of Camden to the NPI facilities.
| 15.7.2 | Potable Water Supply |
There is no permanent infrastructure within the Project area to supply potable water for the WCP site. A potable water well will be drilled adjacent to the personnel facilities at the WCP. Current pumping tests indicate that a single well should be able to supply all of the potable water needs of the site when used in conjunction with a storage tank. From the well, a 21,000-gallon storage tank will distribute the potable water to the necessary fixtures and supply points. At the MSP site, water will be supplied by the City of Camden.
|
Page 235 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 15.8 | Communications Systems |
Communications at the project site will have to be facilitated by cellular and/or satellite provided data communication equipment, as permanent phone and/or data infrastructure is not available. Communication around the mine pits and processing plant will be accomplished through radio devices that are either vehicle-mounted or handheld.
| 15.9 | Non-Process Infrastructure |
NPI buildings will be located at the WCP and MSP facilities for all operations and maintenance personnel either as vendor supplied modular buildings or engineered structures. NPI at the WCP includes control room, warehouse and ablutions building. NPI at the MSP includes control room, administration building, warehouse and laboratory and sample preparation building. The design developed in this FS is based on established design precedents from facilities with similar functions and requirements and is consistent with the approved Basis of Design for this Project. This approach ensures that the NPI at both the WCP and MSP reflect proven layouts and operational needs while maintaining alignment with regulatory, safety, and project standards. Key elements are summarized in Table 15-2
Table 15-2: Non-Process Infrastructure
| Item | Note |
| Control room | Identical for WCP and MSP. Will include 2 operators’ rooms and a breakroom. Sized at 7.6 x 4.6 m and will be 3.1 m high. |
| Warehouse | Identical for WCP and MSP. Will include 3 open offices space, 1 caged storage area, a space for 50 pallet racks, 2 roller doors, 1 restroom, a fenced outdoor laydown yard adjacent to the warehouse and outdoor veranda. WCP warehouse sized at 24.4 x 15.2 m; 6.1 m high with 10-degree slope. MSP warehouse sized at 21 x 17.7 m, 6.1 m high with 10-degree slope |
| Ablutions | WCP site. Will include 5 men’s toilets 4 men’s showers block with changing area, bench, and lockers, 3 female toilets, 2 female showers block with changing area and lockers. Sized at 12.2 x 7.3 m; 2.7 m high with 5-degree slope. |
| Administration | MSP site. Will include includes 4 open office spaces, 1 janitor closet, 4 restrooms, 1 kitchen and dining room, 1 telecommunications room, 15 open offices, 1 reception, 1 conference room and an outdoor veranda. Sized at 30.5 x 15.2 m; 2.7 m high with 10-degree slope. |
| Laboratory and sample preparation | MSP site. Will include 3 open office spaces, 1 utility room, 1 sample reception and storage room, 1 chemical storage room, 1 chemistry laboratory, 1 laboratory storage room, 1 laundry room, 1 server room and 1 electrical room, 1 sample preparation room and 1 mechanical room. Sized at 21 x 17.7 m; 6.1 m high with 10-degree slope. |
| Weigh bridge | Designed for up to 109 t. Weighing Increments as per NIST Handbook 44 (typically 9 kg or 23 kg). 12-axle B-train configuration of |
| Weigh bridge platform | Concrete deck surface. Sized at 42 m twin; platform width of 3.5 m. |
| Mine access road | Mine access road connecting the WCP and the mine will follow the typical cross-section design |
| Sewage | The WCP is located outside of the town limits of Camden and does not have direct access to the municipal sewer network, Septic tank(s) will be required to be installed to service the NPI facilities. From time to time, the septic tanks would be emptied by vacuum trucks as required. For the MSP, the sewers servicing the NPI facilities will connect to the sewer network of the City of Camden |
|
Page 236 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 15.10 | Tailings Backfill and Waste Disposal |
Tailings material will be conveyed from the WCP to the mining pits, where the contractor will compact the tailings in lifts. Tailings will be placed in relatively level lifts and compacted to at least 92 to 95 percent of the material’s maximum dry density as determined by the standard Proctor compaction test (ASTM D698). Tailings will be placed such that outer slopes are minimum 2.5H:1V (21.7 degrees) slope angle. It is anticipated that the tailings material will have an approximate 10 to 12 percent swell factor. Figure 15-7 shows the tailings backfill area required for the Project.
Section 13 describes the waste and tailings disposal method in more detail.
Figure 15-7: Year 14 Showing Finalized Mine Plan LOM Backfill Surfaces
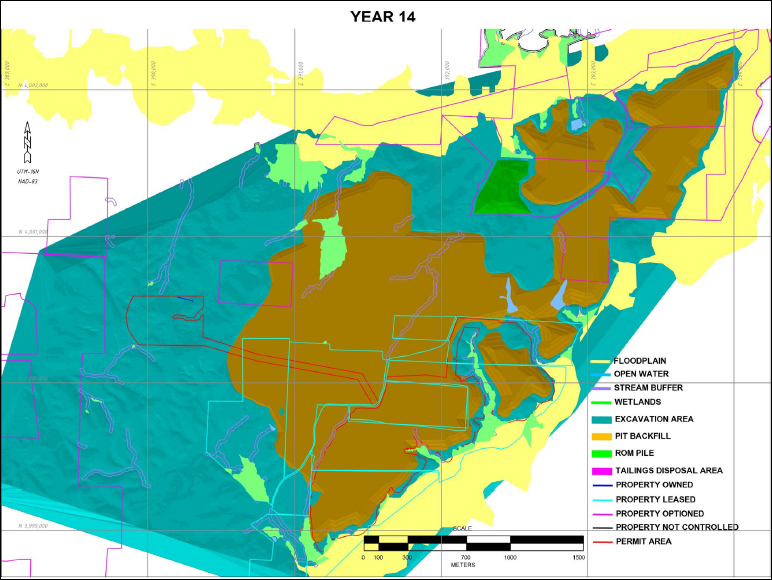
Note: Figure prepared by MM&A, 2026.
As shown in Table 15-3, all waste and tailings backfill can be placed in the mined-out pits beginning in Year 5.
|
Page 237 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 15-3: Tailings and Wast Material Balance (volumes in cubic meters)
| Year | Ore Volume (m3) | Grade (%THM) | Tailings Volume (m3) | Waste Volume (m3) | Total Volume (m3) | Swell | Disposal Volume (m3) | Capacity (m3) | Delta (m3) |
| 1 | 2,187,000 | 5.0 | 2,077,000 | 1,737,000 | 3,815,000 | 0.12 | 4,272,000 | 2,287,000 | (1,985,000) |
| 2 | 2,147,000 | 3.9 | 2,064,000 | 1,768,000 | 3,831,000 | 0.12 | 8,564,000 | 5,080,000 | (3,484,000) |
| 3 | 2,177,000 | 3.1 | 2,109,000 | 1,260,000 | 3,369,000 | 0.12 | 12,337,000 | 7,641,000 | (4,697,000) |
| 4 | 2,163,000 | 3.7 | 2,083,000 | 3,065,000 | 5,148,000 | 0.12 | 18,103,000 | 11,130,000 | (6,973,000) |
| 5 | 6,549,000 | 3.1 | 6,344,000 | 9,417,000 | 15,761,000 | 0.12 | 35,755,000 | 38,461,000 | 2,706,000 |
| 6 | 6,439,000 | 3.2 | 6,235,000 | 6,168,000 | 12,403,000 | 0.12 | 49,647,000 | 49,755,000 | 109,000 |
| 7 | 6,381,000 | 3.3 | 6,170,000 | 5,655,000 | 11,825,000 | 0.12 | 62,891,000 | 62,916,000 | 25,000 |
| 8 | 6,474,000 | 2.9 | 6,284,000 | 6,832,000 | 13,116,000 | 0.12 | 77,581,000 | 78,491,000 | 910,000 |
| 9 | 6,528,000 | 2.6 | 6,359,000 | 5,374,000 | 11,733,000 | 0.12 | 90,722,000 | 91,126,000 | 404,000 |
| 10 | 6,616,000 | 2.8 | 6,434,000 | 4,925,000 | 11,360,000 | 0.12 | 103,444,000 | 103,460,000 | 16,000 |
| 11 | 6,373,000 | 3.1 | 6,173,000 | 4,837,000 | 11,010,000 | 0.12 | 115,775,000 | 118,436,000 | 2,660,000 |
| 12 | 6,681,000 | 2.7 | 6,500,000 | 2,774,000 | 9,273,000 | 0.12 | 126,162,000 | 126,030,000 | (132,000) |
| 13 | 7,400,000 | 3.5 | 7,141,000 | 3,358,000 | 10,499,000 | 0.12 | 137,920,000 | 137,444,000 | (476,000) |
| 14 | 6,424,000 | 3.4 | 6,208,000 | 2,076,000 | 8,285,000 | 0.12 | 147,199,000 | 147,648,000 | 448,000 |
| Total | 74,540,000 | 72,180,000 | 59,247,000 | 131,428,000 |
|
Page 238 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 16 | Market Studies |
| 16.1 | Overview |
The market studies and product sales price assumptions used to support the FS were provided by IperionX to MM&A, which is filling the role of QP for Section 16.
The Titan Project is differentiated within the US critical minerals landscape by its ability to produce multiple saleable mineral products from a single mineral sands project. On the current FS design basis, Titan is planned to produce ilmenite, rutile, and zircon concentrates and a HREC, providing exposure to titanium feedstocks, zirconium-bearing minerals, and strategically important rare earth oxides from one domestic source. This product mix is commercially important because it serves multiple large and established end markets, while also aligning with the strategic objective of rebuilding secure US supply chains for critical minerals presently dominated by foreign producers, and in particular by China.
The Titan Project’s strategic relevance is not limited to commodity diversification. It lies in the combination of: (i) a large US resource base; (ii) saleable mineral products with existing global end uses; and (iii) exposure to the parts of the critical minerals value chain where the US and its allies remain structurally import dependent. In market terms, Titan is not attempting to create demand for new products. Rather, it is positioned to introduce new US supply into established global markets that are already large, liquid enough to absorb Titan’s forecast production, and increasingly influenced by security- of-supply considerations.
US Government policy is increasingly treating critical minerals as a matter of national security, industrial resilience, and strategic competitiveness. The USGS’s critical minerals list identifies multiple mineral commodities relevant to the Titan Project’s product suite and downstream value chains, including zirconium, hafnium and numerous individual REEs such as yttrium, dysprosium, terbium, neodymium, and praseodymium. More broadly, recent White House and Department of Energy policy actions have emphasized the need to expand secure domestic mining, processing and downstream manufacturing capacity for critical minerals in order to reduce reliance on foreign adversaries and strengthen US defense, energy and advanced manufacturing supply chains.
| 16.2 | Product Market Summaries |
| 16.2.1 | Ilmenite |
Ilmenite is the dominant titanium-bearing mineral feedstock for the global TiO2 industry. TiO2 pigment is primarily consumed in paints, coatings, plastics, paper, and other applications where whiteness, opacity, brightness, and durability are required. As a result, ilmenite demand is ultimately linked to broad industrial production, consumer products, construction activity, packaging, and manufacturing output.
| |
Page 239 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The titanium feedstock market is large and globally established, but it is not static, with global titanium feedstock demand project to grow, moving from near-term surplus toward tighter conditions, with deficits forecast from 2026 onward, widening toward the end of the decade as demand recovery outpaces supply additions and inventories are drawn down. This tightening outlook is important for new projects because it suggests that replacement and growth supply will be required from new entrants as existing operations mature, curtail, or fail to expand sufficiently.
The planned ilmenite product from the Project sits within the commercially-traded titanium feedstock spectrum. On the FS design basis, the ilmenite is specified at 62.5% TiO2, which places it within a standard chloride ilmenite range, enabling its use as a chloride feedstock, which typically serve higher-value segments of the TiO2 value chain and are subject to tighter supply conditions than lower-grade sulfate feedstocks. Chloride ilmenite demand is projected to grow materially faster than supply over the medium term, supporting the view that well-specified new chloride ilmenite supply should be absorbable by the market.
From a US strategic perspective, ilmenite matters for more than pigment. Titanium minerals are the upstream raw materials for broader titanium chemical and metal value chains. While ilmenite from the Project would likely initially be sold into conventional feedstock channels, a domestic heavy mineral sands operation in Tennessee also has strategic value in strengthening the raw-material base available to support US titanium processing capacity over time. In a policy environment increasingly focused on resilient domestic supply chains, that has strategic importance. The Project’s Tennessee location, forecast production scale and ability to serve both domestic and export customers give the Project logistical and strategic advantages relative to more remote offshore supply.
| 16.2.2 | Rutile |
Rutile is a higher-grade titanium feedstock than ilmenite, typically used in chloride-route TiO2 pigment production and in certain titanium metal applications. In mineral sands markets, rutile is structurally valuable because it delivers high TiO2 content in a naturally upgraded form and is therefore relevant to consumers seeking high-grade feedstocks with lower processing intensity.
Rutile is a strategically important feedstock for the production of titanium metal, particularly via the chloride route used by leading titanium sponge producers. High-grade natural rutile is preferred in this process due to its elevated TiO2 content and low impurity profile, which supports efficient conversion to titanium tetrachloride (TiCl4) and ultimately high-quality titanium sponge suitable for aerospace and defense applications. Japan is widely recognized as a world leading producer of premium-grade titanium sponge, with Japanese producers supplying a significant proportion of the titanium sponge used in US aerospace and defense supply chains. The US remains reliant on imports of high-quality titanium sponge, with Japan representing the most critical and reliable allied supplier for defense applications requiring stringent metallurgical specifications.
As a result, secure supply of high-grade titanium feedstocks such as rutile is directly linked to the resilience of US titanium metal supply chains. In this context, new sources of high-quality rutile feedstock from stable jurisdictions, including the US, may contribute to strengthening allied titanium supply chains that underpin aerospace, defense, and advanced manufacturing capabilities.
| |
Page 240 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 16.2.3 | Zircon |
Zircon is a distinct and well-established market within the broader mineral sands sector. It is highly resistant to heat, abrasion, water, and chemical attack, which underpins its use in ceramics, refractories, foundry applications, specialty chemicals as well as defense applications including hypersonic missiles. Ceramics account for approximately 50% of global zircon consumption, with additional established demand from refractory linings and foundry castings. These are mature, industrial end uses with long- standing technical requirements.
The zircon market is also attractive from a supply-side perspective, with global zircon demand having remained broadly stable since 2020 but expected to move from near-term surplus toward tighter conditions later in the decade and into slight deficit beyond 2030 as mine depletions are expected to reduce supply.
In the US, zircon has importance that extends beyond the conventional ceramics market, including the aerospace, defense and nuclear relevance for zircon and zircon-based materials, including use in heat- shielding and advanced alloys. Zircon is also a vital domestic feedstock for zircon-based supply chains linked to nuclear and ultra-high-temperature alloys and emphasizing the Project’s ability to pair zircon production with yttrium supply for yttria-stabilized zirconia (YSZ) applications. This pairing is strategically important because YSZ is a critical high-temperature ceramic used in advanced turbine and aerospace coatings, hypersonic missiles, and related high-performance applications. In this respect, zircon that would be produced from the Project is not merely a ceramic raw material; it is also part of a potentially strategic US advanced materials platform.
| 16.2.4 | Rare Earths |
The rare earth market is structurally different from the titanium feedstock and zircon markets. It is more concentrated, more opaque, more influenced by government policy, and more strategically sensitive. This is especially true for the magnet rare earth oxides used in NdFeB permanent magnets and for the heavy rare earths and Yttrium used in advanced defense, aerospace, semiconductor, and high- temperature material applications.
Strong projected demand is underpinned by long-duration structural trends rather than short-cycle commodity demand alone. NdFeB magnets are central to electric vehicles, wind turbines, robotics, industrial automation, electronics, and defense systems. Dysprosium and terbium are especially important because they are used to improve magnetic coercivity and performance under heat and stress, which is why they matter disproportionately applications operating under elevated temperatures, including EVs, wind power generators, robotics, and advanced air mobility, where appreciable concentrations of dysprosium and terbium help protect against demagnetization...
| |
Page 241 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
China occupies a dominant position across the global rare earth value chain, spanning mining, chemical separation, refining, and downstream magnet production. While China’s share of global rare earth mining is significant, its control is most pronounced in the midstream and downstream segments, where it accounts for the majority of global rare earth oxide separation capacity and an even larger share of NdFeB permanent magnet production. This concentration has enabled China to influence global supply availability, pricing dynamics and trade flows, particularly for high-value Heavy Rare Earth Elements (HREE) such as dysprosium and terbium. Recent policy developments, including export controls and quota systems governing rare earth mining and processing, have further consolidated this position by tightening oversight of supply and limiting the availability of material to international markets. As a result, global rare earth supply chains, especially for magnet materials and HREEs, remain highly exposed to a single jurisdiction, creating structural supply risk for consuming nations.
The strategic importance of the Titan Project must be understood within this context of concentrated supply and growing demand for secure, ex-China sources of critical minerals. The US remains heavily reliant on imported rare earth materials, particularly for separated oxides and magnet feedstocks, and is acutely exposed in the case of heavy rare earths and yttrium, where domestic supply is minimal to non- existent. The Project is differentiated among emerging projects by its heavy rare earth and yttrium-rich mineral assemblage, providing potential exposure to the most supply-constrained and strategically important elements within the rare earth suite. Titan’s forecast production has the potential to represent a meaningful domestic contribution to US supply of dysprosium, terbium, and yttrium, particularly when considered alongside the limited number of advanced-stage projects in allied jurisdictions. In combination with ongoing US Government initiatives to develop domestic and allied rare earth processing and magnet manufacturing capacity, the Project represents a potential upstream cornerstone in establishing a more resilient and diversified US rare earth supply chain.
| 16.3 | Strategic Importance of the Titan Project to the United States |
The strategic importance of the Titan Project is underpinned by a clear and sustained shift in US Government policy toward securing domestic and allied supply chains for critical minerals. The USGS, under direction from the Department of the Interior, has formally designated a range of minerals as “critical” to the economic and national security of the US, including rare earth elements, yttrium, zirconium, and hafnium. These designations reflect both the essential role of these materials in advanced technologies and the high degree of supply risk arising from import dependence and geographic concentration of production. US policy frameworks consistently emphasize that critical minerals are not only industrial inputs, but foundational components of defense systems, energy infrastructure, semiconductors, and advanced manufacturing.
Recent Federal policy actions have further elevated the urgency of developing domestic supply. In March 2025, the White House issued executive actions calling for “immediate measures to increase American mineral production,” explicitly linking domestic mineral development to national security and economic resilience objectives. Subsequent policy measures, including Section 232 investigations and actions on processed critical minerals, have highlighted that the United States remains 100% net import reliant for a number of critical minerals and substantially import reliant for many others, particularly in downstream processing and refined materials. These policy statements emphasize that vulnerability is not limited to mining but extends across the full value chain from extraction through to refined products and advanced materials.
| |
Page 242 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Within this policy context, the Project is strategically differentiated as a permitted, near-term development opportunity capable of supplying multiple mineral products linked to US-designated critical minerals and strategic supply chains. In particular, the Project’s heavy rare earth and yttrium-rich concentrate provide potential exposure to dysprosium, terbium and yttrium, elements that are essential for high-performance permanent magnets, advanced ceramics, radar systems, semiconductors, and other defense-critical applications, and for which the US currently has limited domestic supply. In parallel, zircon production from the Project provides upstream feedstock relevant to zirconium- and hafnium-related value chains, which are also identified as critical under US policy frameworks and are important for nuclear, aerospace, and high-temperature materials applications.
The Project also aligns with broader US Government initiatives to develop end-to-end domestic and allied critical mineral supply chains. The US Department of Defense has committed significant funding to establish “mine-to-magnet” rare earth supply chains, while the Department of Energy has articulated a strategy to build secure and resilient domestic critical mineral supply systems. In this context, the Project has the potential to function as an upstream cornerstone project, supplying critical mineral concentrates into emerging US and allied processing and manufacturing capacity.
| 16.4 | Products and Sales Assumptions |
The proposed production schedule comprises two phases, and the concentrate production tonnages for each phase based on financial model are summarized in Table 16-1.
Table 16-1: Titan FS Production Forecast
| Product | Life of Mine Total (t) | Phase 1 (Years 1-4) (tpa) | Phase 2 (Years 5-14) (tpa) |
| Ilmenite | 1,371,495 | 46,228 | 118,658 |
| Rutile | 285,651 | 9,772 | 24,656 |
| Zircon concentrate | 767,168 | 27,622 | 65,668 |
| HREC | 60,790 | 1,981 | 5,287 |
| 16.4.1 | Project Products, Specifications, and Quality |
The Project is designed to produce four saleable mineral concentrate products from the processing of heavy mineral sands. The products and their estimated specifications used in the FS are summarized in Table 16-2.
Table 16-2: Titan FS Product Estimated Specifications
| Titan FS Product | Key Specification | FS Design Value |
| Ilmenite | TiO2 content | 62.5% |
| Rutile | TiO2 content | 91.1% |
| Zircon concentrate | ZrO2 content | 34.4% |
| Heavy Rare Earth Concentrate | TREO content | 61.4% |
| |
Page 243 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The HREC specification of 61.4% TREO is based on assay data incorporated into the FS design basis. The estimated distribution of individual rare earth oxides within the TREO used for pricing assumptions is summarized in Table 16-3.
Table 16-3: Titan HREC Estimated TREO Distribution (%)
| CeO₂ | Dy₂O₃ | Er₂O₃ | Eu₂O₃ | Gd₂O₃ | Ho₂O₃ | La₂O₃ | Lu₂O₃ | Nd₂O₃ | Pr₆O₁₁ | Sc2O3 | Sm₂O₃ | Tb₄O₇ | Tm₂O₃ | Y₂O₃ | Yb₂O₃ | TREO |
| 25.15 | 0.90 | 0.39 | 0.16 | 1.49 | 0.16 | 11.72 | 0.04 | 11.30 | 3.08 | 0.004 | 2.05 | 0.20 | 0.05 | 4.39 | 0.32 | 61.40 |
The specifications presented above represent the FS design grades used in the production schedule and revenue modeling. Product grades may vary during operations and will be subject to offtake and sales agreement specifications.
| 16.5 | Market Overview and Demand |
| 16.5.1 | Market Studies Used |
Market analysis and commodity price projections used in this Section are derived from independent third-party market studies.
Titanium and zircon mineral sands market conditions and price forecasts are based on the Titanium Feedstock Price Forecast (Issue 3, 2025) prepared by TZ Minerals International Pty Ltd (TZMI). HREC pricing is based on the IperionX Rare Earth Concentrate Calculations (April 2026) prepared by Argus Media and Expected Payability for Rare Earth Concentrates from IperionX’s Titan Project (April 30, 2026) prepared by Mine Value Partners (MVP). Magnet rare earth oxide supply and demand data referenced in this sub-section are based on the ‘Rare Earth Magnet Market Outlook to 2040’ report (Q4 2025) prepared by Adamas Intelligence (Adamas).
| 16.5.2 | Titanium Feedstock Market (Ilmenite and Rutile) |
Global titanium feedstock demand is primarily driven by the pigment industry, which accounts for approximately 90% of TiO2 consumption.
The TZMI study provides global supply and demand forecasts for titanium feedstocks from 2024 to 2029. Supply is composed of sulfate ilmenite, chloride slag, chloride ilmenite, and other feedstocks including rutile, synthetic rutile, upgraded slag, and leucoxene. The supply composition and demand outlook are summarized in Figure 16-1.
| |
Page 244 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 16-1: Titanium Feedstock Supply & Demand (Million TiO2 Units)
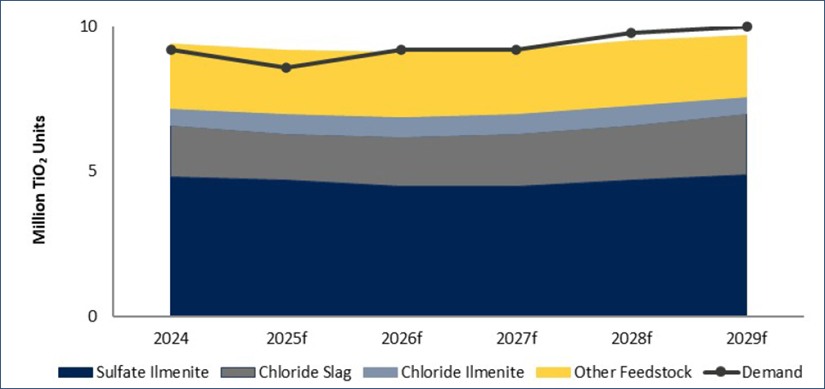
Source: TZMI and IperionX analysis, 2026
Global titanium feedstock market demand is projected to grow at a 5-year compound annual growth rate (CAGR) of 1.7% from 2024 through 2029. TZMI’s analysis forecasts a transition from modest surplus to modest deficit in global titanium feedstock markets, beginning in 2026. The market is estimated to have been in modest surplus in 2024 and 2025. This trend of softening demand continued into early 2026, and the market is expected to remain in modest surplus through early 2027, before consumption growth begins to increase in 2028 and 2029. This structural shift underpins the favorable outlook for new titanium feedstock supply and is projected to help incentivize new supply to enter the market. Near-term supply growth is expected to remain constrained, driven by project delays, existing mines ceasing operations, and production decreases in Asia. Longer-term supply response is expected to grow at a slower pace than demand, with a 5-year CAGR of 0.8%, resulting in the market remaining in modest deficit in 2029.
Ilmenite markets are projected to change from modest surplus in the near-term to modest deficit in 2029, with surpluses primarily localized to specific Asian jurisdictions. Chloride ilmenite demand is projected to grow at a CAGR of 4.2% over the forecast period against supply growing at 1.3%, driving the switch from surplus to deficit. The rutile market is estimated to remain balanced in the near term before shifting to modest deficit in 2029, primarily driven by year over year decreases in global supply. New supply is expected to remain tight, requiring higher commodity prices to incentivize new projects.
The forecast Phase 2 ilmenite production from the Project of approximately 118,658 tonnes per annum (tpa) and rutile production of approximately 24,656 tpa were evaluated relative to a global titanium feedstock market measured in the millions of tonnes per annum. The Project’s combined titanium feedstock production represents approximately 1% of forecast global demand.
| |
Page 245 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The 62.5% TiO2 ilmenite specification used in the FS design basis falls within the range of commercially traded ilmenite feedstocks described in the TZMI study. The 91.1% TiO2 rutile specification is consistent with commercially traded rutile concentrates.
At the FS stage, ilmenite and rutile are assumed to be marketed to titanium feedstock consumers or intermediaries active in the TiO2 supply chain. IperionX has previously engaged in non-binding memoranda of understanding with potential titanium feedstock counterparties (refer to Section 16.7).
| 16.5.3 | Zircon Market |
The forecasted annual average zircon production from the Project represents about 2% of 2025 global zircon demand. Demand has been relatively unchanged in the 1.0-1.3 Mtpa range since 2020, and global zircon markets are expected to enter modest surplus in the near term, before returning through balance in the late 2020s and into slight deficit in the long term beyond 2030. The market is expected to enter deficit towards the end of the decade due to limited new supply, as demand growth is projected to remain relatively modest through 2030 and beyond.
China’s zircon consumption for its construction industry remains a core driver for global zircon market growth. Recent tempering of China’s economy is expected to tip near-term market balance towards modest surplus, and major zircon suppliers such as Iluka Resources have reduced zircon production targets in response in the first half of 2026. In the medium term, the zircon market is expected to tighten towards balance and modest deficit beyond 2030, driven in part by supply side reductions and in part by a projected demand CAGR of 3% through 2030.
Zircon price projections used in the FS are based on the Titanium Feedstock Price Forecast (Issue 3, 2025) prepared by TZMI. The global supply of zircon is forecast to decline due to mine depletions, with new projects required to meet predicted demand. Zircon pricing assumptions are illustrated in Figure 16-3.
The forecast Phase 2 zircon concentrate production from the Project of approximately 65,668 tpa (equivalent to approximately 34,000 tpa on a premium zircon basis) represents a marginal fraction of global zircon demand, positioning the project as a highly absorbable new entrant in a supply-constrained market. At the FS stage, zircon concentrate is assumed to be marketed to zircon processors or intermediaries active in the ceramics and refractory supply chain (refer to Section 16.7).
| 16.5.4 | Rare Earth Market |
The FS contemplates production of a HREC with a design basis grade of 61.4% TREO, with oxide distribution as presented in Section 16.1.
Demand for select rare earth oxides used in the manufacturing of NdFeB magnets is forecast to grow significantly through 2040, driven primarily by the electrification of transport, expansion of renewable energy generation, and the emergence of robotics, which is expected to become the largest global demand driver by 2040. Overall REE market growth is driven by magnet REOs— demand for the NdPr oxides are projected to increase at a CAGR of 8.2% from 2024 through 2040, and global demand for dysprosium and terbium oxides are projected to increase at a CAGR of 7.0% and 6.7%, respectively, during the same period. Demand growth for non-magnet REOs is projected to be more modest, leading to projected market surpluses for some of in these elements. Mine production growth in dysprosium and terbium oxides is expected to increase at a CAGR of 4.4% and 4.9% respectively through the forecast period, implying a widening supply deficit for these heavy rare earth oxides.
| |
Page 246 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The Adamas Intelligence’s ‘Rare Earth Magnet Market Outlook to 2040’ report provides global magnet rare earth oxide supply and demand scenarios. As illustrated in Figure 16-2, total supply (comprising both mine production and secondary recycling from China and non-Chinese sources) is forecast to fall materially short of demand from approximately 2027 onward, with the deficit widening through 2040.
Figure 16-2: Magnet REO Market Supply / Demand Balance (t)
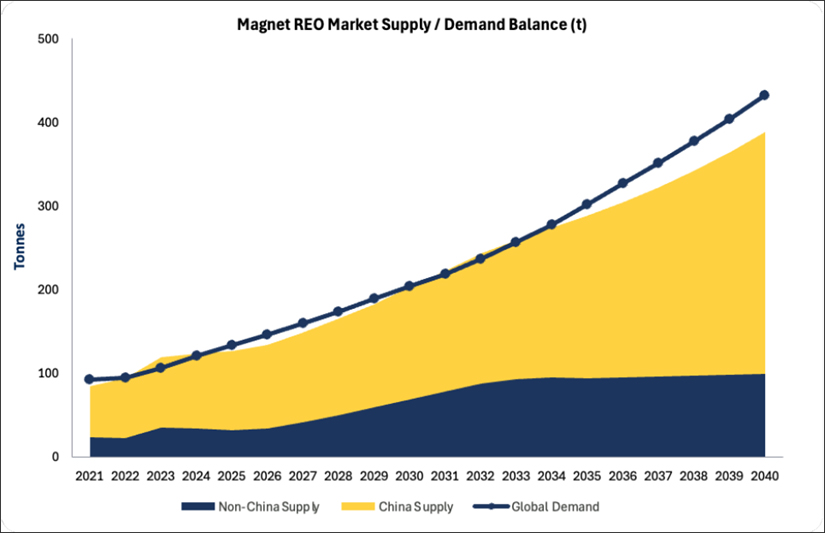
Source: Adamas and IperionX analysis, 2026
From 2015 to 2024, China’s share of global magnet REO mine production fell from approximately 82% to 65%, with most of the diversification occurring to other Asian jurisdictions. China is expected to remain the dominant source of supply over the forecast period. Chinese supply is subject to government quotas and export restrictions, which can result in structural uncertainty for consumers outside China. Over the same period, the US has emerged as an increasingly important supply source of NdPr oxides via the Mountain Pass mine, but remains supply-constrained on heavy rare earths. Global supply of dysprosium and terbium was dominated by Myanmar in 2024.
| |
Page 247 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
As of 2024, supply sources outside Asia are estimated to provide less than 20% of global NdPr mine production, less than 5% of global dysprosium mine production and less than 10% of global terbium mine production. The US is estimated to account for <10% of global magnet REO supply, and notably, <2% of global dysprosium and terbium supply, but represents >15% of estimated demand for end-use NdFeB magnets.
Table 16-2 Titan’s forecast Phase 2 (operating years 5 through 14, approximately 2032 through 2041) HREC production of approximately 5,287 tonnes per annum contains approximately 48 tonnes per annum of dysprosium oxide (Dy₂O₃) and approximately 11 tonnes per annum of terbium oxide (Tb₄O₇), based on the TREO distribution in Table 16- 2. With the United States highly reliant on imports for separated heavy rare earths, Titan’s forecast of approximately 58 tonnes per annum of combined dysprosium and terbium oxide production represents a meaningful domestic supply contribution to emerging US rare earth supply chains.
| 16.6 | Product Pricing Assumptions and Methodology |
| 16.6.1 | Mineral Sands Product Pricing |
Ilmenite, rutile, and zircon price forecasts are based on the TZMI Titanium Feedstock Price Forecast (Issue 3, 2025) base case scenario. From 2026 to 2029, annual base case forecast prices were applied, after adjusting for inflation in IperionX’s analysis. From 2030 onward, TZMI long-term inducement prices, converted to real 2026 US dollars, were held flat through the remainder of the mine life. The mineral sands product pricing assumptions are illustrated in Figure 16-3.
Figure 16-3: Mineral Sands Products Pricing Forecast (US$/t, Real 2026)
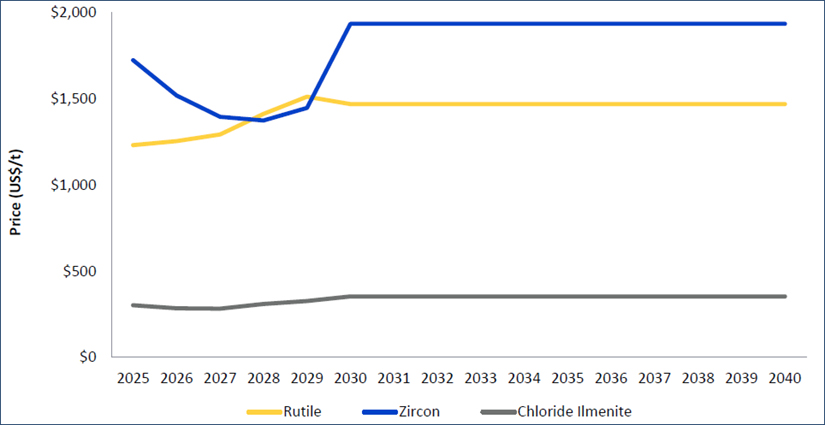
Source: TZMI and IperionX analysis, 2026
| |
Page 248 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 16.6.2 | Heavy Rare Earth Concentrate Pricing |
The IperionX Rare Earth Concentrate Calculations (April 2026) Report prepared by Argus Media provides forecast for 15 individual rare earth oxide prices and the resulting TREO basket value for the Project HREC, expressed in real 2026 US dollars over the 2020-2040 horizon. IperionX engaged Mine Value Partners (MVP), an independent mining consultancy with significant expertise in commodity markets, mineral development operations, and commercial analysis, to undertake an assessment of the payability of IperionX Heavy Rare Earth Concentrate. MVP’s analysis concluded that the implied sustainable payability for a rare earth concentrate like Titan’s is expected to sit between 46% and 65% of theoretical basket value, dependent on pricing assumptions. The range supports downstream capital recovery while allowing upstream rents to be allocated in line with long-run economic theory for commodities and represents a return to economically sustainable value sharing where both upstream and downstream participants can invest with confidence and continuity. For financial modelling purposes, a 50% payability assumption is considered a reasonable assumption that is not anomalous or aggressive, and one that is well supported by projected netback economics and other Western precedents. The basket price below was generated by applying a 50% payability factor to the TREO basket value to derive the IperionX HREC price. The FS LOM average price of HREC is US$41,759 per tonne based on the financial model.
Based on the Argus 2026 forecast prices, heavy rare earth elements (notably yttrium, dysprosium, and terbium) account for the majority of the TREO basket value. Despite representing approximately 13% of TREO content by mass, these heavy rare earth elements contribute over 70% of basket value across the forecast period, making the Titan HREC heavy-rare-earth-dominant by value.
The TREO basket price and HREC price forecast are illustrated in Figure 16-4.
| |
Page 249 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 16-4: TREO Basket Price and HREC Price Forecast (US$/kg, Real 2026)
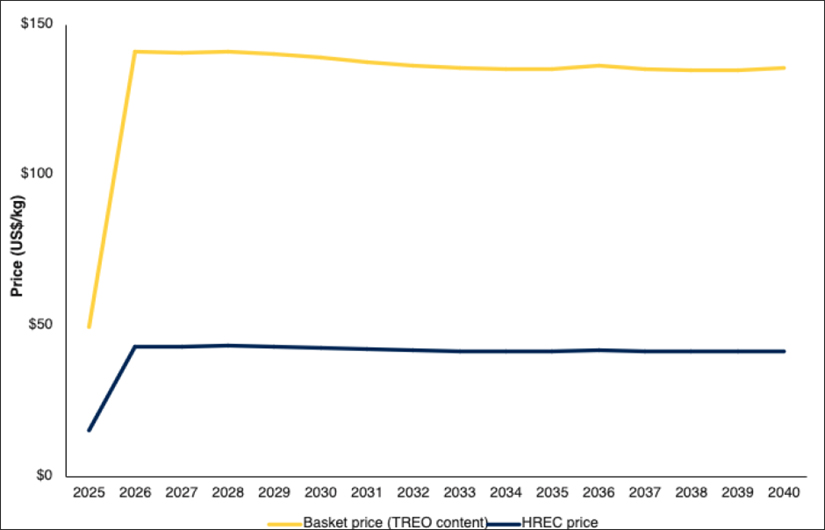
Source: Argus Media, IperionX Rare Earth Concentrate Calculation, Issue 1, April 2026. IperionX HREC price reflects the payability assumption, supported by Mine Value Partners’ April 2026 analysis (“Expected Payability for Rare Earth Concentrates from IperionX’s Titan Project”).
| 16.6.3 | Historical and Forecast Prices |
Historical commodity prices for the five-year period preceding the FS (2021-2025) and the corresponding forecast averages are presented in Table 16-4.
Table 16-4: Historic and Forecast Prices (US$/t, real 2026 terms)
| Product |
Historic 2021-2025 (annual avg. US$/t) |
Forecast 2028-2042 (annual avg. US$/t) |
| Rutile | 1,335 | 1,471 |
| Chloride ilmenite | 318 | 353 |
| Zircon* | 1,818 | 1,907* |
Source: TZMI and Argus Media. Historic prices converted to real 2026 US dollars. Forecast averages derived from TZMI (Issue 3, 2025) base case. *Zircon prices were used to calculate zircon concentrate prices.
Historical individual rare earth oxide prices used as context for the HREC pricing assumptions are summarized in Table 16-5.
| |
Page 250 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 16-5: Historic and Forecast REO Prices (US$/kg, real 2026 terms)
| Rare Earth Oxide | Historic 2021-2025 (annual avg, US$/kg) |
Forecast 2028-2042 (annual avg. US$/kg) |
| La₂O₃ | 1.0 | 0.70 |
| CeO₂ | 1.3 | 2.24 |
| Pr₆O₁₁ | 93.7 | 158.64 |
| Nd₂O₃ | 97.3 | 151.98 |
| Sm₂O₃ | 2.6 | 7.65 |
| Eu2O3 | 30.1 | 17.32 |
| Gd₂O₃ | 46.4 | 692.41 |
| Tb₄O₇ | 1,429 | 3,462 |
| Dy₂O₃ | 355 | 952.07 |
| Ho₂O₃ | 123 | 73.99 |
| Er₂O₃ | 45.9 | 66.14 |
| Yb₂O₃ | 15.5 | 20.53 |
| Lu₂O₃ | 871 | 1,074 |
| Y₂O₃ | 8.2 | 778.96 |
Source: Historic REO prices from Argus Media (2021-2025 annual averages, real 2026 US dollars); Forecasted prices from Argus Media, IperionX Rare Earth Concentrate Calculations (April 2026), 2028-2042 simple average with 2041-2042 held flat at 2040 values.
| 16.7 | Material Contracts and Market Engagement |
| 16.7.1 | Material Contracts |
Project development is expected to require material contracts related to contract mining, WCP and MSP equipment and services, transportation and logistics, utilities, and product handling; no material contracts required for Project development have been executed. Mining is planned to be performed under a contract mining arrangement, and the WCP and MSP are planned to be owned and operated by IperionX, with equipment, reagents, and specialist services to be procured under standard commercial contracts at a later stage.
Transportation of concentrates and final products, as well as power, water supply, tailings handling, and other site services, are expected to be provided by third parties, but no binding transportation, offtake, or utility agreements are currently in place.
The economic analysis in Section 19 assumes that required contracts will be secured prior to construction and operations on commercially reasonable terms consistent with industry practice.
| 16.7.2 | Historical Market Engagement |
IperionX had previously engaged in non-binding memoranda of understanding (MOUs) with major domestic and international counterparties across both the titanium feedstock and HREC markets:
| > | Energy Fuels Inc. (April 2021): Non-binding MOU for the potential supply of monazite sands from the Titan Project to Energy Fuels’ White Mesa Mill in Utah for rare earth processing. Energy Fuels’ evaluation of Titan HREC samples indicated suitability as a high-quality feedstock. |
| |
Page 251 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| > | The Chemours Company (December 2021): Non-binding MOU for the potential supply of Ilmenite and Rutile from the Titan Project to Chemours, one of the world’s largest producers of TiO2. This MOU has since reached its initial expiration date. |
| > | Mario Pilato BLAT S.A. (February 2022): Non-binding MOU for the potential supply of Zircon products. Mario Pilato is a leading international supplier of raw materials for ceramics, glass, and refractory industries. |
These engagements, while non-binding, demonstrate commercial interest from established market participants and support IperionX’s market entry strategy for the proposed Project product suite.
In addition to the historical engagements, IperionX engaged in substantive discussions with major Japanese industrial counterparties regarding potential offtake arrangements and strategic investment in the Project. Several counterparties have made preliminary investments to evaluate the product suite, including a major Japanese conglomerate self-funding independent bulk sample and subsequent metallurgical testwork to evaluate IperionX’s product suite.
IperionX is also in active discussions with US and Japanese government agencies regarding potential project funding support. These discussions are indicative of the strategic importance of domestic titanium and rare earth supply chains to national security and industrial policy.
| 16.7.3 | Marketing Plan and Planned Sales Channels |
The overarching marketing strategy for the product suite is to pursue all realistic, high-value options by leveraging the forecasted structural supply deficits across both mineral sands and rare earth markets.
| > | Heavy mineral sands: IperionX intends to target direct sales to global TiO2 pigment producers, chloride slag producers, and independent zircon millers. The sales and logistics strategy is formulated around securing long-term, multi-year contracts with creditworthy counterparties to underpin project financing. The Project location in Tennessee provides logistical advantages for serving both domestic US and export markets. |
| > | HREC: IperionX is actively evaluating downstream refining partnerships and domestic offtake channels to ensure the HREC supports the development of a secure, ex-China rare earth supply chain in the United States. IperionX’s existing relationship with Energy Fuels and its White Mesa Mill provides a potential domestic processing pathway for the HREC production. |
The final quantity of production committed under future binding offtake agreements, and the counterparties with whom those contracts are established, will ultimately be determined in conjunction with the requirements of debt providers during project financing.
| |
Page 252 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17 | Environmental Studies and Permitting, and Plans, Negotiations, or Agreements with Local Individuals or Groups |
| 17.1 | Mine and WCP Site – Regulatory Approval Process |
| 17.1.1 | Overview |
The proposed mine site location analyzed in this sub-section is the estimated future permit boundary depicted in Figure 17-1, is approximately 570 ha (1,409 acres), and consists of forested land, active silviculture and agricultural land, and a maintained utility right-of-way (ROW). The proposed mine site includes the existing 125-ha (308-acre) permit area. An environmental due diligence study area was subject to desktop analyses and field investigations from 2021 to 2023.
IperionX secured the following permits and agency approvals for the existing permit area (refer to Figure 17-1):
| > | mining permit (surface mining of titanium and mineral sands) |
| > | NPDES permit (to discharge treated mine wastewater and stormwater) |
| > | insignificant activity registration (air quality registration for sources of insignificant emissions) |
| > | approved jurisdictional determination (from the USACE) |
| > | hydrological determination (from the TDEC) |
As mining planning progresses, these permits and agency approvals will require modification to incorporate the entirety of the future mine site. Environmental due diligence studies will also require appropriate re-reviews, updates, and field work as applicable. The assessment in this sub-section assumes full disturbance within the estimated future mine area, although there is currently no work proposed in Federal Emergency Management Act (FEMA) floodplains.
| 17.1.2 | Environmental Baseline Studies |
| 17.1.2.1 | Environmental Baseline Studies – Mine Site |
HDR has conducted desktop and on-site environmental due diligence in 2021 to 2022 for a 909-ha (2,245- acre) environmental due diligence study area that encompasses a majority of the estimated future permit boundary (see Figure 17-1). The following studies were completed and will require review/update for to support grant of the estimated future permit boundary:
| > | desktop cultural resources background investigation – June 2021 |
| > | desktop and on-site protected species habitat investigation – June 2021 |
| > | stream and wetland delineation – June 2021 |
| |
Page 253 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| > | groundwater well installation and baseline groundwater monitoring – July 2021 |
| > | baseline groundwater and surface water assessment – July 2022 |
A groundwater flow model (December 2022) was completed for the existing permit area and was updated in March 2026 to include the estimated future permit boundary.
The following regulatory determinations and permits were acquired for the existing permit area and will need to be reviewed, updated and modified to incorporate the estimated future permit area:
| > | TDEC hydrologic determination – January 2023 |
| > | USACE jurisdictional determination – April 2023 (Note: The HD and AJD areas consist of a nearly identical, but slightly larger 312 ac. area, than the existing permit area of 308 ac.) |
| > | TDEC Individual NPDES and surface mining permit – August 2023 |
Full build out of the planned mine site (i.e., the estimated future permit area) will likely require the following permits and compliance items:
| > | TDEC air quality construction permit |
| > | TDEC air quality operating permit |
| > | Clean Water Act Section 401 Water Quality Certification – individual TDEC aquatic resources alteration permit (ARAP) |
| > | Clean Water Act Section 404 – USACE individual permit |
| - | National Environmental Policy Act review per the USACE’s CWA Section 404(b)(1) guidelines |
| - | Endangered Species Act compliance to include species specific surveys for threatened and endangered species |
| - | National Historic Preservation Act compliance to include an archaeological and architectural survey |
| - | Migratory Bird Treaty Act compliance to include site habitat assessment of the full estimated future permit area. |
Table 17-1 provides a list of the key environmental permits that will be required for the proposed mine area.
| |
Page 254 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 17-1: Mine and WCP Site Boundaries
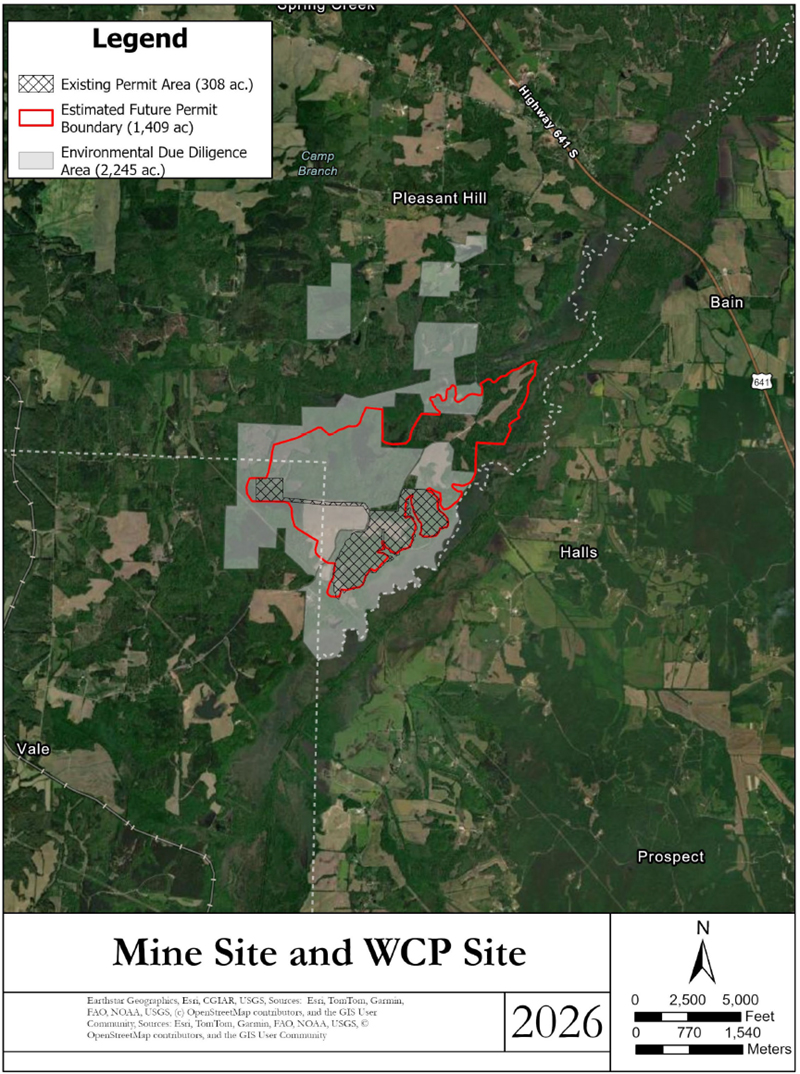
Note: Prepared by HDR, 2026.
| |
Page 255 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 17-1: Titan Minerals IperionX Environmental Permits Required for the Proposed Mine Site
| Reviewed and Issued By | Permit/Authorization | Existing Mine Permit Area | Estimated Future Mine Boundary (based on current mine plan) | ||
| Permit Status | Expiration Date | Future Actions | Estimated Timeline | ||
| Federal (United States) | |||||
|
United States Army Corps of Engineers (USACE)
|
404 Jurisdictional Determination |
Approved JD issued April 2023 (LRN-2022-00661) |
April 2028 | Submittal of JD required for USACE review/verification of stream and wetland locations; JD required for CWA 404/401 permitting. | 3 to 8 months (From start of new/updated delineation to issuance of JD) |
| 404 Nationwide Permit or Individual Permit |
N/A (Existing Mine Permit Area includes only uplands) |
Individual Permit (IP) required for more than 0.5 acre of impacts to streams and wetlands per USACE Nashville Regulatory District Regional Conditions | 12 to 18 months (From start of permit preparation to issuance of 404 IP) | ||
|
National Environmental Policy Act (Environmental Assessment) |
N/A (no federal nexus) |
NEPA EA (USACE lead federal agency) required for more than minimal impacts (IP) to streams and wetlands |
12 to 18 months (Concurrent to 404 IP process) | ||
| Stream and Wetland Mitigation | N/A | Required for more than minimal impacts to streams and wetlands; must be acquired/purchased prior to impacts to streams and wetlands occurring. | Concurrent with 404 IP process. | ||
| United States Fish and Wildlife Service (USFWS) | Consultation regarding Endangered Species | Occurs concurrently with USACE and/or NPDES Permit process | Required due to federal nexus with USACE (species-specific surveys likely required) and interagency consultation during NEPA review. | 1-3 months for field work. Should specific-specific survey be required and survey windows are missed in said calendar, completion of surveys could take up to 1 year. Consultation concurrent with 404 IP/NPDES Permit processes. | |
| Tennessee Historical Commission (THC) | Consultation regarding Architectural and Archaeological Resources | Occurs concurrently with USACE and NPDES Permit process | Required due to federal nexus with USACE (archaeological and architectural survey likely required) and interagency consultation during NEPA review. | 1-3 months for field work. Consultation concurrent with 404 IP/NPDES Permit processes | |
| State (Tennessee) | |||||
| TN Department of Environment and Conservation (TDEC) Mineral and Geologic Resources | TDEC Surface Mining Permit and Individual NPDES |
Effective September 2023 (NPDES Permit: TN0070711) |
August 2028 | Current mine permit amendment required | Variable and depends on level of amendment complexity; there is no statutory review timeline for surface mine permit amendments. |
| TDEC Air Pollution Control | Insignificant Emission Notification |
August 2023 (Emission Source Reference No. 09-0175-01) |
N/A or until emission sources are modified | 1 month for emission documentation; no review timeline. | |
|
Air Quality Construction Permit (Minor or Major) |
N/A as emission sources are insignificant emission activities | Unknown until emissions for Expected Future Permit Boundary have been estimated |
Minor: 2-4 months (agency review)
Major: 5-12 months (agency review)
|
||
|
Air Quality Operating Permit (Title V or non-Title V) |
N/A as emission sources are less than Title V thresholds | Unknown until emissions for Expected Future Permit Boundary have been estimated |
Non-Title V: 2-4 months (agency review)
Title V: 9-18 months (agency review)
|
||
| TDEC Division of Water Resources | TDEC Hydrologic Determination (HD) |
Issued January 2023 (TDEC No. 31454) |
No expiration listed, but typically 3-5 years | Submittal of HD required for TDEC DWR review/concurrence of stream and wetland locations; HD concurrence required for CWA 404/401 permitting. | 3 to 6 months (From start of new/updated delineation to issuance of HD) |
| Clean Water Act Section 401 Water Quality Certification/Aquatic Resources Alteration Permit (ARAP) |
N/A (Existing Mine Permit Area includes only uplands) |
Individual ARAP required for more than minimal impacts to streams and wetlands. | 3 to 6 months (From start of permit preparation to issuance of ARAP) | ||
| N/A | ARAP required for long term water withdrawals; 7Q10 flow needs to be determined for applicability of permit coverage; otherwise will be covered under Individual ARAP. | 3 to 6 months (From start of permit preparation to issuance of ARAP) | |||
| Water Withdrawal Registration | N/A | Required for more than 10,000 gallons of surface or groundwater withdrawal. | 1 month (for registration preparation; registration submittal only, permit review/issuance process). | ||
| TDEC Division of Radiological Health | Radioactive Material License | Preparing application | Update application and RPP for Estimated Future Permit Boundary | 60-120+ days depending on level of complexity (agency review) | |
| Local (unincorporated Henry and Carroll counties) | |||||
| No local environmental permitting is anticipated. | |||||
|
Page 256 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.1.3 | Federal Statutes and Approvals |
| 17.1.3.1 | Clean Water Act Section 404 – Mine Site |
The discharge of dredged or fill material into a WoTUS is regulated by the USACE and requires authorization under Section 404 of the Clean Water Act (Section 404 permit).
Given the extensive scope of the mine activities proposed within the estimated future permit boundary (i.e., full disturbance within the estimated future mine area), it is highly likely that an Individual Permit (IP) and a companion Section 404(b)(1) National Environmental Policy Act (NEPA) document will be necessary for this project. USACE would conduct a NEPA review for more than minimal impacts to stream and wetland resources due to mining activities. Mitigation for stream and wetland impacts would be determined.
| 17.1.3.1.1 | Jurisdictional Determination |
HDR performed a stream and wetland delineation in 2021 within the environmental due diligence study area (excluding FEMA floodplains) (refer to Figure 17-1). HDR submitted a jurisdictional determination (JD) request for the delineated areas within the environmental due diligence study area in July 2022; however, that application was rescinded per IperionX’s request and was resubmitted as the smaller existing permit area in December 2022. The USACE issued an approved jurisdictional determination (AJD) for the existing permit area in April 2023. The AJD will expire on April 28, 2028. The No delineated waters were formally reviewed by the USACE since the existing permit area is comprised entirely of uplands.
| 17.1.3.1.2 | Recommendations |
HDR recommends a re-review of WoTUS previously delineated in the environmental due diligence study area where it overlaps the estimated future permit boundary. Additionally, there is an area within the estimated future permit boundary where no environmental due diligence was previously conducted in which WoTUS investigations should also be performed. An AJD or PJD Verification of WoTUS from the USACE Nashville District is required for the development of future Section 404 permit applications. The USACE will view parcels that will be mined as part of a “Larger Plan of Development” and prefers to view potential projects at an overall level as opposed to piecemealing parcels. Pre-application coordination is recommended with the USACE well before the date of the permit application submittal.
| 17.1.3.2 | National Historical Preservation Act |
The NHPA defines historic properties as buildings, structures, sites, districts, or objects listed or eligible for listing in the NRHP. Under Section 106 of the NHPA, federal agencies are required to assess the effects of a project on historic properties. If a project has a federal nexus, the lead federal agency is required to initiate Section 106 consultation with a state’s Historic Preservation Office (HPO), which in Tennessee is the THC. If a project does not have a federal nexus, informal consultation with THC may be requested to verify no historical properties or cultural resources would be impacted by the project; however, as of early 2026, THC is not providing concurrence or review unless requested by a lead agency. Given the size of the site, its proximity to floodplains, and potential magnitude of disturbance, it is likely that the THC would require archaeological survey of the site as part of the NEPA review (404 IP process).
|
Page 257 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.1.3.2.1 | Recommendations |
HDR performed a cultural desktop review in 2021 within the environmental due diligence study area (see Figure 17-1). No archaeological sites or cemeteries were found to exist within that area at the time of review; however, six archaeological sites and five cemeteries were found within 1.61 km (1 mile) of the site. Given the close proximity of known sites and amount of time that has passed since the initial review, a re-review of the existing 2021 review that should also incorporate new area within the estimated future mine area that has not yet been previously reviewed is recommended. A THC review of the desktop study and informal consultation can also be requested. Findings from these studies will be included in the NPDES and Section 404 permit application.
| 17.1.3.3 | Endangered Species Act Section 7 or 10 |
Federally listed species are protected by the US Fish and Wildlife Service (USFWS) under the Endangered Species Act (ESA). If a project has a federal nexus, such as requiring a Section 404 permit from the USACE, the lead federal agency is required to consult with the USFWS under Section 7 of the ESA. A project without a federal nexus does not require formal Section 7 consultation; however, it may still require an Incidental Take Authorization under Section 10 of the ESA to allow for the “take” of a federally listed species. An applicant may also initiate informal consultation at any time with the USFWS to verify a project is compliant with the ESA and will have “no effect” or “may affect but is not likely to adversely affect” federally protected species.
| 17.1.3.3.1 | Recommendations |
Per the USFWS Information for Planning and Consultation (IPaC) website, the following federally protected species may occur within the MSP area:
| > | gray bat (Myotis grisescens, endangered) |
| > | northern long-eared bat (Myotis septentrionalis, endangered) |
| > | Indiana bat (Myotis sodalist, endangered) |
| > | tricolored bat (Perimyotis subflavus, proposed endangered) |
| > | whooping crane (Grus americana, experimental population/non-essential) |
| > | alligator snapping turtle (Macrochelys temminckii, proposed threatened) |
| > | monarch butterfly (Danaus Plexippus, proposed threatened) |
|
Page 258 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
HDR performed habitat assessments in 2021 within the environmental due diligence study area. In the time since this initial work, the tricolored bat and alligator snapping turtle have been added as potentially occurring species for both the environmental due diligence study and expected future permit areas, with the statuses of proposed endangered and proposed threatened, respectively. Field habitat assessments are recommended for the full estimated future mine area, including those areas previously investigated in the environmental due diligence study area. If species-specific bat surveys are pursued, they would have to occur during summer occupancy window in which bats are roosting in trees in their summer ranges (April 1-Sept 30) (USFWS. 2025). The USFWS will view parcels that will be mined as part of a “Larger Plan of Development” and prefers to view potential projects at an overall level as opposed to piecemealing parcels. Findings from these studies will be included in the NPDES and Section 404 permit application.
Formal Section 7 consultation with the USFWS is not required until the Project triggers a federal nexus, typically through impacts to WoTUS that require a Section 404/401 permit. However, TDEC-DWR may provide the USFWS with the joint Mine Permit/NPDES application for its review and comment during the public comment period. HDR recommends informal consultation with the USFWS occur early in Project development and prior to CWA Section 404 and Mine/NPDES permitting to determine if the Project will have “no effect” or “may affect but will not adversely affect” protected species and does not violate the ESA. Informal consultation with the USFWS typically concludes within three to four months.
It is recommended that tree clearing occurs only in winter months (November 16 to March 31) to avoid affecting federally protected bat species potential habitat. Further, it is recommended that any necessary mitigation be done to avoid interaction with any other potentially occurring federally protected species. Otherwise, a formal biological assessment would have to be submitted to the USFWS to obtain an incidental take permit.
| 17.1.3.4 | Migratory Birds Treaty Act 16 USC 703-712; The Bald and Golden Eagle Protection Act |
The Migratory Bird Treaty Act (MBTA) prohibits the taking of protected migratory bird species without prior authorization by the USFWS. Similarly, the Bald and Golden Eagle Protection Act (BGEPA) prohibits the taking of bald or golden eagles, including their parts, nests, or eggs, without prior authorization by the USFWS. Coordination with the USFWS regarding the MBTA and BGEPA typically occurs with Section 7 consultation when there is a federal nexus, such as a Section 404 permit.
| 17.1.3.4.1 | Recommendations |
HDR performed habitat assessments in 2021 within the environmental due diligence study area. Because of the added parcels within the estimated future permit boundary and the length of time that has passed since the assessment within the existing permit area, HDR recommends field habitat assessments for the full estimated future permit area, including those areas previously investigated in the environmental due diligence study area. The USFWS will view parcels that will be mined as part of a “Larger Plan of Development” and prefers to view potential projects at an overall level as opposed to piecemealing parcels. Findings from these studies will be included in the NPDES and Clean Water Act (CWA) Section 404 permit application.
|
Page 259 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Typical best practice consists of tree clearing occurring outside the migratory bird nesting season (September 1 to April 1) to avoid affecting migratory birds and their nests and eggs. In addition, bald or golden eagle nests should be avoided. If tree clearing must occur within the migratory bird nesting season, USFWS may request (or require if there is a federal nexus) MBTA surveys be conducted within one week (seven days) of tree clearing activities to identify active nests and avoidance buffers.
Formal Section 7 consultation with the USFWS is not required until the Project triggers a federal nexus. However, the USFWS will be pulled in for comment during the CWA Section 404 and NPDES public comment period. HDR recommends that informal consultation with the USFWS occur early in Project development and prior to 404 or NPDES permitting to verify compliance with the MBTA and BGEPA.
| 17.1.4 | State Statutes and Approvals |
There are some state statutes and approvals conducted under federal acts or sections for which compliance has been mandated to the states for implementation, hence their listing under this sub-section.
| 17.1.4.1 | Clean Water Act Section 401 |
The TDEC-DWR regulates impacts to state waters (streams, rivers, lakes, wetlands, and groundwater) under Section 401 of the CWA. Impacts may include, and are not limited to, physical alterations to state waters such as dredging, excavation, channel widening, water diversions, or water withdrawals. The appropriate Section 401 permit is dependent upon the project activities and magnitude of impacts to state waters from a project. TDEC-DWR’s general aquatic resource alteration permits (ARAPs) authorize multiple minor impacts depending on scope and cumulative impacts from the project. If impacts exceed the general ARAP requirements, an Individual ARAP would be required. A general ARAP is typically issued within three months whereas authorization under an individual ARAP can take six months. Given the scope of the mine activities proposed within the estimated future permit boundary, it is likely that an individual ARAP would be required for this project. A separate ARAP for water withdrawal will also be needed, however the 7Q10 flow needs to be determined for applicability of general ARAP coverage. Otherwise, coverage under an individual ARAP would be necessary.
| 17.1.4.1.1 | Hydrologic Determination |
A hydrologic determination (HD) concurrence from TDEC-DWR is required for ARAP/Section 401 permit applications. HDR submitted an HD request for the delineated areas within the environmental due diligence study area in July 2022; however, that application was rescinded per IperionX’s request and was resubmitted as the smaller existing permit area in December 2022. TDEC-DWR issued an HD concurrence for the existing permit area in January 2023. The existing permit area contained uplands only (i.e., no surface waters are located within the existing permit area).
| 17.1.4.1.2 | Recommendations |
HDR performed a stream and wetland delineation in 2021 within the environmental due diligence study area; however, TDEC-DWR issued an HD concurrence for only the existing permit area. Thus, due to the age of the field data collected for the environmental due diligence study area and no HD concurrence for the larger area, a re-review (updated field data collection) would be required in order to submit another HD request to TDEC-DWR to cover the estimated future permit boundary.
|
Page 260 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.1.4.2 | Clean Water Act Section 402 |
The TDEC-DWR currently regulates construction stormwater, industrial stormwater during facility operations, and process wastewater discharge during facility operations from industrial sites under Section 402 of the Clean Water Act. An industrial facility must apply for an NPDES permit to authorize discharge of process wastewater at the site to the ground as well as stormwater runoff during operations of the facility. Process wastewater is also defined as stormwater runoff from process materials (i.e., dewatered processed tailings).
The necessary NPDES permitting for the existing permit area site was conducted through a joint mine permit and individual NPDES permit application package covering construction, industrial, and process wastewater discharge. This permit was issued in August 2023 and will expire in August 2028.
| 17.1.4.2.1 | Recommendations |
An amendment to the existing joint Mine/NPDES Permit is required for the ultimate build out of the estimated future permit boundary. To renew and/or modify the existing NDPES permit to encompass the estimated future permit boundary, the following is recommended:
| > | An update to the issued USACE AJD/TDEC-DWR HD. |
| > | An updated informal consultation with USFWS and TDEC-Division of Natural Areas regarding state and federally protected species. |
| > | Because THC will also be offered a chance to review the application regarding historical properties and cultural resources near the project; HDR recommends the cultural desktop review mentioned above be included in the application. |
In addition, an alternatives analysis; site plan; water balance diagram; mining sequence and phasing layout; and erosion and sediment control measures, including treatment capacity calculations, identification of discharge locations, stormwater pollution prevention plan (SWPPP), and proposed water treatment methods will need to be provided to complete the NPDES part of the application. Results from evaluation of hazardous substances within process wastewater or processed tailings (i.e., dewatered tails or slimes) would be necessary as listed on the EPA Application Form 2D.
| 17.1.4.3 | Tennessee Nongame and Endangered or Threatened Wildlife Species Conservation Act of 1974 |
Tennessee state-listed species are protected by the TDEC-Division of Natural Areas under the Tennessee Nongame and Endangered or Threatened Wildlife Species Conservation Act (TNWSCA). If a project has a state nexus, such as requiring a Section 401/ARAP permit from TDEC or state mining permit, the lead state agency is required to consult with the TDEC under the TNWSCA. A project without a state nexus does not require TDEC consultation; however, it may still require a take authorization from TDEC. An applicant may also initiate informal consultation at any time with the TDEC to verify a project is compliant with the TNWSCA and whether the project might affect a state listed species.
|
Page 261 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.1.4.3.1 | Recommendations |
HDR performed habitat assessments in 2021 within the environmental due diligence study area. Because of the time that has passed since the initial assessment and because the estimated future permit area contains previously uninvestigated areas, HDR recommends field habitat assessments for the full estimated future mine area, including those areas previously investigated in the environmental due diligence study area. The TDEC will view parcels that will be mined as part of a “Larger Plan of Development” and prefers to view potential projects at an overall level as opposed to piecemealing parcels. Findings from these studies will be included in the NPDES/state mining permit and Section 401/ARAP permit applications.
Formal consultation with the TDEC is not required until the Project triggers a state nexus, typically through impacts to waters of the state that require a Section 401/ARAP permit, or a NPDES/state mining permit. HDR recommends informal consultation with the TDEC occur early in Project development and prior to state permitting to determine if the Project will have an effect on state protected species and does not violate the TNWSCA. Informal consultation with the TDEC typically concludes within three to four months.
| 17.1.4.4 | Clean Air Act |
The Tennessee Division of Air Pollution Control (TN APC) requires an entity proposing to construct an air contaminant source or modify an existing air contaminant source to obtain an air quality construction permit. Air contaminant sources are classified as major or minor sources depending on their potential to emit pollutants. Major sources include sites such as TVA power plants, chemical manufacturers, and large printing operations.
The TN APC also requires an operating permit for facilities that have the potential to emit air pollutants. There are two operating permits, Title V and Non-Title V, and the appropriate permit is dependent upon the amount of air pollutants being produced by the facility.
Emissions for the existing permit boundary were determined by TDEC to be below permitting thresholds (e.g., insignificant emission notification), however emissions projections for the expected future permit boundary have not been determined. Detailed Project operation scope is needed to clearly identify air contaminant sources and emission points (construction permit) as well as expected air pollutant emissions per year (operating permit). This information is required to determine which air permits are required and would be used to develop the TN APC air construction and operating permit application. As of the date of this FS, the Project is in a county that is in attainment for All Criteria Pollutants.
|
Page 262 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.1.4.4.1 | Recommendations |
Depending on the Project’s operation scope, a minor or major air construction permit may be required, and a Title V or Non-Title V operating permit may be required. HDR recommends coordinating with the TN APC to determine if, and which level of, air permitting is required.
| 17.1.4.5 | Tennessee Mineral Surface Mining Law |
A facility that engages in mining and surface disturbance related to mining of certain minerals (clay, stone, phosphate rock, metallic ore, and other solid material or substances of commercial value found in natural deposits on or in the earth) must obtain a surface mining permit from the TDEC-DWR, Mining Section. The surface mining permit review typically takes 45 to 60 days after the application is deemed complete; however, its review and approval is tied to the longer NPDES permitting process.
| 17.1.4.5.1 | Recommendations |
A surface mining permit has been acquired for the existing permit area boundary, along with the Individual NPDES permit. However, it will need to be amended to encompass the estimated future mine area. Concurrent submittal of the updated estimated future permit area NPDES individual permit and surface mining permit should occur. As part of a surface mining permit application, applicants must provide a copy or document source for the applicant’s legal right to enter and mine minerals on the land covered within the mine permit boundary.
| 17.1.4.6 | Water Resources Information Act |
The TDEC-DWR monitors the withdrawal of surface water and groundwater within Tennessee. Water withdrawals of 10,000 gallons or more per day from either surface or groundwater must be registered with TDEC-DWR via their water withdrawal registration program. Estimated water needs for the full mine buildout within the Estimated Future Permit Boundary indicate that a water withdrawal exceeding 10,000 gallons per day from Big Sandy Creek will be necessary. An additional ARAP covering the water withdrawal will be necessary, and because the water will be drawn from a public surface water, Big Sandy Creek, an annual water withdrawal registration will be required.
| 17.1.4.6.1 | Recommendations |
Water balance modeling has been completed for the estimated future permit boundary. Results show that the expected pit inflow has the potential to cover a significant portion of the process water needs (HDR, 2026), but the current water management plan assumes that the pit inflow water will be used as a secondary option to supplement water planned to be sourced from a water withdrawal point to be permitted along Big Sandy Creek. The water withdrawal registration permit will cover the greatest anticipated site need, with the pit inflow considered as supplemental. Further, 7Q10 flow of Big Sandy Creek needs to be determined for applicability of the general ARAP permit coverage; otherwise the Project would be covered under an individual ARAP.
|
Page 263 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.1.5 | Local Considerations |
The proposed mine site is located in unincorporated areas of Henry and Carroll Counties. These counties have no environmental ordinances governing erosion and sediment control or riparian buffer preservation. Floodplain development permitting would be obtained through a county floodplain administrator; however, the proposed mine site is not located within the 100-year floodplain and will not require floodplain permitting.
| 17.1.6 | Mine Reclamation & Closure |
Tennessee state regulations require mines to be properly closed and reclamation commenced immediately upon abandonment. In general, site reclamation includes removal of structures, backfilling and replacement of topsoil, regrading, and revegetation of disturbed areas in accordance with the approved post-mining land use for the permit. Reclamation of surface mines includes backfilling and grading operations typically associated with the final pit. Reclamation requirements were incorporated into the contract mining operating costs based on information provided from permit maps, documents, and other information supplied by IperionX along with the mine plan prepared by MM&A. Reclamation requirements were based on both the currently approved permit associated with the proposed Titan Mine operations, as well as those future planned disturbance areas. None of the reclamation liabilities are expected to require perpetual treatment.
The financial model for the Titan Project includes cost for mine reclamation and closure within the contract mining operating cost of US$5.23 per cubic meter.
| 17.2 | Mineral Separation Plant Site – Regulatory Approval Process |
| 17.2.1 | Overview |
The MSP parcel, located in unincorporated Benton County, Tennessee, is approximately 21 Ha (52 acres) in extent. It is part of an industrial park; however significant development has yet to occur within the MSP parcel boundary. The MSP parcel boundary currently consists of active agricultural land and unmaintained forest. Land use in the vicinity of the area consists of industrial, agricultural, undeveloped forested land, and low-density residential land (Figure 17-2).
| |
Page 264 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 17-2: Mineral Separation Plant Boundary
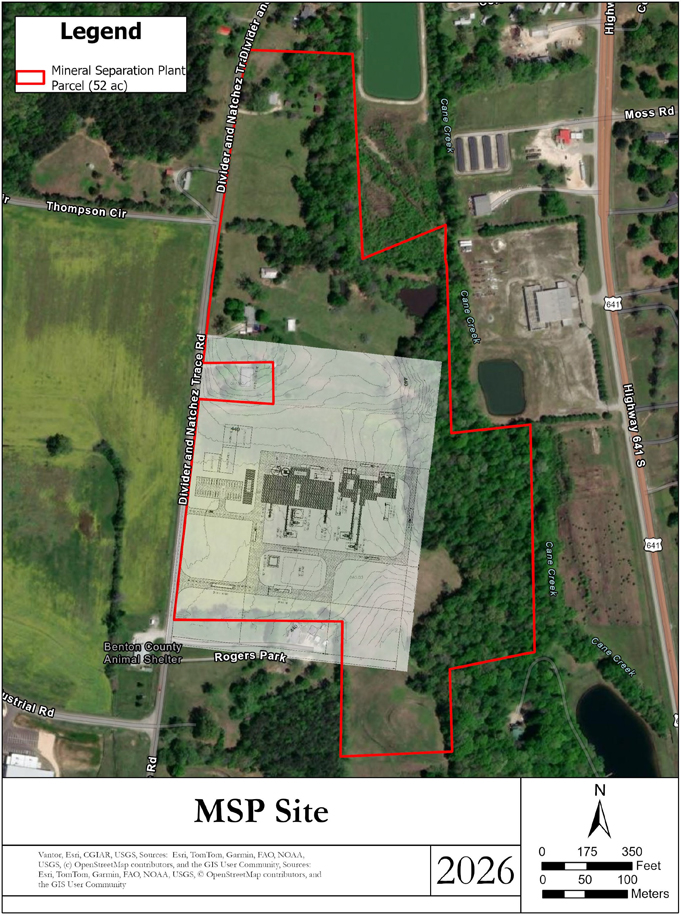
Note: Prepared by HDR, 2026
| |
Page 265 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.2.2 | Baseline Studies |
A Phase I Environmental Assessment has been conducted for the MSP parcel, by the Breland Group, LLC dated February 12, 2024. Other than the 2024 study, no environmental due diligence studies have conducted for the MSP site. Given the lack of information of on-site conditions, all permitting should be considered potentially required and dependent on ground-truthed investigations. Site due diligence investigations that need to be completed for the MSP site to more accurately assess environmental permitting needs/risk are listed below with additional detail summarized in are summarized in Table 17-2:
| > | stream and wetland delineation |
| > | cultural resources assessment |
| > | threatened and endangered species assessment |
Table 17-2: Titan Minerals IperionX Potential Environmental Permits/Authorizations for the MSP Site*
| Reviewed and Issued By: | Permit /Authorization Name | Anticipated Actions |
Estimated Timeline (If required) |
| Federal (United States) | |||
| United States Army Corps of Engineers (USACE) | 404 Jurisdictional Determination | Submittal of JD required for USACE review/verification of stream and wetland locations; JD required for CWA 404/401 permitting. | 3 to 6 months (From start of delineation to issuance of JD) |
| 404 Nationwide Permit (NWP) or Individual Permit (IP) |
Nationwide Permit required for impacts of up to 0.5 acres of WOTUS losses Individual Permit (IP) required for more than 0.5 acre of impacts to streams and wetlands per USACE Nashville Regulatory District Regional Conditions |
NWP: 3 to 6 months
IP: 12 to 18 months (From start of permit preparation to issuance) |
|
| United States Fish and Wildlife Service (USFWS) | Consultation regarding Endangered Species | Consultation occurs as part of the 404/NPDES Process | Occurs concurrently with USACE and NPDES Permit process |
| Tennessee Historical Commission | Consultation regarding Architectural and Archaeological Resources | Consultation occurs as part of the 404/NPDES Process | Occurs concurrently with USACE and NPDES Permit process |
| State (Tennessee) | |||
| TDEC Division of Water Resources | NPDES Construction Stormwater Permit | An industrial facility must apply for a NPDES general permit to authorize stormwater runoff during construction (e.g., ES&C phase). | 1-3 months from start of permit prep to Notice of Coverage issuance |
| TDEC Division of Water Resources | NPDES Multi-Sector General Permit for Industrial Activities | An industrial facility must apply for a NPDES general permit to authorize discharge of process wastewater at the site to the ground as well as stormwater runoff during operations of the facility. | 1-3 months from start of permit prep to Notice of Coverage issuance |
| |
Page 266 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Reviewed and Issued By: | Permit /Authorization Name | Anticipated Actions |
Estimated Timeline (If required) |
| TDEC Air Pollution Control | Insignificant Emission Documentation | 1 month for emission documentation; No review timeline. | |
| Air Quality Construction Permit (Minor or major) | Minor: 2-4 months (agency review) Major: 5-12 months (agency review) |
||
| Air Quality Operating Permit (Title V or non-Title V) | Non-Title V: 2-4 months (agency
review) Title V: 9-18 months (agency review) |
||
| TDEC Division of Water Resources | TDEC Hydrologic Determination (HD) | Delineate site and apply for HD | 3 to 6 months (From start of new/updated delineation to issuance of HD) |
| TDEC Division of Water Resources | Clean Water Act Section 401 Water Quality Certification/Aquatic Resources Alteration Permit (ARAP) | 3 to 6 months (From start of permit preparation to issuance of ARAP) | |
| TDEC Division of Water Resources | Underground Injection Control Permit | 60 days to 6 months | |
| Tennessee Division of Radiological Health | Radioactive Material License | 60-120+ days depending on level of complexity (agency review) | |
| Tennessee Division of Solid Waste Management | Treatment, Storage, and Disposal Facility Permit | Identify volume and composition of waste slimes and sand tailings OR contract with licensed disposal facility | 6-21 months (From start of permit preparation to issuance of TSDF permit) |
| Local (unincorporated Benton County) | |||
| No local environmental permitting will be necessary | |||
* Studies and permit applicability are dependent on, at a minimum, the recommended baseline studies being performed and final design of the MSP facility.
| 17.2.3 | Federal Statutes and Approvals |
| 17.2.3.1 | Clean Water Act Section 404 – Mineral Separation Plant Site |
The discharge of dredged or fill material into a WoTUS is regulated by the USACE and requires authorization under Section 404 of the Clean Water Act (Section 404 permit). The appropriate Section 404 permit (NWP or IP) is dependent upon the magnitude of impacts to WoTUS from a project. Impacts must be below a minimum threshold to qualify for coverage under the NWP program. Impacts that exceed NWP thresholds require an IP. Note, the USACE has the discretion to elevate projects to an IP; however, it would be unlikely if a project can be authorized under an NWP.
Verification under a NWP typically takes three to six months whereas authorization under an IP can take eight to 18 months.
| 17.2.3.1.1 | Recommendations |
A review of aerial imagery and the USGS 7.5-minute 24,000 topographic quadrangle (Dyersburg, TN) reveals a series of ponds within a drainage in the central portion of the MSP boundary that appears to drain to Cain Creek, which runs along the eastern MSP boundary. The preliminary MSP layout appears to be located in an upland area based on a review of aerial imagery and available site topography (refer to Figure 17-2); however no onsite stream/wetland delineation has been conducted, so the exact location of any potentially jurisdictional waters is unknown, and the ultimate jurisdictional status of any on-site waters has yet to be determined by the USACE. A CWA 404 permit may still be required for the MSP depending on the results of the field delineation, USACE determination, and ultimate MSP site disturbance. Delineation field work and USACE verification are recommended prior to any significant design and permitting pursuits. Verification of potential WoTUS from the USACE Nashville District will expedite the development of future Section 404 permit applications if design cannot avoid WOTUS impacts.
| |
Page 267 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.2.3.2 | National Historical Preservation Act |
The NHPA defines historic properties as buildings, structures, sites, districts, or objects listed or eligible for listing in the NRHP. Under Section 106 of the NHPA, federal agencies are required to assess the effects of a project on historic properties. As such, if a project has a federal nexus, the lead federal agency is required to initiate Section 106 consultation with a state’s HPO, which in Tennessee is the THC. If a project does not have a federal nexus, informal consultation with THC may be requested to verify no historical properties or cultural resources would be impacted by the project; however, as of early 2026, THC is not providing concurrence or review unless requested by a lead agency.
| 17.2.3.2.1 | Recommendations |
Desktop-level cultural resource studies should be performed on parcels where impacts from the Project are anticipated. Findings from these studies will include recommendations for NHPA compliance, if applicable, once MSP design progresses (e.g., site layout). This information may be included in the NPDES and Section 404 permit application, if applicable.
| 17.2.3.3 | Endangered Species Act Section 7 or 10 |
Federally listed species are protected by the USFWS under the ESA. If a project has a federal nexus, such as requiring a Section 404 permit from the USACE, the lead federal agency is required to consult with the USFWS under Section 7 of the ESA. A project without a federal nexus does not require formal Section 7 consultation; however, it may still require an Incidental Take Authorization under Section 10 of the ESA to allow for the “take” of a federally listed species. An applicant may also initiate informal consultation at any time with the USFWS to verify a project is compliant with the ESA and will have “no effect” or “may affect and is not likely to adversely affect” federally protected species.
| 17.2.3.3.1 | Recommendations |
Per the USFWS IPaC website, the following federally protected species may occur within the MSP site or surrounding area:
| > | gray bat (Myotis grisescens, endangered) |
| > | tricolored bat (Perimyotis subflavus, proposed endangered) |
| > | whooping crane (Grus americana, experimental population/non-essential) |
| > | alligator snapping turtle (Macrochelys temminckii, proposed threatened) |
| > | longsolid (freshwater mussel, Fusconaia subrotunda, threatened) |
| > | pink mucket (freshwater mussel, Lampsilis abrupta, endangered) |
| > | monarch butterfly (Danaus Plexippus, proposed threatened) |
| |
Page 268 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
No field habitat assessments have been performed in the MSP site. Formal Section 7 consultation with the USFWS is not required until the Project triggers a federal nexus, typically through impacts to WoTUS that require a Section 404/401 permit. However, TDEC-DWR may provide the USFWS with the NPDES application for its review and comment during the public comment period. Therefore, HDR recommends informal consultation with the USFWS occur early in Project development and prior to NPDES permitting to determine if the Project will have “no effect” or “may affect and will not adversely affect” protected species and does not violate the ESA. HDR recommends tree clearing occurs only in winter months (November 16 to March 31) to avoid affecting federally protected bat species. Informal consultation with the USFWS typically concludes within three to four months.
Field habitat assessments for MSP area are recommended, and findings from these studies would include recommendations for species-specific surveys should potential habitat for federally listed species be identified within the MSP Site. The results will also detail out the specific survey window(s) (e.g., a specific time of year) during which species-species surveys must be performed. This data may be included in the NPDES and Section 404 permit application, if applicable.
Further, it is recommended that design-based strategies be implemented to avoid impacts to federally protected species’ habitat and/or their habitat. Should there be impacts to a federally listed species or their habitat, a formal consultation with USFWS may be required. Formal consultation may require a Biological Assessment to evaluate applicability of an incidental take permit.
| 17.2.3.4 | Migratory Birds Treaty Act 16 USC 703-712; The Bald and Golden Eagle Protection Act |
The MBTA was discussed in Section 17.1.3.4.
No field habitat assessments were performed in the MSP site. Formal Section 7 consultation with the USFWS is not required until the Project triggers a federal nexus. The USFWS may be pulled in for comment during the NPDES public comment period. HDR recommends informal consultation with the USFWS occur early in Project development and prior to USACE permitting to verify compliance with the MBTA and BGEPA. This data may be included in the NPDES and Section 404 permit application, if applicable.
According to the USFWS IPaC, the migratory bird nesting season is September 1 to April 1. USFWS would recommend avoiding tree clearing during this window as a best management practice to avoid/reduce affecting migratory birds and their nests and eggs. In addition, bald or golden eagle nests should be avoided. If tree clearing must occur within the migratory bird nesting season, USFWS may request (or require if there is a federal nexus) MBTA surveys be conducted within one week (seven days) of tree clearing activities to identify active nests and avoidance buffers.
| 17.2.4 | State Statutes and Approvals |
| 17.2.4.1 | Clean Air Act |
The requirements under the TN APC were summarized in Section 17.1.4.4.
| |
Page 269 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Detailed Project operation scope is needed to clearly identify air contaminant sources and emission points (construction permit) as well as expected air pollutant emissions per year (operating permit). The required air permitting for the MSP will be dependent on final MSP feed capacity, ore inputs, point source emissions, fugitive sources, and associated mitigative technologies. This information will be used to develop the applicable TN APC air construction and operating permit application. As of the date of this Report, the Project is in a county that is in attainment for All Criteria Pollutants.
Depending on the final MSP operations, a minor or major air construction permit may be required, and a Title V or Non-Title V operating permit may be required. HDR recommends coordinating with the TN APC to determine if, and which level of, air permitting is required.
| 17.2.4.2 | Clean Water Act Section 401 |
The TDEC-DWR requirements were summarized in Section 17.1.4.1.
Recommendations made in Section 17.2.3.1.1 also apply to this sub-section.
The exact location of any potentially jurisdictional waters is unknown, and the ultimate jurisdictional status of any on-site waters has yet to be determined by TDEC. A CWA 401 permit/ARAP may still be required for the MSP depending on the results of the field delineation, TDEC hydrologic determination, and ultimate MSP site disturbance. Delineation field work and TDEC verification are recommended prior to any significant design and permitting pursuits. Verification of potential waters of the state from the TDEC will expedite the development of future Section 401 permit/ARAP applications if design cannot avoid waters of the state impacts.
| 17.2.4.3 | Tennessee Nongame and Endangered or Threatened Wildlife Species Conservation Act of 1974 |
A summary of the TNWSCA was provided in Section 17.1.4.3.
Field habitat assessments within the MSP boundary have not been performed. A field habitat assessment is recommended prior to any significant permitting and design pursuit. Findings from the habitat assessment may be included in the NPDES/state mining permit and Section 401/ARAP permit applications, if applicable.
Formal consultation with the TDEC is not required until the Project triggers a state nexus, typically through impacts to waters of the state that require a Section 401/ARAP permit, or a NPDES/state mining permit. Therefore, it’s recommended that informal consultation with the TDEC occur early in Project development and prior to state permitting to determine if the Project will have an effect on state protected species and does not violate the TNWSCA. Informal consultation with the TDEC typically concludes within three to four months.
| 17.2.4.4 | Clean Water Act Section 402 |
A summary of the requirements under the TDEC DWR was provided in Section 17.1.4.2.
| |
Page 270 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Neither NPDES construction nor industrial permitting has occurred for the MSP site.
To apply for NDPES permit coverage for MSP Boundary, the following is recommended:
| > | a field stream and wetland delineation and USACE AJD/TDEC-DWR HD |
| > | informal consultation with USFWS and TDEC-Division of Natural Areas regarding federal and state protected species, respectively |
| > | because THC will also be offered a chance to review the application regarding historical properties and cultural resources near the project; HDR recommends a cultural desktop review mentioned above be included in the application |
In addition, an alternatives analysis; site plan; and erosion and sediment control measures, including treatment capacity calculations, identification of discharge locations, stormwater pollution prevention plan, and proposed water treatment methods will need to be provided for a complete NPDES permit application. It is recommended that the NPDES permit application includes a final operational process flow diagram.
| 17.2.4.5 | Tennessee Mineral Surface Mining Law |
A Tennessee surface mining permit will not be required for the MSP as it does not involve mining activity.
| 17.2.4.6 | Safe Drinking Water Act of 1974 |
The discharge of industrial or commercial waste or stormwater into a subsurface system is required to obtain an underground injection control permit from the TDEC-DWR. Well injection types are classified into six classes: (I) deep well industrial, (II) oil field brine, (II) mineral extraction, (IV) hazardous waste, (V) shallow and non-hazardous, and (VI) geo-sequestration of carbon dioxide. Class I, III, or V permits may be applicable to the Project depending on the operation scope. Depending on well injection type (class), the permit could be issued within 60 days to six months.
| 17.2.4.6.1 | Recommendations |
As there is a nearby sewer available and assuming the MSP liquid effluent meets discharge standards, an injection permit is unlikely to be needed.
| 17.2.4.7 | Water Resources Information Act |
A summary of the requirements under this Act was provided in Section 17.1.4.6.
Municipal water is available at the site, so a water withdrawal registration will not be required.
| 17.2.4.8 | Resource Conservation and Recovery Act |
A Phase I Environmental Assessment was conducted for the MSP parcel, by the Breland Group, LLC dated February 12, 2024. It included an exhaustive review of documents related to the existence of hazardous materials on or near the MSP site. No records of hazardous material releases were documented, and no recognized environmental conditions were noted (RECs).
| |
Page 271 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The potential for production of hazardous waste exists, depending upon the ultimate composition of waste slimes and sand tailings and final monthly generation rates, the MSP could be classified as a very small, small, or large quantity generator (VSQG, SQG, LQG), which determines allowable on-site storage time limits for generated hazardous wastes (RCRA Hazardous Waste Disposal in Tennessee). Storage beyond accumulation limits and on-site treatment and disposal of produced hazardous waste would require the MSP to be permitted via a treatment, storage, and disposal facility (TSDF).
| 17.2.4.8.1 | Recommendations |
Because pre-application planning for a TSDF permit can take anywhere from 6-18 months and the logistical difficulty of operating the MSP as a TSDF, a TSDF permit is not recommended for the MSP It is recommended that IperionX contracts with a licensed and permitted TSDF for the storage and disposal of any hazardous waste produced beyond the VSQG, SQG, or LQC allowable limits, if applicable.
| 17.2.4.9 | TDEC Rules Chapter 0400-20-10 – Licensing and Registration |
In Tennessee, obtaining a Radioactive Material License depends mainly on which type of license is needed and the complexity of the proposed use. Tennessee is a US Nuclear Regulatory Commission (NRC) Agreement State, so licenses are issued by TDEC’s Division of Radiological Health (DRH) under state regulations (Chapter 0400-20-10).
| 17.2.4.9.1 | Recommendations |
IperionX previously engaged Perma-Fix to develop radiation management plans and a radiation protection program procedure. Typically, a Specific Radioactive Material License will be issued within 60 days of receipt of an adequate application and/or adequate response(s) from the applicant as determined by the reviewer, IperionX plans to apply for a radioactive material license upon the start of construction.
| 17.2.5 | Local Considerations |
The MSP is proposed for an unincorporated portion of Benton County. This county has no environmental ordinances governing erosion and sediment control or riparian buffer preservation. Floodplain development permitting would be obtained through a county floodplain administrator; however, the MSP is not located within the 100-year floodplain and will not require floodplain permitting.
| 17.3 | Summary and Conclusions for Mine Site and MSP Regulatory and Approval Process |
The permits likely required for the Mine Site’s Estimated Future Permit Area are summarized in Table 17-1 (Section 17.1.1). Table 17-2 provides a summary of permits that should be evaluated for the MSP site.
| |
Page 272 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.3.1 | Mine and WCP Site |
The following studies are recommended for the Mine and WCP Site:
| > | re-review of existing field delineation of federal and state waters and add area not yet investigated |
| > | re-review of existing field habitat assessments of federal and state protected species and add area not yet investigated; species-specific surveys may be recommended |
| > | update of desktop level cultural resources assessment |
| > | informal consultations with USFWS, TDEC, and THC |
| > | update to USACE AJD verification (WoTUS) |
| > | update to TDEC-DWR HD concurrence (waters of the state) |
| > | pre-application meeting with USACE and TDEC-DWR as the Mine Site will likely result in Section 404/401 Individual Permit, and thus trigger a NEPA review |
| 17.3.2 | Mineral Separation Plant Site |
The MSP area is expected to require, at minimum, NPDES construction and industrial permits.
The following studies are recommended to assist with the progression of site layout design and to avoid and/or minimize permits that may be required:
| > | field delineation of federal and state waters |
| > | field habitat assessments of federal and state protected species |
| > | desktop level cultural resources assessment |
| > | informal consultations with USFWS, TDEC, and THC |
As part of the NPDES permitting process, TDEC-DWR will post a Public Notice and provide a comment period during which the USACE, USFWS, THC, and other state agencies may review and comment on the project. As such, HDR recommends the following be obtained following completion of the above recommended studies for the MSP:
| > | USACE AJD verification (WoTUS) |
| > | TDEC-DWR HD concurrence (waters of the state) |
| > | USFWS informal consultation, including MBTA and BGEPA |
| > | THC coordination (Please note as mentioned above, THC will not likely provide a determination or concurrence until requested by a lead agency; however, by providing the finished desktop review, it should streamline THC’s review and alleviate questions during the commenting period.) |
| > | Determine ultimate composition and volume of waste slimes and sand tailings |
| |
Page 273 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
A more accurate evaluation of the potentially required permits will be possible following consideration of results from the recommended studies and meetings with the associated agencies. Given that IperionX has been granted a mining permit (OM-70711-01), including NPDES outfall locations (TN0070711), within the last five years (August 2023) for the area encompassing approximately the first five years of mining, it is reasonable to conclude that future permits will be attainable. While there is risk associated with future permitting of the project, as there is with all mining projects, the currently available information does not suggest that permitting will be unattainable. In order to more accurately evaluate the potential required permits for the MSP, a site civil design, stormwater management plan, and final process flow diagrams depicting final operational inputs/outputs for solids, liquids, and air are needed.
| 17.4 | Waste and Tailings Disposal |
| 17.4.1 | Overview |
The waste and tailings disposal plan is fully integrated with the overall mine plan. IperionX is committed to responsible tailings management through implementation of the Global Industry Standard on Tailings Management (GISTM), adherence to leading international standards and best practices for Tailings Storage Facility (TSF) management during temporary storage periods, and the minimization of impacts and risks through responsible site selection, design, construction, operation, and closure practices. IperionX also commits to avoiding riverine and submarine tailings disposal methods, as all tailings are expected to be backfilled into the pit as the mining progresses.
At the beginning of mining, waste and tailings material will be placed, as needed, in temporary waste piles on the ground surface located 1.) in the Year 11 mining area and 2.) in the area northeast of the WCP (Figure 17-3). Tailings material will be filtered at the WCP to an optimum moisture content of approximately 16 to 18 percent. Temporary, out-of-pit waste storage areas are estimated to only be required up to approximately Year 5 of mining, after which all tailings and waste material will be backfilled into the pit as mining progresses. Material identified in the pit as waste will be trucked directly to the pit area that is being backfilled at the time. Ore material will be extracted, trucked out of the pit to a stockpile near the edge of the mine, and then placed on a two-way conveyor to be transported to the plant. Filtered tailings will be placed on the two-way conveyor at the plant and transported back to the edge of the pit, from which the tailings will be loaded into trucks and transported into the backfilling area of the pit. Backfilling with waste and tailings material will be done in lifts of approximately up to 1.22 m (4 feet) or larger. The backfilled waste and tailings will be confined by the edges of the pit and the open face of the tailings backfill structure will be maintained according to geotechnical standards defined in this report. As needed, buildup of groundwater in the tailings backfill structure will be monitored and pumped down with wells in the tailings. Water seepage from the toe of the tailings face will be collected in the pit sump and pumped out to settling/pit discharge ponds where it will either be pumped to the WCP, if needed, or discharged through permitted NPDES points.
| |
Page 274 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 17-3: Map of Mine Plan Sequence Indicating Locations for Temporary Waste Piles
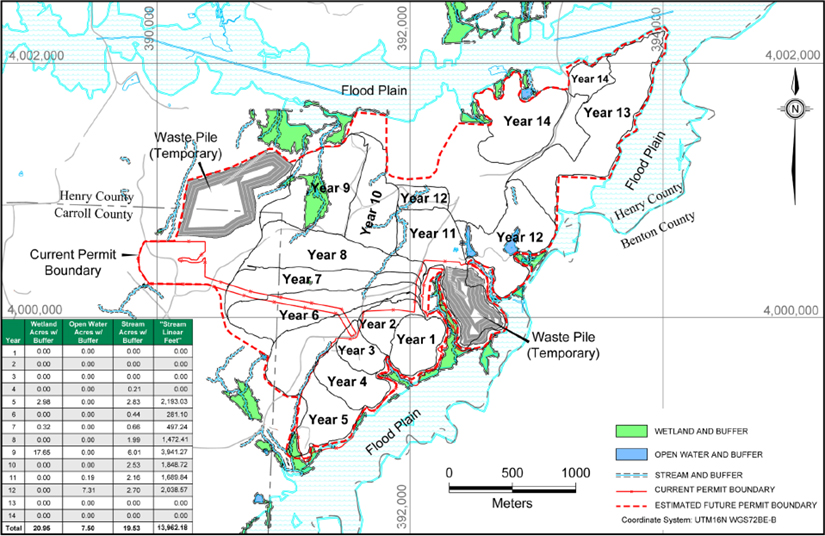
Note: Figure prepared by MM&A, 2026.
| 17.4.2 | Tailings Placement |
A detailed description of geotechnical assessment of the tailings is included in Section 13. The expected geotechnical properties of the tailings material were assessed as described in a report by S&ME titled “Report of Engineering Services – Titan Heavy Mineral Sands Project – Tailings Slope, Camden Tennessee, S&ME Project No. 22350271B”, submitted to IperionX on August 27, 2025. The tailings placement will be completed using lifts of approximately up to four feet (1.22 m) or thicker, which are expected to be stable at bench slopes of 2.5 horizontal:1 vertical (21.8-degrees). Placement in five to ten feet thick lifts may not achieve the optimum compaction estimated by laboratory analysis; however, 3D slope stability analysis of the tailings indicates that the material will be stable as long as the water table in the tailings is not allowed to build up to within approximately 12.2 m (40 feet) of the tailings surface. Water level monitoring in the tailings structure and pumping, as necessary, will be implemented in the advancing pit.
| 17.4.3 | Tailings and Waste Material Characterization |
Waste and tailings material were classified using both standard static testing procedures, as well as analyzing water associated with the planned material processing (from a pilot plant).
| |
Page 275 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The planned mine has already received a mining permit from the State of Tennessee, including NPDES outfalls. The permitted outfalls are authorized for discharge of treated mine wastewater and stormwater, with limits for total suspended solids (TSS), pH, iron (total), zinc (total), and flow rate (report only). The requirements for the permitted NPDES outfalls are based on detailed water quality analysis conducted on process water produced from a pilot plant. The analysis of the process water constitutes a kinetic test of potential environmentally available contaminants from the proposed operation.
In addition to the testing of process water completed for the currently permitted NPDES outfalls, acid base accounting (ABA) and toxicity characteristic leaching potential (TCLP) tests were completed on samples of representative material from each major geologic unit, as well as sand and slimes tailings samples. Samples of sand and slimes tailings were collected from materials produced from pilot plant work completed by IperionX. Representative, composite samples of the major geologic units were collected during geotechnical exploration work completed by S&ME in 2025.
Table 17-3: Summary of Acid-Base Accounting (ABA) Test Results
|
Sample |
Depth Interval (ft) | Notes | Paste pH |
NP tons CaCO3/1000 tons |
AP or MPA tons CaCO3/1000 tons |
NNP | NP/AP Ratio | Total Sulfur (%) | Sulfide (%) |
| Sand Tailings | NA | — | 8.8 | 1 | 0.31 | 0.69 | 3.2 | 0.017 | <0.01 |
| Slimes Tailings | NA | — | 6.99 | 1.7 | 0.31 | 1.39 | 5.44 | 0.005 | <0.01 |
| MB-34-Overburden | 1-6.5 | Orange unit noted just below; likely weathered | 5.67 | -0.9 | 0.44 | -1.34 | -2.06 | <0.005 | 0.01 |
| MB-46-Overburden | 0-8.0 | Brown and orange-brown | 5.44 | -4 | 0.31 | -4.31 | -12.8 | 0.016 | <0.01 |
| MB-34-Upper McNairy | 8.5-15 | Shallow; likely weathered; orange and yellow noted in unit | 6.33 | 0 | 0.31 | -0.31 | 0 | <0.005 | <0.01 |
| MB-46-Upper McNairy | 8.0-92.0 | Orange-brown to light gray white | 6.8 | -0.4 | 0.31 | -0.71 | -1.28 | <0.005 | <0.01 |
| MB-34-Lower McNairy | 23.5-50 | Mica and orange noted in interval | 6.49 | -0.5 | 0.31 | -0.81 | -1.6 | <0.005 | <0.01 |
| MB-46-Lower McNairy | 92-167 | Light gray, white to yellow gray | 6.39 | -0.9 | 0.31 | -1.21 | -2.88 | 0.006 | <0.01 |
| MB-12-Coon Creek | 103.5-120 | Sample interval is base of Lower McNairy and top of Coon Creek | 5.83 | 0.5 | 2.09 | -1.59 | 0.24 | 0.073 | 0.07 |
| MB-34-Coon Creek | 58.5-65 | soft and dark gray | 4.94 | -1.1 | 13 | -14.13 | -0.08 | 0.487 | 0.42 |
| MB-46-Coon Creek | 167-175 | dark gray | 5.54 | 4.2 | 5.41 | -1.21 | 0.78 | 0.225 | 0.17 |
Notes:
NP = Neutralization Potential
AP = Acid Potential
MPA = Max Potential Acidity
NNP = Net Neutralization Potential (NP-AP=NNP)
Total Sulfur% = Includes Sulfide, Sulfate, and Organic
Sulfide % = Reacts to Form AMD: Basis for AP
Results of the ABA testing indicate that the tailings, overburden, and McNairy Formation sands do not have much, or in many cases, any alkaline buffering capacity, but they also do not contain problematic sulfur (sulfide). The tailings, overburden, and McNairy Formation sands are not expected to result in problematic conditions, including acid rock drainage (ARD).
| |
Page 276 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The Coon Creek Formation has no alkalinity, but also contains some sulfide. While the ABA testing indicates that the Coon Creek Formation has the potential to create some acidic drainage, the unit will only be exposed at the bottom of the pits and mining will intentionally avoid it in most cases due to higher slimes. During mining, there may be need for some pH control for water that contacts the Coon Creek Formation at the pit bottom as part of the comprehensive ARD management. The pH control, if necessary, would be applied in ponds that collect the pit discharge. Under post-mining conditions, the Coon Creek Formation at the bottom of the pits will be covered with tailings and water and will be in a predominantly anoxic environment that will inhibit the potential for acidic drainage generation.
TCLP results for the major geologic units, sand tailings, and slimes tailings are summarized in the table below. TCLP testing is frequently used to assess parameter leachability and for classification of waste material as hazardous or non-hazardous under the Resource Conservation and Recovery Act (RCRA). The TCLP test involves acceleration of the leaching process in a controlled environment. It is often considered a “worst case” test and the results can be compared to the EPA’s D List. Determination that a material is “non-hazardous” via the TCLP test provides important information for assessing environmental risk associated with the waste/tailings disposal facility.
Table 17-4: Summary of TCLP Testing with EPA D List “Toxicity” Threshold Values
| Sample | Depth Interval (ft) |
Mercury (Hg) (mg/L) |
Arsenic (As) (mg/L) |
Barium (Ba) (mg/L) |
Cadmium (Cd) (mg/L) |
Chromium (Cr) (mg/L) |
Lead (Pb) (mg/L) |
Selenium (Se) (mg/L) |
| Sand Tailings | NA | <0.00001 | <0.002 | 0.0148 | 0.00005 | 0.0026 | 0.0039 | <0.0004 |
| Slimes Tailings | NA | <0.00001 | <0.002 | 0.315 | 0.00015 | 0.0017 | 0.003 | <0.0004 |
| MB-34-Overburden | 1-6.5 | <0.00001 | 0.002 | 0.506 | 0.00005 | 0.0018 | 0.0032 | 0.0005 |
| MB-34-Upper McNairy | 8.5-15 | <0.00001 | <0.002 | 0.0511 | 0.00003 | 0.001 | 0.0032 | 0.0004 |
| MB-34-Lower McNairy | 23.5-50 | <0.00001 | <0.002 | 0.0444 | 0.00003 | 0.0026 | 0.0036 | <0.0004 |
| MB-34-Coon Creek | 58.5-65 | <0.00001 | 0.003 | 0.138 | 0.00074 | 0.0016 | 0.012 | 0.0027 |
| EPA D List - Thresholds for “Toxicity” | 0.2 | 5.0 | 100.0 | 1.0 | 5.0 | 5.0 | 1.0 | |
Results of the TCLP testing indicate that all of the subject materials exhibit concentrations that are well below D List threshold values for typical parameters of concern.
In addition to the characterization testing described above, IperionX has conducted detailed mineral analyses of hundreds of samples via QEMSCAN.
| 17.5 | Site Monitoring |
IperionX has already acquired a mining permit with NPDES outfalls for the initial area of mining (see “RE: Issuance of NPDES Permit and Mining Permit” from State of Tennessee Department of Environment and Conservation – Knoxville Environmental Field Office – Mining Section, with permit documentation received by IperionX on August 14, 2023). As discussed in other sections of this report, the mining permit and permitted NPDES outfalls will require renewal and expansion over the life of the mine. Anticipated monitoring for the mine site includes the NPDES outfalls that are, or will be (future mine area), located in positions that allow for both pumping of water from the mining pits to the ponds and discharge of water from the ponds through the NPDES outfalls. As described in the current permit information, the NPDES outfalls will be monitored with limits for TSS, pH, iron (total), zinc (total), and flow rate (report only). Monitoring points authorized in the current permit are described in the tables below.
| |
Page 277 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 17-5: Monitoring Point Summary for Current NPDES Permit (TN0070711)
| Monitoring Point | Type of Monitoring Point | Receiving Stream |
| 001, 002, 003, 004 | Wastewater (See Part I.A) | Unnamed Tributary to Big Sandy River |
| 005 | Wastewater (See Part I.A) | Unnamed Tributary to Bear Creek |
| SW-1 | Storm Water (See Part 1.B) | Unnamed Tributaries to Big Sandy River |
Table 17-6: Outfall Locations for Current NPDES Permit (TN0070711)
| Outfall No. | Receiving Water Name | Latitude | Longitude | ||||||
| 001 | WWC-UNT Big Sandy | 36° | 07’ | 42.57” | N | 88° | 12’ | 32.61” | W |
| 002 | WWC-UNT Big Sandy | 36° | 08’ | 02.40” | N | 88° | 11’ | 59.33” | W |
| 003 | WWC-UNT Big Sandy | 36° | 08’ | 13.80” | N | 88° | 11’ | 49.78” | W |
| 004 | WWC-UNT Big Sandy | 36° | 08’ | 11.25” | N | 88° | 11’ | 42.10” | W |
| 005 | WWC-UNT Bear Creek | 36° | 08’ | 36.58” | N | 88° | 13’ | 08.50” | W |
| SW1 | WWC-UNT Big Sandy | 36° | 08’ | 24.72” | N | 88° | 11’ | 58.08” | W |
Wastewater limitations, as defined in the current permit, are as follows.
Table 17-7: Wastewater Limitations for NPDES Outfalls as Defined in Current Permit
| Parameter | Daily Minimum |
Daily Maximum |
Monthly Average | Monitoring Frequency | Sample Type |
| Outfalls 001, 002, 003 & 004 | |||||
| Total Suspended Solids | N/A | 30 mg/L | 20 mg/L | Twice per Month | Grab |
| pH | 6.0 SU | 9.0 SU | N/A | Twice per Month | Grab |
| Iron, Total | N/A | 2.0 mg/L | 1.0 mg/L | Twice per Month | Grab |
| Zinc, Total | N/A | 1.0 mg/L | 0.50 mg/L | Twice per Month | Grab |
| Flow | Report (MGD) | Report (MGD) | Report (MGD) | Twice per Month | Instantaneous |
| Outfall 005* | |||||
| Total Suspended Solids | N/A | 30 Mg/L | 20 mg/L | Twice per Month | Grab |
| pH | 6.0 SU | 9.0 SU | N/A | Twice per Month | Grab |
| Iron, Total | N/A | 2.0 mg/L | 1.0 mg/L | Twice per Month | Grab |
| Zinc, Total | N/A | 1.0 mg/L | 0.50 mg/L | Twice per Month | Grab |
| Whole Effluent Toxicity (IC25) | Survival and reproduction in 100% Effluent | Once per Year | Composite | ||
| Flow | Report (MGD) | Report (MGD) | Report (MGD) | Twice per Month | Instantaneous |
*No later than six months after the commencement of discharge from the processing area (Outfall 5), the permittee is required to collect an effluent sample from Outfall 005 and have it analyzed for the parameters in EPA Form 2C, Table B, Section 1 (Toxic Metals, Cyanide, and Total Phenols) and Section 3 (Organic Toxic Pollutants (GC/MS Fraction – Acid Compounds)). These sample results shall be submitted to the Division for RPA analysis as soon as practicable.
Sampling at the NPDES outfalls will be done at the following sampling frequencies, as defined in the permit.
| > | Twice a month samples shall be taken once during the first half and once during the second half of the month (e.g., second and fourth Wednesdays) unless a discharge occurs prior to the sampling period. |
| > | Quarterly samples of the discharge shall be taken on any one day of the quarter. |
| > | Twice per year samples shall be taken once during the first half of the calendar year (January to June) and once during the second half of the year (July to December). |
| > | Yearly samples of the discharge shall be taken on any one day of the calendar year. |
| |
Page 278 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
In addition to wastewater monitoring, the existing permit requires monitoring and reporting of stormwater discharges. Requirements for stormwater discharge sampling are summarized in the table below.
Table 17-8: Stormwater Discharge Requirements
| Parameter | Benchmark Minimum | Benchmark Maximum | Monitoring Frequency | Sample Type |
| SW1 | ||||
| Total Suspended Solids | N/A | 150 mg/L | Annually | Grab |
| pH | 6.0 SU | 9.0 SU | Annually | Grab |
| Oil and Grease* | N/A | 15 mg/L | Annually | Grab |
*Note: If the storm water discharge is from an area not associated with an access road or haul road or is not a source for vehicular traffic, monitoring for Oil and Grease is not required.
Sampling of stormwater is to be done according to the following guidelines:
| > | Samples shall be collected from discharges resulting from a storm event that is greater than 0.1 inch in magnitude and that occurs at least seventy-two (72) hours after any previous storm event of 0.1 inch or greater. |
| > | Grab samples shall be collected as soon as practicable during a storm event discharge. |
| > | The exact location of the sampling must be recorded. |
| > | The duration (in hours), starting and ending times, and magnitude (in inches) of the storm event must be recorded. |
Reporting of results for all monitoring and sampling should include:
| > | date, exact place, and time |
| > | name of person collecting the sample |
| > | date analyses were performed |
| > | names of people involved in the analyses |
| > | analytical techniques and methods |
| > | result values |
Additional details for wastewater and stormwater limitations, monitoring requirements, and reporting requirements are included in the permit documentation.
The current permit also specifies that IperionX will conduct 7-day static renewal chronic whole effluent toxicity (wet) tests annually on samples of final effluent from a specified outfall (Outfall 005), in compliance with EPA-821-R-02-013 (or most current edition).
| 17.6 | Partnership with University of Tennessee’s Institute of Agriculture |
IperionX is partnering with the University of Tennessee Institute of Agriculture (UTIA) to research the implementation of sustainable operating and rehabilitation practices at the Titan Project in West Tennessee. The University of Tennessee (UT) is the flagship university in the state of Tennessee, and UTIA is at the forefront of agribusiness research, education, and community outreach.
| |
Page 279 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The Titan Project will include programs focused on post-mineral extraction practices and carbon sequestration opportunities for generational land-use benefits for local landowners. The initial scope of work will focus upon the elimination of invasive vegetation and subsequent improved ecological revegetation using native warm season grasses, undertaken on IperionX’s owned properties.
IperionX and UTIA, with aid from county UT extension offices, has established a 2.8-Ha (7-acre) native site at the Titan Project for UTIA’s use for the initial scope of work, with the potential for the site to be used for additional sustainability investigations, including the use of biochars, gypsum and other soil amendments to aid in higher crop yields and the carbon sequestration. Activities include:
| > | soil sampling of site to assess soil pH and fertilizer needs: sampling implemented in June 2022; fertilizer to be applied after stand-establishment |
| > | labor and custom hire for herbicide application for elimination of native and exotic weed populations over Titan site in preparation for seeding: implemented in July 2023 and May 2024 |
| > | labor and custom hire for site preparation and tillage for seed bed: implemented in August 2023 and May 2024 |
| > | labor and custom hire for seeding of 3 species native warm season grass mix; big blue stem, little bluestem, Indian grass: implemented in August 2023 and May 2024 |
| > | control of weed species on an as necessary basis after germination: not necessary in 2024 |
| > | application of biochar as a soil amendment: implemented in August 2025 |
| 17.7 | Community Relations |
IperionX continues to maintain relationships with the Tennessee Valley Authority (TVA), TDEC, local and state government representatives, local educational systems, universities, technical institutes, business owners, local municipalities, and community members. IperionX will continue discovering and establishing relationships with new groups and stakeholders.
IperionX informed MM&A that the company’s goal is to leave a legacy of operational excellence by maintaining positive and sustainable industry standards, trustworthy communications, and mutually beneficial opportunities, with a focus on local employment and workforce training. IperionX has funded Science, Technology, Engineering, and Mathematics (STEM)-related projects, awarded scholarships, supported a number of community projects, held discussions at local educational institutions, and various community groups. IperionX stated that it intends to maintain its open-door and transparent standards.
Table 17-9 provides a summary of the community relations activities completed as of the Report date.
| |
Page 280 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 17-9: Community Relations Activities List
| Date | Organization/Event | IperionX Community Relations Activity |
| 20-Jan-2021 | Benton County officials | First introduction to IperionX |
| 29-Jan-2021 | WRJB radio | Interview |
| 15-Feb-2021 | Benton County Commission | Meeting with County Commission |
| 10-Mar-2021 | Carroll County officials | Meeting with Carroll County officials |
| 11-Mar-2021 | Henry County officials | Meeting with Henry County officials |
| 17-Mar-2021 | Community | IperionX office grand opening |
| 28-Mar-2021 | Veterans Honor Guard | Donation |
| 20-Apr-2021 | Benton County school officials | Meeting with school officials |
| 25-May-2021 | Benton County officials | Meeting with Benton County officials |
| 8-Jun-2021 | West TN Bass Tournament | IperionX information booth/sponsor |
| 1-Jul-2021 | Governors | Meeting with TN government |
| 20-Jul-2021 | PGS | Community Forum hosted by PGS |
| 1-Aug-2021 | TN Achieves Mentor Program | Volunteer |
| 4-Aug-2021 | TN Governors Conference | Attendance at the TN Governors Conference |
| 18-Aug-2021 | Benton County High School Academic Banquet | Attendance |
| 24-Aug-2021 | Benton County Fair | IperionX Information booth/lawnmower race sponsor |
| 1-Sep-2021 | University of Knoxville | Meeting with President Randy Boyd |
| 12-Oct-2021 | University of Knoxville | Meeting with UTK Professors |
| 28-Oct-2021 | First Responders Dinner | Hosted dinner |
| 31-Oct-2021 | IperionX Halloween | IperionX Halloween event |
| 5-Dec-2021 | University of Knoxville | Visited the UTK campus and dinner |
| 10-Dec-2021 | TN Chamber/Manufactures and Industry roundtable | Attended the round table |
| 18-Dec-2021 | Senior Citizens home | Adopt a Senior |
| 20-Dec-2021 | Benton County Christmas parade | IperionX truck in parade |
| 5-Feb-2022 | District Director Sam Neinow at Congressman Mark Green | Sam Neinow brief for Congressman Green |
| 10-Feb-2022 | Congressman Green | Meeting with Congressman Green |
| 5-Feb-2022 | Agricultural Commission Board | IperionX CEO addressed Agricultural Commission Board members |
| 8-Mar-2022 | Carroll County government | Attendance at Carroll County government meeting |
| 14-Mar-2022 | Carroll County Prodigy softball | Donation for softball team |
| 28-Mar-2022 | Benton County teacher in-service | Presentation |
| 6-Apr-2022 | Benton County Public Q&A session | Information and update |
| 10-Apr-2022 | Henry County fish fry | IperionX tent demonstration |
| 16-Apr-2022 | Fishing rodeo | Attendance and donation |
| 24-Apr-2022 | Scotts Hill career day | Presentation |
| 10-May-2022 | Carroll County golf tournament | IperionX tent/sponsorship |
| 1-Jun-2022 | Forever Communications | Interview with Henry County radio |
| 6-Jun-2022 | Carroll County schools | Academic sponsorship |
| 12-Jun-2022 | Get Loaded Tea | IperionX promotion and sponsorship |
| 18-Jun-2022 | Senator Hagerty/Benton County Mayor | Meeting with Senator Hagerty/Benton County Mayor |
| 20-Jun-2022 | Benton County STEM camp | STEM camp presentation |
| 22-Jun-2022 | Henry County Carl Perkins Center for Child Abuse | Table sponsorship |
| 26-Jun-2022 | Magic Valley Golf/Buccaneers | Attended and sponsored the Pro Golf tournament |
| 29-Jun-2022 | Benton County Drug Prevention/UT Ag | Children Yoga sponsorship |
| 3-Jul-2022 | Birdsong Resort & Marina | 4th of July attendance/sponsorship |
| 7-Jul-2022 | Tennessee Department of Economic and Community Development | Meeting with several groups |
| 12-Jul-2022 | University of Tennessee at Martin | Campus tour |
| 15-Jul-2022 | UT Martin Director | IperionX information discussion |
| 18-Jul-2022 | Henry County Mike Weatherford show | IperionX interview |
| 20-Jul-2022 | West TN football/cheer | Sponsorship |
| 24-Jul-2022 | County officials | Meeting with several groups |
| 30-Jul-2022 | Benton County Drug Prevention Coalition | Attendance at the Red Sand event |
| |
Page 281 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Date | Organization/Event | IperionX Community Relations Activity |
| 4-Aug-2022 | UT Extension | Donation for new agriculture silos |
| 9-Aug-2022 | District Director Sam Neinow at Congressman Mark Green /Benton County Mayor | Meeting with Sam Neinow/Benton County Mayor |
| 13-Aug-2022 | Henry County Terra Recycling event | Sponsored an electronics recycling drive in Henry County |
| 15-Aug-2022 | Benton County Fair Salute to First Responders | Attendance |
| 22-Aug-2022 | Henry County Fair | Attendance and IperionX booth/demonstration |
| 26-Aug-2022 | Benton County Fair | Attendance and IperionX booth/demonstration |
| 27-Aug-2022 | STEAM Garden | Donated to the new STEAM Garden |
| 4-Sep-2022 | Mckenzie sweet tea festival | IperionX tent demonstration |
| 9-Sep-2022 | Forever Communications | IperionX CEO interview |
| 9-Sep-2022 | Native American Indian Association of Tennessee | Donation |
| 10-Sep-2022 | One Community One Heart | Benton County Volunteer Day event |
| 11-Sep-2022 | 911 Memorial Walk | IperionX Attendance |
| 12-Sep-2022 | Benton County Prevention Coalition | Attended /hosted luncheon |
| 20-Sep-2022 | Camden Masonic Lodge | Donation for food plates |
| 20-Sep-2022 | West TN Veterans bike ride | Donation |
| 21-Sep-2022 | IperionX Media Day at Demo Site | IperionX information update to several groups |
| 15-Oct-2022 | West TN Saddle Club | Sponsorship |
| 16-Oct-2022 | Native American Indian Association of Tennessee | Pow Wow sponsorship |
| 27-Oct-2022 | Carroll County Boo Bash | Halloween Trunk or Treat |
| 29-Oct-2022 | Henry County Spooktacular | Halloween Trunk or Treat |
| 31-Oct-2022 | Benton County IperionX Halloween Bash | Annual office Halloween event |
| 2-Nov-2022 | University of Tennessee at Martin | Geo Sciences Club meeting attendance |
| 8-Nov-2022 | All American Cheer | Purchased coupon book |
| 9-Nov-2022 | Henry County Noon on the square | Attendance |
| 11-Nov-2022 | American Legion Veterans | Volunteer |
| 2-Dec-2022 | Henry County Shop with a Cop | Donation |
| 5-Dec-2022 | Benton County Manufactures Day | Presentation |
| 15-Dec-2022 | Carroll County Toys for Tots | Toy donation |
| 15-Dec-2022 | Benton County Toys for Tots | Toy donation |
| 18-Dec-2022 | Henry County Christmas parade | IperionX truck in parade |
| 18-Dec-2022 | St Vincent DePaul | Donation for flood victims |
| 1-Jan-2023 | TN Achieves Mentor Meeting | Meeting at Bethel University |
| 14-Jan-2023 | Beta Club | 5-kilometer run |
| 25-Jan-2023 | Benton County School Board | Attendance |
| 30-Jan-2023 | Carroll County Career & Technical Ed | Attendance/IperionX discussion |
| 31-Jan-2023 | American Legion Girls State | Scholarship donation |
| 1-Feb-2023 | Big Sandy Q&A | Community Q&A |
| 8-Feb-2023 | Carroll County Chamber Coffee | Attendance/networking |
| 16-Feb-2023 | Carroll County Q&A | Community Q&A |
| 17-Feb-2023 | Henry County Q&A | Community Q&A |
| 18-Feb-2023 | American Legion Veterans | Chili dinner |
| 6-Mar-2023 | Benton County Animal Shelter | Sponsorship of a dog adoption fee |
| 6-Mar-2023 | Benton County Garden Club | IperionX attendance and presentation |
| 9-Mar-2023 | IperionX Children’s Book Launch | Introduction of the children’s book in Henry County |
| 25-Mar-2023 | Henry County Elementary | Book reading/presentation |
| 25-Mar-2023 | Carroll County Elementary | Book reading/presentation |
| 28-Mar-2023 | Benton County Elementary | Book reading/presentation |
| 30-Mar-2023 | Henry County Library | Book presentation/donation |
| 30-Mar-2023 | Carroll County Library | Book presentation/donation |
| 14-Apr-2023 | Scotts Hill High School | Career Day presentation |
| 26-Apr-2023 | Henry County High School | Project Graduation donation |
| 26-Apr-2023 | Benton County High School | Project Graduation donation |
| 26-Apr-2023 | Carroll County High School | Project Graduation donation |
| 28-Apr-2023 | Henry County fish fry | Attendance/networking |
| 15-May-2023 | West TN Boy Scouts | Tour of Boy Scouts of America Camp |
| |
Page 282 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Date | Organization/Event | IperionX Community Relations Activity |
| 30-May-2023 | Native American Indian Association | Scholarship donation |
| 10-Jun-2023 | TN Kids fishing rodeo | Awards sponsorship |
| 11-Jun-2023 | TN Mining Association | Conference sponsorship |
| 28-Jun-2023 | Camden Elementary School | STEM summer camp presentation/donation |
| 9-Jul-2023 | Native American Indian Association of Tennessee | Pow Wow sponsorship |
| 20-Jul-2023 | West TN STEM Scholarship | Scholarship donation |
| 2-Sep-2023 | WRAP Jam | IperionX Tent |
| 6-Sep-2023 | West TN Public Utility | Luncheon attendance/networking |
| 7-Sep-2023 | Camden Elementary School | Outdoor Garden Open House |
| 29-Sep-2023 | Camden Masonic Lodge | Dinner attendance |
| 19-Oct-2023 | Carroll County Career & Technical Ed | Meeting attendance/discussion |
| 19-Oct-2023 | United Way Radio Auction | Guest Auctioneer/donation |
| 20-Oct-2023 | TMA Conference in Gatlinburg | Attendance/sponsorship |
| 21-Oct-2023 | Native American Indian Association of Tennessee | Attendance at the Pow Wow |
| 25-Oct-2023 | Carroll County Career Fair | Attendance IperionX tent booth |
| 28-Oct-2023 | Henry County Trunk or Treat | Handed out candy |
| 29-Oct-2023 | Elementary schools | Delivered Halloween coloring pages/safety checklist |
| 31-Oct-2023 | IperionX Halloween event | Annual office Halloween event |
| 9-Nov-2023 | Darkhorse Veterans Lodge | Volunteer |
| 17-Nov-2023 | Carroll County Veterans Art Exhibit | Volunteer |
| 5-Dec-2023 | Mckenzie Rotary Club | IperionX Presentation |
| 5-Dec-2023 | Mckenzie Industrial Board | Toured Mckenzie Industrial Site Commercial Facility |
| 12-Dec-2023 | Carroll County Toys for Tots | Donation |
| 12-Dec-2023 | Henry County Toys for Tots | Donation |
| 13-Dec-2023 | IperionX holiday cards | 100 cards mailed to key county personnel and all IperionX Landowners |
| 14-Dec-2023 | Benton County Senior Citizen Holiday | Holiday Basket donation to senior citizen |
| 3-Jan-2024 | Senator Marsha Blackburn Meeting | Drop-in meeting held at Second Harvest Food Bank |
| 12-Jan-2024 | Henry County Helping Hands | Donation to Pleasant Hill community |
| 25-Jan-2024 | Northwest Economic Development Food Boxing | Volunteer |
| 14-Feb-2024 | Tennessee Mining Association | Joined TMA on Capitol Hill in Nashville |
| 12-Mar-2024 | TN Achieves Lunch and Tennessee Colleges of Applied Technology | Mentor lunch and TCAT tech school tour |
| 19-Mar-2024 | Forever Communications | Visit to Henry County |
| 19-Mar-2024 | Henry County Real Hope Youth Center | Visit to Henry County |
| 20-Mar-2024 | Carroll County Career Day | IperionX tent/demonstration for career day |
| 26-Mar-2024 | Benton County Volunteer Program | Presentation/IperionX Information |
| 27-Apr-2024 | Henry County fish fry | Attendance/networking |
| 27-Apr-2024 | Darkhorse Veterans Lodge | Donation |
| 28-Apr-2024 | Tennessee Mining Association | Conference sponsorship |
| 2-May-2024 | Scotts Hill Career Day | Presentation/IperionX Information |
| 4-May-2024 | Benton County Drug Prevention Awareness Day | IperionX tent |
| 18-Jun-2024 | TN Health Connect | Overdose prevention training |
| 20-Jun-2024 | 2024 Scholarship Presentation | Scholarship |
| 25-Jun-2024 | Tennessee College of Applied Technology | Groundbreaking ceremony |
| 4-Jul-2024 | University of Tennessee Institute of Agriculture (UTIA) | Visit/interview at team house with UTIA |
| 24-Jul-2024 | Henry County Fair | Visit |
| 10-Aug-2024 | Outdoor open house | IperionX tent/demonstration |
| 13-Aug-2024 | Roundtable with Congressman Green | Meeting attendance |
| 20-Aug-2024 | 2024 IperionX Honey Harvest | Honey harvest |
| 4-Sep-2024 | Law Enforcement/First Responders | Appreciation Stop |
| 21-Sep-2024 | Officials & Key Personnel | Meeting and site tour |
| 23-Sep-2024 | Elks Lodge | Donation |
| 26-Sep-2024 | West TN Public Utilities Luncheon | Attendance/networking |
| |
Page 283 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Date | Organization/Event | IperionX Community Relations Activity |
| 17-Oct-2024 | Native American Indian Association of Tennessee (NAIA) Pow WoW | Attendance |
| 19-Oct-2024 | Carroll County Boo Bash | IperionX Trunk or Treat |
| 26-Oct-2024 | Henry County Spooktacular | IperionX Trunk or Treat |
| 28-Oct-2024 | IperionX Annual Halloween Event | Halloween at IperionX Office |
| 31-Oct-2024 | Carroll County Career Fair | IperionX info on careers |
| 6-Nov-2024 | Henry County Toys for Tots | Donation |
| 15-Dec-2024 | Carroll County Toys for Tots | Donation |
| 15-Dec-2024 | Benton County Toys for Tots | Donation |
| 15-Dec-2024 | West TN Career Fair | Attendance/booth |
| 6-Mar-2025 | Family STEM Night | Attendance |
| 15-Apr-2025 | MM&A | Site visit |
| 15-Apr-2025 | Henry County Fish Fry | Attendance/networking |
| 25-Apr-2025 | Tennessee Mining Association | Attendance/Booth/Sponsorship |
| 28-Apr-2025 | Carroll County Ag Day | Attendance/Booth |
| 12-May-2025 | Scotts Hill Career Day | Presentation/IperionX information |
| 15-May-2025 | TDEC | Site visit |
| 12-Jun-2025 | Benton County Chamber | Open House attendance |
| 28-Jun-2025 | Tractor Supply | Attended grand opening |
| 8-Jun-2025 | UTIA | Site visit |
| 1-Jul-2025 | Benton County Fair | Attendance/lunch |
| 22-Jul-2025 | Henry County Chamber Coffee | Attendance/networking |
| 7-Jul-2025 | BC Road Superintendent Retirement | Attendance/networking |
| 3-Jul-2025 | Chamber Coffee Second Harvest Food Bank | Attendance/networking |
| 6-Aug-2025 | Benton County Free Watermelon Day | Gave away free watermelons to the Benton County community |
| 7-Aug-2025 | Carroll County Sheriffs Dept | Delivered free watermelons to Carroll County Sheriff’s Dept |
| 7-Aug-2025 | Henry County Watermelon Donation | Delivered free watermelons to first responders in Henry County |
| 8-Aug-2025 | Henry County Fair | Attendance/lunch |
| 8-Aug-2025 | Carroll County Fair | Attendance/lunch |
| 9-Aug-2025 | Benton County Fair | Attendance/lunch |
| 10-Aug-2025 | Congressman Kustoff | Meeting |
| 18-Aug-2025 | Palmer Tool Office | Meeting |
| 18-Aug-2025 | MaxSteel | Tour of MaxSteel Facility in Henry County |
| 18.Aug-2025 | Benton County Officials | Meeting |
| 19-Aug-2025 | Carroll Count Officials | Meeting |
| 20-Aug-2025 | West TN Public Utilities Luncheon | Luncheon attendance |
| 26-Aug-2025 | Landowners | Meeting |
| 26-Aug-2025 | Community member | Office visit |
| 27-Aug-2025 | Community member | Office visit |
| 16-Sep-2025 | L.I. Smith Surveying | Office visit |
| 17-Sep-2025 | NAIA Pow Wow | Attendance/networking |
| 18-Oct-2025 | Benton County Rotary | Attendance/networking |
| 22-Oct-2025 | Carroll County Boo Bash | Carroll County Trunk or Treat |
| 23-Oct-2025 | Henry County Spooktacular | Henry County Trunk or Treat |
| 25-Oct-2025 | IperionX Annual Halloween | Office Halloween |
| 31-Oct-2025 | CAT | Office visit |
| 13-Nov-2025 | TDEC | Site inspection |
| 14-Nov-2025 | Veterans Day Memorial | Attendance |
| 23-Jan-2026 | Benton County, Carrol County, Henry County | Donation |
| 18-Feb-2026 | Geological Society of America (GSA) | Field trip agenda visit |
| 24-Feb-2026 | GSA | Field trip dry run |
| 7-Mar-2026 | TDEC/GSA | Field trip |
| 7-Mar-2026 | Civil and Environmental Consultants | Meeting |
| 18-Mar-2026 | Carroll County STEM /Career Day | Info booth |
| 20-Mar-2026 | Co-Op Coffee | Attendance/networking |
| 23-Mar-2026 | Powering Paris Community Celebration | Attendance/networking |
| |
Page 284 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Date | Organization/Event | IperionX Community Relations Activity |
| 26-Mar-2026 | Benton County Courthouse Life-Line Peer Project | Attendance/networking |
| 26-Mar-2026 | Henry Count After Hours Social | Attendance/networking |
| 1-Apr-2026 | Benton County Fair Volunteer Appreciation Lunch | Attendance/networking |
| 3-Apr-2026 | UT Ag Coffee Social | Attendance/networking |
| 9-Apr-2026 | Benton County 2nd annual STEAM Night | IperionX Booth STEM Activity |
| 10-Apr-2026 | Carroll County Ag Plant Sale | Attendance |
| 11-Apr-2026 | Benton County Ag Plant Sale | Attendance |
| 21-Apr-2026 | Fish Fry Welcome Coffee | Attendance |
| 24-Apr-2026 | Henry County World’s Biggest Fish Fry | Attendance |
| 28-Apr-2026 | TMA Mining Conference | Conference |
| 30-Apr-2026 | Camden High School Career Fair | IperionX Booth/Activities |
| 12-May-2026 | Scotts Hill Career Fair | IperionX Booth |
| 13-May-2026 | Carroll County High School Career Fair | IperionX Booth |
| 17.8 | Social Considerations, Plans, Negotiations and Agreements |
| 17.8.1 | Plans, Negotiations, or Agreements with Local Individuals or Groups |
IperionX has undertaken preliminary engagement with local stakeholders in the Project area, including landowners, community representatives, and local or regional authorities, to support Project planning and to identify social, land access, and community considerations relevant to development.
At the Report date, no material agreements with local individuals or groups have been finalized. IperionX intends to continue engagement activities as the Project advances, consistent with applicable laws and regulations, and in a manner customary for heavy mineral sands projects development.
Where required or considered appropriate, future discussions or agreements may address matters such as land access, community relations, employment opportunities, and local services. Any such agreements would be negotiated in accordance with applicable regulatory requirements and would be disclosed in future filings if determined to be material.
| 17.8.2 | Commitments to Ensure Loal Procurement and Hiring |
IperionX currently anticipates that, during construction and operations, labor, goods, and services will be sourced from a combination of local, regional, and national suppliers, subject to availability, qualifications, commercial terms, and compliance with Project requirements.
While no binding commitments to local procurement or hiring have been made as of the Report date, IperionX generally intends to consider qualified local individuals and businesses in its hiring and procurement processes, consistent with standard industry practice, applicable laws, and operational needs.
Employment levels, workforce composition, and procurement strategies will ultimately depend on Project design, contractor selection, and prevailing market conditions. No reliance on preferential hiring or local procurement was incorporated into mineral resource or mineral reserve estimates, capital cost estimates, or economic analyses presented in this FS.
| |
Page 285 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 17.9 | Qualified Person’s Opinion |
MM&A is of the opinion that the current plans presented in Section 17 are reasonably adequate to address any issues related to environmental compliance, permitting, and local individuals or groups. While significant permitting requirements will be required to progress the Project, IperionX has already demonstrated the ability to work with regulators to successfully acquire mining and discharge-related permits.
| |
Page 286 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 18 | Capital and Operating Costs |
| 18.1 | Introduction |
The objective of developing the capital and operating cost estimates is to provide substantiated costs feeding into the FS pertaining to the Project. The initial capital expenditure estimate includes all Project direct and indirect costs to be expended during the Project implementation phase. It is deemed to cover the period starting from the approval date by IperionX of this Report and finishing at the successful completion of the commissioning phase. Any cost to be expended beyond the commissioning phase, i.e., transfer to operations, performance tests, start-up/ramp-up and operations of the Project facilities will be included with sustaining capital cost or operating cost estimates.
| 18.2 | Capital Cost Estimates |
| 18.2.1 | CAPEX General |
| 18.2.1.1 | Introduction |
The capital costs were developed in accordance with the requirements of a Class 3 estimate, consistent with the Association for the Advancement of Cost Engineering (AACE) Cost Estimating Classification System, as defined in AACE International Recommended Practice No. 17R-97. In keeping with the intended Class 3 estimate maturity, the estimate has been prepared to reach a target accuracy range of ±15%.
The estimate is based on an estimate base date of Q2 2026 and is expressed in United States Dollars (US$). No allowance was made for escalation.
| 18.2.1.2 | Working Capital and Sustaining Capital |
The Discounted Cash Flow (DCF) model includes an allowance for sustaining capital expenditure over the anticipated 14-year operating life of the facility. Sustaining capital was estimated by Primero at 2.5% per annum of the mechanical equipment. This estimate was derived from Primero’s proprietary cost database, as well as benchmarking against comparable rare earth processing operations, particularly those utilizing similar technologies. Over the full project life, this equates to a total sustaining capital requirement of approximately US$23.3 million.
All initial working capital required for the commissioning phase has been incorporated into the initial capital expenditure. This includes upfront costs associated with commissioning labor, consumables, reagents, power, and initial spare parts necessary to support plant start-up and early operations.
| |
Page 287 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Post-commissioning, ongoing working capital requirements are incorporated into the DCF model based on IperionX operational assumptions. These include:
| > | account receivable assumed to be collected on a 30-day basis, reflecting anticipated customer payment terms |
| > | accounts payable assumed to be settled within 30 days, in line with supplier expectations |
| > | a maintained ore feedstock inventory of two weeks of material, representing a strategic buffer to ensure continuous plant operation and mitigate mining disruptions |
These working capital assumptions ensure that the model accurately captures the cash flow timing dynamics of the operation, reflecting realistic liquidity requirements for day-to-day operations and supporting the Project’s overall financial feasibility.
| 18.2.1.3 | Currency |
The capital cost estimate is presented in US$. Major procurement pricing provided by MT was originally developed in Australian Dollars (AUD) and has been converted to US$ for incorporation into the CAPEX. The exchange rate used is shown in Table 18-1. Pricing developed by Primero was already prepared in US$ and was carried through the estimate on that basis.
Table 18-1: Currency Conversion Rates
| AUD |
US$ |
| 1 AUD |
0.6957 US$ |
The exchange rate used is the Reserve Bank of Australia’s 3-month daily average for January, February, and March 2026.
| 18.2.1.4 | Engineering and Design |
MTOs used for the capital cost estimate were developed by Primero, MT, and MM&A, and were, for the most part, subsequently estimated by Primero as part of the overall capital cost development. Estimated quantities and scope definitions for civil, structural, mechanical, piping, electrical, instrumentation, and other applicable disciplines were derived from these deliverables and used as the primary basis for the development of direct costs. Where applicable, selected cost inputs, pricing assumptions, and scope information provided by all parties were also incorporated into the estimate.
The estimate was developed on the basis of the engineering and design information available at the time of preparation, supplemented where necessary by estimating assumptions and inputs provided by all team members to complete the capital cost assessment on a consistent basis.
| 18.2.1.5 | Capital Cost Estimate Inclusions |
The capital cost estimate includes the direct and indirect costs required to execute the defined project scope in accordance with the basis, assumptions, and design information available at the time of estimate preparation. Direct costs generally comprise labor, materials, equipment, and subcontracted services associated with the supply, installation, and construction of the project facilities. These costs were developed from the relevant MTOs, scope definitions, vendor and contractor inputs, and estimating assumptions applicable to each discipline.
| |
Page 288 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The estimate also includes indirect costs necessary to support overall project execution. These generally comprise the temporary facilities, construction support, supervision, field management, and other project-related costs required to plan, manage, and deliver the work within the defined execution framework. Given the availability of local construction workers, there is no requirement for living out allowance.
| 18.2.1.6 | Capital Cost Estimate Summaries |
The capital cost estimate summaries have been prepared and reported in accordance with the project’s phased development approach, comprising Phase 1 – 400 tph and Phase 2 – Incremental 800 tph configurations. The summaries present the capital cost estimate at a consolidated level for each phase, consistent with the scope definitions for this study.
For reporting purposes, the NPI scope has been incorporated into the Phase 1 – 400 tph scope of work and is reflected within that phase’s cost estimate summary accordingly.
Table 18-2 shows the consolidated, the Phase 1 – 400 tph, and the Phase 2 – Incremental 800 tph cost summaries, respectively.
Table 18-2: Capital Cost Summary (Phase 1 – 400 tph and Phase 2 – Incremental 800 tph)
| Item | Phase 1 400 tph (US$) |
Phase 2 – Incremental 800 tph (US$) |
Total Phase 1+ Phase 2 (US$) |
| Direct Costs |
|||
| 1000 - Site Wide - Mining | $23,237,857 | $347,042 | $23,584,929 |
| 1000 - Site Wide - NPI | $18,316,630 | $0 | $18,316,630 |
| 1000 - Site Wide - Balance of Scope | $18,499,189 | $3,191,001 | $21,690,190 |
| 2000 - Feed Preparation Plant | $10,086,726 | $15,587,107 | $25,673,833 |
| 3000 - Wet Concentrator Plant | $44,143,921 | $62,212,480 | $106,356,401 |
| 4000 - Mineral Separation Plant | $25,058,422 | $33,435,617 | $58,494,039 |
| 5000 - Rare Earth Plant | $33,181,069 | $1,240,555 | $34,421,625 |
| 8000 - Mining Unit Plant | $1,304,793 | $2,133,248 | $3,438,041 |
| Direct Costs Sub-total | $173,828,608 | $118,147,079 | $291,975,688 |
| INDIRECT COSTS | |||
| EPCM | $22,414,018 | $14,663,588 | $37,077,606 |
| Temporary Facilities and Services | $2,240,370 | $1,247,800 | $3,488,170 |
| Vendor’s ME Installation Assistance | $250,000 | $190,000 | $440,000 |
| Contractor’s Pre-Commissioning Assistance | $186,342 | $244,769 | $431,111 |
| Commissioning & Testing | $1,898,000 | $1,620,320 | $3,518,320 |
| Spare Parts | $928,893 | $1,196,017 | $2,124,910 |
| First Fills | $143,330 | $223,407 | $366,737 |
| Indirect Costs Sub-total | $28,060,953 | $19,385,901 | $47,446,854 |
| TOTAL No CONTINGENCY nor OWNER’S COSTS | $201,889,562 | $137,532,980 | $339,422,542 |
| Owner’s Costs | $5,598,338 | $1,637,627 | $7,235,964 |
| Contingency | $20,638,419 | $14,027,432 | $34,665,851 |
| TOTAL CAPEX 400tph and 800tph | $228,126,319 | $153,198,038 | $381,324,357 |
| Note: Totals may not sum due to rounding. | |||
| |
Page 289 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 18.2.2 | Direct Cost Estimate |
The direct cost estimate was developed by discipline using the latest available engineering and design deliverables, including MTOs prepared by Primero, MT, and MM&A. These inputs formed the basis for quantifying and pricing the defined scope of work across the relevant disciplines. The effects of the project’s value engineering phase were incorporated into the applicable MTOs, scope definitions, design inputs, and pricing basis provided by the respective parties, and were reflected in the direct cost estimate.
Direct costs included the labor, materials, equipment, and subcontracted scope directly attributable to the physical supply, construction, and installation of the project facilities. The estimate was prepared to reflect the scope and level of design definition available at the time of estimate development, consistent with the overall basis adopted for the capital cost estimate.
As part of a value engineering optimization, the Project execution approach was also reviewed and, where practical, construction was planned to be modularized to maximize installation efficiencies and realize cost savings. This approach principally involved structural steel, mechanical equipment, platework, and piping scope.
| 18.2.2.1 | Bulk Materials and Equipment |
Bulk materials and equipment costs were developed as part of the direct cost estimate using the latest available material take-offs, equipment lists, vendor budget pricing, historical benchmarks, and selected Owner-provided inputs, where applicable.
| 18.2.2.1.1 | Structural Steel |
Structural steel quantities were developed from MTO information provided by MT. For the stick-built scope, MT provided a structural steel MTO derived from the project’s structural design model, with quantities extracted from Space GASS and inclusive of engineering allowances for items such as end connections, omitted secondary members, and other minor design development allowances, together with an allowance for temporary transport steel where applicable.
As part of a value engineering optimization, a significant portion of the Project was planned to be modularized to improve construction efficiency and reduce site installation costs. For the modular scope, structural steel quantities were provided separately by MT on a total module weight basis rather than as a conventional field-installed steel MTO. In this case, the structural steel installation component was not estimated in isolation but instead formed part of the overall installed module mass, which also included associated piping, platework, and mechanical equipment incorporated within each module.
Installation costs for the stick-built structural steel scope were estimated by Primero on a manhour basis, using its recent historical cost database and benchmark information from comparable industrial and mining projects. These manhours formed the basis for the calculation of field installation costs for the applicable structural steel components included within the estimate.
| |
Page 290 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Installation costs for the modular structural steel scope were estimated by Primero on a manhour basis, with module weight and geometry used as the primary basis for assessing installation effort. These factors also governed the crane size and lifting configuration required for module installation. The resulting manhours formed the basis for the calculation of field installation costs for the modular structural steel scope included within the estimate.
Consistent with the adopted procurement strategy, the supply and fabrication of structural steel was sourced by MT from the Chinese market, with module fabrication and pre-assembly forming part of the overall modular execution approach reflected in the estimate.
| 18.2.2.1.2 | Concrete |
The concrete scope was developed on a stick-built basis. Concrete quantities were derived from MTO information provided by MT, which formed the basis for Primero’s estimate of the associated direct costs.
Installation costs for the concrete scope were estimated by Primero on a manhour basis, using its recent historical cost database and benchmark information from comparable industrial and mining projects. These manhours formed the basis for the calculation of field installation costs for the applicable concrete works included within the estimate. The associated bulk material pricing for concrete-related items was developed from Primero’s in-house historical cost database, using recent internal benchmark information applicable to comparable industrial and mining projects.
| 18.2.2.1.3 | Architecture |
Architectural elements associated with the NPI buildings were considered at a FS level through the pricing and scope allowances provided by the contractors responsible for delivering these facilities. Rather than developing stand-alone architectural designs at this stage, the study relies on the contractors’ standard building specifications, typical layouts, and integrated architectural provisions embedded within their proposed solutions. As a result, architectural requirements—such as building envelopes, internal finishes, functional layouts, and code-compliant features—are indirectly captured within the contractors’ pricing and form part of their overall NPI building supply. More detailed architectural design development will occur in subsequent project phases once the preferred building suppliers are confirmed.
The architectural scope for the process buildings was developed on a stick-built basis. Architectural quantities were derived from MTO information provided by MT, which formed the basis for Primero’s estimate of the associated direct costs.
Installation costs for the architectural scope were estimated by Primero on a manhour basis, using its recent historical cost database and benchmark information from comparable industrial and mining projects. These manhours formed the basis for the calculation of field installation costs for the applicable architectural works included within the estimate. The associated material pricing for architectural items was developed from Primero’s in-house historical cost database, using recent internal benchmark information applicable to comparable industrial and mining projects.
| |
Page 291 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 18.2.2.1.4 | Earthworks and Surface Water Drainage |
The earthworks and surface water drainage scope was developed using Project-specific quantity information derived from the site layout and development assumptions. Quantities were generated through material take-offs from the 3-D model and used as the basis for the bulk earthworks estimate. The level of definition reflects FS-stage requirements, with detailed design, geotechnical verification, and regulatory confirmation to be undertaken in subsequent phases.
Note: A distinction exists between the two sites in terms of available baseline information. Environmental and geotechnical studies were available for the WCP site and informed the development of the bulk earthworks and surface water drainage concepts. For the MSP site, such studies were not yet available, and the earthworks and drainage design were therefore developed based on reasonable engineering assumptions appropriate for an FS level of definition.
Installation costs for the earthworks scope were initially estimated by Primero on a manhour basis, using its recent historical cost database and benchmark information from comparable industrial and mining projects. The associated supply and installation cost basis was subsequently aligned to a budget quotation received from a US-based contractor, to better reflect current market conditions and project-specific pricing applicable to the site location.
For estimate reporting purposes, the bulk earthworks quantities for the WCP were allocated between Phase 1 and Phase 2, while the MSP earthworks scope was retained within Phase 1.
| 18.2.2.1.4.a. | Bulk Earthworks Development |
The bulk earthworks concept for both the WCP and MSP sites was developed with the objective of minimizing cut-and-fill volumes while maximizing the reuse of suitable cut material within fill areas, consistent with the basis of design. For FS purposes, all excavated material was assumed to be suitable for reuse as general fill and structural fill within the facility extents, eliminating the need for imported material. Structural fill and basecourse were assumed to be sourced from mine overburden, with a borrow location approximately 4.8 km (3 miles) from the project site.
Site preparation assumptions include clearing, grubbing, and topsoil removal extending 3 m (10 feet) beyond the toe of earthworks extents, and the application of a 20.3-cm (8-inch) capping layer across bulk earthworks areas to promote sheet flow and allow light vehicle access. Stage 1 earthworks include the mine access road, the initial bulk pad (including conveyor pad), and the detention pond, with Stage 2 expanding the pad extents.
Value-engineering reviews undertaken during the study resulted in refinements to plant elevations, reductions in selected fill volumes, adjustments to cut volumes, and optimization of the overall footprint to improve earthworks efficiency. Additional optimization opportunities—such as pond sizing, road and culvert arrangements, and conveyor and ramp alignments—were also assessed.
| |
Page 292 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 18.2.2.1.4.b. | Surface Water Drainage |
The drainage strategy was developed in alignment with permitting requirements and environmental constraints identified for each site.
WCP Site
The drainage concept was governed by the requirement to maintain a single permitted outfall at the northeast corner of the site. Runoff will be collected and conveyed to a sedimentation pond designed for a 10-year, 24-hour storm event before controlled discharge. Uncontaminated runoff will be routed to this system, supported by Best Management Practices such as revegetation, sediment traps, and erosion control measures. External flows will be intercepted along the southern boundary and diverted around the site to prevent uncontrolled inflows.
MSP Site
The drainage strategy will be based on collecting uncontaminated stormwater in a detention pond for controlled release to maintain pre-development flow conditions. In accordance with environmental constraints, no runoff will be directed toward the wetland area west of the site. In the absence of a confirmed legal outfall, runoff was assumed to be discharged to the nearest receiving stream, with an 18-m (59-foot) buffer maintained along the impaired stream on the eastern boundary. The bulk earthworks concept promotes sheet flow across a sloped pad, with no buried drainage pipes assumed.
| 18.2.2.1.4.c. | Roads and Access Infrastructure |
Road pavement was assumed to be asphalt, with pavement design based on traffic load information provided by the technological contractor. Sealed roads were assumed to comprise a two-layer asphalt system (5-cm (2-inch) binding and 3.8-cm (1.5-inch) wearing course) over a 15-cm (5.9-inch) basecourse. The mine access road will be unsealed.
For conveyor crossings, a double-barrel reinforced concrete box culvert arrangement was assumed.
The mine access road corridor was reduced to 12 m (39 feet) to remain within the environmental permit boundaries. Future design phases will require refinement of the road and conveyor layouts to balance operational requirements with spatial and permitting constraints.
| 18.2.2.1.5 | Mechanical Equipment |
The mechanical equipment scope was developed using a mechanical equipment list provided by MT and amended to reflect revised process flow diagrams (PFDs) and the outcomes of the Value Engineering phase. As part of this process, MT identified the equipment to be site assembled and the equipment to be incorporated into the modular installation strategy.
Budgetary equipment pricing was sourced by MT from the market on a project-specific basis, including both domestic and international suppliers. Following technical and commercial adjudication, the pricing from the selected vendor(s) was incorporated into the estimate. In support of the value engineering initiatives, equipment pricing was sourced from tier 2 and tier 3 suppliers, predominantly from China and India, to identify potential capital cost savings. At this stage, technical bid evaluations were completed to confirm general alignment with datasheet performance requirements; however, detailed verification of full specification compliance and long-term operational suitability remains subject to further review in subsequent project phases.
| |
Page 293 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
As part of the modular execution strategy, selected items of mechanical equipment were designated to be supplied by MT as free issue to the module fabricator for pre-assembly into the relevant modules. This modularized equipment scope included items such as cyclones, spirals complete with launders and feed piping, stilling mats, pumps, screens, magnetic separators, belt filters, attritioners, flotation cells, samplers, washdown hose reels, and fire hose reels and sprinklers. Allowance was made in the estimate for delivery of these select items to the module fabricator’s premises for incorporation into the modules, with the balance of the mechanical equipment delivered directly to site for field installation.
Installation costs for the site-assembled mechanical equipment scope were estimated by Primero on a manhour basis, using its recent historical cost database and benchmark information from comparable industrial and mining projects. These manhours formed the basis for the calculation of field installation costs for the applicable mechanical equipment items included within the estimate.
For the modular mechanical equipment scope, installation costs were also estimated by Primero on a manhour basis, with module weight and geometry used as the primary basis for assessing installation effort. These factors also governed the crane size and lifting configuration required for module installation. The resulting manhours formed the basis for the calculation of field installation costs for the modular mechanical equipment scope included within the estimate.
The estimate also reflects the Project’s adopted logistics strategy. Allowances were made for freight where required, including delivery of selected items to the module fabricator for pre-assembly and direct delivery of larger site-installed equipment to site where vendor pricing did not already include transportation.
| 18.2.2.1.6 | Platework |
The platework scope was developed using MTO information provided by MT. The MTOs for the various sumps, stilling boxes, energy dissipators, and other similar platework items were prepared by MT based on standard designs or bespoke designs, as required by the project scope. These quantities formed the basis for Primero’s development of the associated direct costs.
Consistent with the adopted value engineering and modularization strategy, fabricated platework items were planned to be pre-assembled into modules where applicable. This approach was adopted to improve construction efficiency and reduce site installation effort.
Supply and fabrication pricing for the platework scope was sourced from the Chinese market, in line with the overall project procurement strategy adopted for modularized bulk materials. This pricing basis reflects the project approach of maximizing offsite fabrication and pre-assembly to support the Value Engineering objectives.
| |
Page 294 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Installation costs for the site-installed platework scope were estimated by Primero on a manhour basis, using its recent historical cost database and benchmark information from comparable industrial and mining projects. These manhours formed the basis for the calculation of field installation costs for the applicable platework items included within the estimate.
For the modular platework scope, installation costs were also estimated by Primero on a manhour basis, with module weight and geometry used as the primary basis for assessing installation effort. These factors also governed the crane size and lifting configuration required for module installation. The resulting manhours formed the basis for the calculation of field installation costs for the modular platework scope included within the estimate.
Allowance was also made where required for the transport of fabricated platework and pre-assembled modules from the fabricator’s premises through to site, consistent with the logistics basis adopted for the estimate.
| 18.2.2.1.7 | Piping |
The piping scope was developed using MTO information provided by MT. For the stick-built piping scope, MT provided piping MTOs covering piping lengths, valves, and piping special items, which formed the basis for Primero’s estimate of the associated direct costs. In accordance with the broader piping basis for the project, the underlying piping quantities were based on the FS MTOs, adjusted as required to reflect the revised flowsheets and plant layout. The lists for valves, mining hoses, and expansion joints were based on the current P&IDs, with additional mining hoses and expansion joints included where required to suit the modularized execution strategy.
Supply and fabrication of piping was sourced from the Chinese market, including carbon steel piping (lined and unlined) and HDPE piping, consistent with the overall procurement strategy adopted for the project. The supply and fabrication of all piping was based on a Chinese fabricator. Allowance was made to freight selected specialized piping items, such as valves, expansion bellows, and other specialty components, sourced outside China to the fabricator for incorporation into the piping modules.
Installation costs for the stick-built piping scope were estimated by Primero on a manhour basis, using its recent historical cost database and benchmark information from comparable industrial and mining projects. These manhours formed the basis for the calculation of field installation costs for the applicable piping items included within the estimate.
The balance of the piping scope formed part of the modular MTO and was estimated as part of the overall modular installation strategy. For this modular piping scope, installation costs were also estimated by Primero on a manhour basis, with module weight and geometry used as the primary basis for assessing installation effort. These factors also governed the crane size and lifting configuration required for module installation. The resulting manhours formed the basis for the calculation of field installation costs for the modular piping scope included within the estimate.
| |
Page 295 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Where vendor pricing did not include freight to China for pre-assembly into modules, a factored allowance was included in the estimate. In addition, budgetary pricing was obtained for the transport of all pre-assembled modules and fabricated piping items from the fabricator’s premises in China through to site.
| 18.2.2.1.8 | Electrical and Instrumentation & Control |
The electrical and instrumentation and control scope was developed using a combination of bulk material take-offs prepared by MT and equipment type and quantity information developed by Primero, depending on the specific scope item. Together, these formed the basis for Primero’s estimate of the associated direct costs.
For the electrical and instrumentation bulk materials scope, the relevant MTOs were prepared by MT. Installation costs for this scope were estimated by Primero on a manhour basis, using its recent historical cost database and benchmark information from comparable industrial and mining projects. These manhours formed the basis for the calculation of field installation costs for the applicable electrical and instrumentation bulk items included within the estimate. Bulk material pricing was developed from a combination of pricing from other recent Primero projects and market pricing obtained from a US-based contractor, to reflect current project-specific pricing conditions.
For electrical equipment such as Motor Control Centers (MCCs), generators, switchgear, and other major packaged electrical items, the applicable quantity basis was developed by Primero. Pricing for these items was established using vendor budget quotations, which were subjected to technical and commercial review prior to incorporation into the estimate. This approach was adopted to ensure that the selected pricing basis was representative of the intended project requirements and aligned with the overall CAPEX development methodology.
The electrical and instrumentation and control estimate was developed using MT-provided bulk MTOs, Primero-developed equipment quantity inputs, Primero-developed installation manhours, and a pricing basis derived from a combination of recent Primero benchmark data, contractor budget pricing, and vendor quotations, as applicable to the relevant scope components.
| 18.2.2.1.9 | Mine Development |
The mine development scope, including the associated material take-off and cost estimate development, was prepared by MM&A. In developing this estimate, MM&A relied on a combination of equipment vendor quotations and mining contractor budget quotations to establish the applicable pricing basis for the scope.
| |
Page 296 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Following MM&A’s review of the contractor pricing received, a representative bid was selected as the basis for the mine development cost estimate. This information was then provided to Primero for incorporation into the overall Project capital cost estimate.
Primero’s role in relation to this scope was limited to the integration of the MM&A-developed mine development estimate into the consolidated capital cost estimate, in accordance with direction provided by IperionX. Accordingly, the mine development costs included in the estimate reflect the scope, pricing basis, and commercial inputs developed by MM&A for this portion of the Project.
| 18.2.2.1.10 | Cranage for Module Installation |
Crane selection for module installation was developed as a budget-level basis of estimate using the module weight bands and overall module geometries provided, rather than by preparing individual engineered lift studies for every module.
A two-crane approach was considered the best balance between technical adequacy, estimating consistency, and crane-utilization efficiency, while recognizing that final crane selection for construction execution would remain subject to detailed lift planning using actual site layout, lift radii, boom lengths, crane charts, and ground conditions.
| 18.2.2.1.11 | Modular Installation Manhour Approach |
For the modularized scope, installation manhours were not developed separately by individual discipline within each module.
The modular installation manhours were developed using a three-stage installation methodology (Stage 1 – receiving and setting, Stage 2 – work inside modules, and Stage 3 – external module tie-ins), representing the principal site activities required to complete the module installation scope.
Accordingly, the modular installation manhours were developed as an integrated field installation allowance based on module characteristics and staged installation activities, rather than as a conventional commodity-by-commodity field erection estimate. This methodology reflects the Project’s modular execution philosophy and the associated value engineering objective of shifting labor from site to offsite assembly in order to improve installation efficiency and reduce overall field labor requirements.
| 18.2.2.2 | Labor Rates |
Primero developed its own burdened labor rates for incorporation into the estimate. The primary labor rate basis was established using burdened rates for a 50-hour work week provided by a US-based contractor with whom Primero has worked on previous projects. This work schedule basis was adopted in accordance with confirmation provided by IperionX that a 50-hour per week construction shift would apply to the Project.
| |
Page 297 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The labor rate basis adopted in the capital cost estimate reflects a reviewed and optimized position informed by contractor market input, recent comparable project experience, and alignment with the confirmed Project work schedule.
| 18.2.2.3 | Procurement Strategy |
The procurement strategy adopted was developed to support the value engineering objectives, with particular emphasis on reducing installed costs through a combination of international sourcing, offsite fabrication, and modular pre-assembly where practical. The strategy reflected a blended approach under which bulk materials and equipment were sourced from the most commercially advantageous markets, while also aligning with the planned modular execution methodology adopted for the project.
In general, material pricing incorporated into the estimate was based on recent market-sourced quotations, with smaller quantity or lower-value items priced using recent benchmark rates. Major equipment pricing was developed from Project-specific vendor quotations sourced from both domestic and international suppliers. Following technical and commercial adjudication, the selected pricing was incorporated into the estimate.
As part of the adopted sourcing strategy, the supply and fabrication of selected bulk materials was sourced from the Chinese market, including structural steel, platework, carbon steel piping (lined and unlined), and High-Density Polyethylene (HDPE) piping.
The modular procurement strategy also included the provision of selected equipment by MT as free issue to the module fabricator for pre-assembly into the relevant modules. This applied to various mechanical and associated items designated for module incorporation. In addition, allowances were included for the delivery of selected items to the module fabricator’s premises, with the balance of equipment delivered directly to site where intended for field installation rather than module assembly.
The procurement strategy reflects a cost-optimized approach aligned with the Project’s modular execution philosophy, while recognizing that the selected international sourcing model carries some residual risk with respect to future price escalation, supplier qualification, and potential supply chain restrictions in later Project phases.
| 18.2.2.4 | Freight |
Freight costs were included in the estimate where required to support the delivery of materials, fabricated items, modules, and equipment to their intended point of assembly or installation. The freight basis was developed to reflect the specific logistics allowances necessary to support the project execution approach adopted for this stage of the estimate.
Where vendor pricing did not include delivery of goods to the relevant destination, separate freight allowances were incorporated into the estimate. This included allowances for selected specialized items required to be delivered to the module fabricator, as well as allowances for large equipment items to be delivered directly to site where freight had not been included in the vendor’s pricing.
| |
Page 298 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
For the modularized scope, budgetary pricing was obtained for the transportation of pre-assembled modules and other fabricated items from the fabricator’s premises in China through to the project site. Consistent with the estimate basis adopted for this phase of work, this cost was treated as a Provisional Sum.
| 18.2.2.5 | Growth Factors |
MTOs issued represent the base, or “neat,” quantities derived from the current level of design definition. As part of the capital cost estimate development process, quantity growth allowances were applied to selected discipline MTOs to account for the expected progression of the design as engineering advances and further detailing, constructability requirements, and interface development are incorporated into the project.
Growth allowances were developed as discipline-specific percentage factors and were used to establish the final estimate quantities carried in the estimate. These allowances were applied as quantity adjustments within the estimate build-up and were treated separately from contingency. The initial growth factors were proposed by Primero and were subsequently reviewed and confirmed by MT and/or Primero internally, as appropriate, depending on the relevant discipline and MTO development responsibility. This review process was undertaken to ensure the adopted factors were aligned with the current level of design maturity and the anticipated evolution of the scope.
| 18.2.2.6 | Productivity Factors |
Productivity factors were applied to the base installation manhours to account for the effect of anticipated site-specific execution conditions on labor efficiency. These factors were applied solely as a labor adjustment mechanism within the capital cost estimate build-up and were treated separately from contingency.
Base manhours were developed using benchmark installation rates derived from Primero’s historical database and comparable project experience and were then adjusted by the applicable productivity factors to reflect the expected project environment and construction conditions. Productivity factors >1.0 were applied where site conditions were expected to reduce labor efficiency relative to favorable base conditions.
| 18.2.3 | Indirect Cost Estimate |
The indirect cost estimate was developed based primarily on budget quotations, supplemented only minimally by factored allowances and internal Primero developed bottom-up estimates where budgetary pricing was not available. This approach was adopted in consideration of the current level of project definition and the intended execution strategy and provides a stronger level of confidence in the indirect cost estimate than would be achieved through a predominantly factored build-up.
| |
Page 299 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Indirect costs comprise the project support and execution-related costs required to deliver the defined scope, but which are not directly attributable to a specific installed asset, material quantity, or discipline take-off.
| 18.2.3.1 | Engineering, Procurement, Construction, and Management |
The engineering, procurement, construction, and management (EPCM) cost allowance included in the estimate represents the detailed engineering, project management, coordination, field technical support, and construction oversight services required to plan, administer, and control execution of the defined project scope. At a high level, this scope covered the management and support functions necessary to carry out detailed design, coordinate contractors, disciplines, packages, quality, site activities, and construction controls through the execution phase.
| 18.2.3.2 | Temporary Facilities and Services |
Temporary facilities and services covered the temporary site infrastructure, facilities, equipment, and support services required to establish and maintain the construction site for the duration of project execution.
A budget quotation for the temporary facilities and services scope was received and was used as the basis for this component of the estimate. This quotation covered the full temporary facilities and services scope required to support project execution.
| 18.2.3.3 | Pre-Commissioning Contractor Support |
Pre-commissioning contractor support covered the contractor labor, supervision, and site support required to assist with pre-commissioning activities following completion of construction and installation.
The allowance was developed on a factored basis at 0.75% of mechanical equipment supply cost, in accordance with Primero’s historical project benchmarks.
| 18.2.3.4 | Commissioning and Testing |
Commissioning and testing covered the activities required to verify that the installed plant systems, equipment, and supporting infrastructure have been constructed correctly, operate as intended, and are ready for safe and reliable handover into operations. It included planning, supervision, labor, consumables, temporary services, and specialist support required to carry out commissioning preparation, system checks, functional verification, energization support, dry and wet commissioning activities, and performance testing of the relevant plant areas and equipment packages.
A budget quotation was received and was used as the basis for this component of the estimate.
| 18.2.3.5 | First Fills |
First fills covered the initial supply of consumable materials, fluids, and process media required to charge the plant systems and prepare the facilities for commissioning, testing, and initial operation. It included items such as lubricants, oils, greases, hydraulic fluids, reagents, filter media, and other initial charge materials required for equipment, utility systems, and process circuits prior to handover to operations.
| |
Page 300 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The first fills allowance carried in the estimate was based on Primero’s bottoms-up estimate developed during the FS phase.
| 18.2.3.6 | Capital Spares |
Capital spares covered the initial supply of selected spare parts and replacement components required to support early plant operation and maintain equipment availability during the initial operating period. It included critical mechanical, electrical, instrumentation, and process-related spare parts that are required to have on hand at start-up due to their operational importance, anticipated wear, or longer lead times for replacement.
The capital spares allowance carried in the estimate was based on Primero’s bottoms-up estimate developed during the FS phase.
| 18.2.3.7 | Vendor Representatives |
Vendor representatives covered the specialist field support provided by equipment vendors during commissioning, testing, start-up, and early operational readiness. This scope included vendor attendance for activities such as inspection of installed equipment, verification of installation readiness, supervision of start-up procedures, functional checks, adjustment and tuning, troubleshooting, and confirmation that equipment is commissioned in accordance with the vendor’s requirements and intended operating basis.
A budget quotation for vendor representatives was provided by Performance Industries and used in the capital cost estimate.
| 18.2.4 | Owner’s Costs |
Owner’s costs were provided by IperionX to Primero for inclusion in the capital cost estimate.
Costs included comprise the Owner’s project team, environmental/permits, fees/taxes/duties/bonds, and the power distribution line upgrade for Phase 1 only. Project Insurance was also included within Owner’s costs. An insurance quotation was provided by Gallaher and carried in the CAPEX.
| 18.2.5 | Contingency |
A contingency allowance of 10%, assumed by the Company, has been applied to the sum of Direct Costs, Indirect Costs, and Owner’s Costs. This has been reviewed and considered reasonable by the Qualified Person for a Feasibility Study-level estimate.
| |
Page 301 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 18.3 | Operating Cost Estimates |
| 18.3.1 | OPEX General |
The operating cost estimate (OPEX) has been performed for Mining, Process Plant, Product Transport and Royalties. The following list of cost centers were used for the Process Plant OPEX estimation: salaries; General & Administrative (G&A); reagents; consumables; utilities (electricity, fuel, water, etc.); maintenance; and mobile equipment.
The estimates have an accuracy of ±15%. The estimate base date is Q2, 2026, and the estimate was prepared using US$. The operating costs are summarized in Table 18-3.
Table 18-3: Operating Cost Estimate Summary
| Operating Costs | US$/year | US$/t ore | ||
| Phase 1 Average | Phase 2 Average | Phase 1 Average | Phase 2 Average | |
| Mining | 21,505,614 | 64,334,874 | 6.32 | 6.22 |
| Process Plant | 15,520,852 | 27,967,350 | 4.56 | 2.70 |
| Product Transport | 3,558,600 | 8,900,738 | 1.05 | 0.86 |
| Royalties | 4,747,628 | 8,052,134 | 1.39 | 0.78 |
| Total Operating Costs | 45,332,694 | 109,255,096 | 13.31 | 10.57 |
Note: Totals may not sum due to rounding.
| 18.3.2 | Mining OPEX |
MM&A solicited Request for Prices for Mine Contractor Services from three independent contractors for the mine plan including the pits, tailings and waste pile backfill areas, and internal haul roads. Operating costs were based on prices from mine contractor services for moving ROM ore material from the pits to the WCP and dewatered tailings and waste material back to the pits to the disposal areas and all associated work. Equipment consumables, repairs, maintenance, and labor costs were included in the contractor pricing to supply mine services including waste mobile conveyors, loaders for ore, loaders for waste, dozers for ore and interburden material, dozers for waste spreading and compaction, dozers for reclamation, and support equipment.
A summary of the tasks required under the mine contractor services as provided in the Request for Proposal dated February 20, 2026, is provided in the table below.
Table 18-4: Summary of Mine Contractor Services from RFP dated February 20, 2026
| Task | Contractor | Other | Comment |
| Purchase or leasing of all mobile equipment | X | Note: Contractor may submit cost quotation assuming all mobile equipment is provided by Contractor, provided quotation clearly identifies those details in the quotation. | |
| Maintenance & repair of all mobile equipment | X | ||
| Rebuilds and/or replacement of all mobile equipment | X | ||
| Labor, fuel, and all operating supplies | X | ||
| Site security services | X |
| |
Page 302 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Task | Contractor | Other | Comment |
| Removal of timber | X | Landowner responsibility; however, Contractor will be responsible for any trees not removed by Landowner. | |
| Removal and disposal of sumps, limbs, and roots | X | All woody debris to be handled and/or disposed of in accordance with IperionX permit, TDEC or other local requirements. If no burn permit can be acquired, debris must be hauled off site and properly disposed of. | |
| Initial and ongoing internal site road development associated with life-of-mine plan | X | ||
| Removal and placement of topsoil in berms or other storage areas | X | Approximately 221,000 cubic meters of topsoil is expected to be removed and placed in berms according to the IperionX permit. | |
| Installation & maintenance of erosion and sediment control structures | X | Must be in accordance with IperionX permit or TDEC requirements. | |
| Installation & maintenance of diversion ditches | X | Must be in accordance with IperionX permit or TDEC requirements. | |
| Mining of the Upper McNairy ROM ore and hauling to ROM stockpile | X | ||
| Removal, transport & placement of the interburden material in tailings area | X | A typical geologic cross section showing the interburden material is shown below. | |
| Mining of the Lower McNairy ROM ore and hauling to ROM stockpile | X | ||
| Transport tailings from WCP | X | Via conveyor belt to waste pile, then via articulated trucks | |
| Placement & compaction of WCP tailings in pit | X | Tailings must be placed on minimum 2.5H:1V (21.7 degrees) slope and compacted to a relative compaction of 92 to 95 percent as compared to the material’s maximum dry density as determined by standard Proctor testing. Contractor is responsible for compaction testing and record keeping. | |
| Construction of berms, diversions, and perforated pipe for pit dewatering | X | ||
| Pit dewatering equipment supply, maintenance, and management | X | ||
| Reclamation backfilling, grading, topsoil placement & vegetation | X | Must be in accordance with IperionX permit or TDEC requirements. | |
| Removal and reclamation of sediment control structures | X | Must be in accordance with IperionX permit or TDEC requirements. |
MM&A solicited bid prices for contract mining from three independent contractors and received prices back from all three contractors for this FS. Following MM&A’s review of the contractor pricing received, a representative bid was selected as the basis for the mine operating cost estimate. Reclamation and mine closure, waste pile rehandling and maintenance costs are all included in the Contract Mining rate of US$5.23 per cubic meter.
Mine power costs were required to operate the system of conveyor belts to transport ROM material to the WCP, and dewatered tailings from the WCP back to the mine pits. A unit cost of US$0.07 per kWh was used in the cost estimate.
| |
Page 303 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Labor costs were based on general support personnel required to support the Project beyond the mine contractor services. The burden rate of 25% is assumed. A breakdown of the assumed labor costs is provided in the following table.
Table 18-5: Summary of Mining Labor Cost (Not included in Contract Mining)
| Engineering Manpower | # of Employees | Total Cost | # of Employees | Total Cost | LOM Total Cost |
| Summary Table | Years 1-4 | Years 1-4 (US$) | Years 5-14 | Years 5-14 (US$) | 14 Years (US$) |
| Engineering Manager | 1 | 681,600 | 1 | 1,704,000 | 2,385,600 |
| Planning Geologist | 1 | 479,400 | 1 | 1,198,500 | 1,677,901 |
| In-Pit Geologist | 1 | 479,400 | 3 | 3,595,500 | 4,074,903 |
| Drafter/Designer | 1 | 279,425 | 1 | 698,563 | 977,989 |
| Total Cost | 1,919,825 | 7,196,563 | 9,116,388 |
Permitting and mitigation costs were based on information provided by Irtec related to the future permitting and stream/wetlands mitigation requirements, and total US$17.1 million over the LOM.
LOM mine operating costs for the Titan project are summarized in Table 18-6.
Table 18-6: LOM Mining Operating Cost Summary
| Mining OPEX | LOM Cost (US$) | % of Total |
| Contract Mining | $696,286,361 | 95.5% |
| Mine Power | $6,848,689 | 0.9% |
| Labor | $9,116,388 | 1.2% |
| Permitting & Mitigation Cost | $17,119,762 | 2.3% |
| Total Variable | $729,371,200 | 100.0% |
| 18.3.3 | Process Plant OPEX |
Table 18-7 presents a summary of the operating costs for the Phase 1 and Phase 2 minerals plant. Phase 1 encompasses the 400 tph WCP, 400 tph MSP and 1,200 tph REP and Phase 2 is the total 1,200-tph WCP, MSP and REP. Table 18-7 assumes annual ore tonnage to be 3,472,534 t for Phase 1 and 10,417,575 t for Phase 2.
Table 18-7: Process Plant Operating Cost Summary
| Cost Center | Cost Breakout | |
| US$/year | US$/tonne Ore | |
| Phase 1 | ||
| Power | $2,644,984 | $0.76 |
| Plant Labor | $6,523,677 | $1.88 |
| Consumables | $1,038,813 | $0.30 |
| General Maintenance | $1,518,174 | $0.44 |
| Reagents and Utilities | $1,453,744 | $0.42 |
| Mobile Equipment | $998,811 | $0.29 |
| Laboratory | $324,000 | $0.09 |
| General and Administration | $1,156,140 | $0.33 |
| Total Phase 1 | $15,658,344 | $4.51 |
(Continued below)
| |
Page 304 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Cost Center | Cost Breakout | |
| US$/year | US$/tonne Ore | |
| Phase 2 | ||
| Power | $6,010,313 | $0.58 |
| Plant Labor | $9,115,828 | $0.88 |
| Consumables | $2,597,295 | $0.25 |
| General Maintenance | $3,196,900 | $0.31 |
| Reagents and Utilities | $4,194,773 | $0.40 |
| Mobile Equipment | $1,246,792 | $0.12 |
| Laboratory | $972,000 | $0.09 |
| General and Administration | $1,229,920 | $0.12 |
| Total Phase 2 | $28,563,822 | $2.74 |
| 18.3.3.1 | Power |
The power operating cost assumptions were 7.04 cents per kWh for Phase 1 and 7 cents per kWh for Phase 2. The rates were based upon an estimate provided by TVA and supplied by IperionX and a load factor of 0.8 and a power factor of 0.9.
Power consumption and costs were determined based on calculated plant utilization and a mechanical equipment list provided by MT. The estimated Phase 1 installed power will be 5.0 MW for the WCP and 2.2 MW for the REP and MSP. The Phase 2 installed power will be 13.0 MW for the WCP and 3.8 MW for the REP and MSP.
Overall, power consumption for the process plant is expected to be 37.6 Gigawatt-hour (GWh) per year for a total power cost of US$2.6 million per year for Phase 1 and 85.9 GWh per year and US$6.0 million per year for Phase 2.
| 18.3.3.2 | Plant Labor |
The plant labor cost was estimated to be US$6.5 million for Phase 1 and US$9.1 million for Phase 2 with a total staffing of 62 and 96 people, respectively. The process plant manning plan was provided by MT and G&A of 10 people for each phase was estimated by Primero, and the labor costs were estimated as the sum of supplied salaries by Turner Staffing, and an additional labor cost burden provided by IperionX. Staffing rosters varied and included 14 days on/14 days off, 4 days on/3 days off and weekly rosters.
| 18.3.3.3 | Operating Spares and Consumables |
The operating spares and consumable costs were estimated to be US$1.0 million for Phase 1 and US$2.6 million for Phase 2. The spares and consumables wear rates and prices were built from vendor quotes and Primero’s previous experience. Spares were provided for all major packages.
| 18.3.3.4 | Plant Maintenance |
Maintenance costs were estimated at US$1.5 million per year for Phase 1 and US$3.2 million for Phase 2 to account for major planned shutdowns, chute work, piping, valving, operator tools, and other maintenance items.
| |
Page 305 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 18.3.3.5 | Reagents and Utilities |
Reagents and utilities costs were estimated to be US$1.5 million for Phase 1 and US$4.2 million for Phase 2. These costs were primarily driven by the material transport contract between sites, followed by utilities and reagent supply. Consumption rates for reagents and utilities were provided by MT, while water and sewage unit costs were provided by IperionX.
| 18.3.3.6 | Mobile Equipment |
The mobile equipment cost summary was split between fuel cost and maintenance and repair costs. The yearly mobile equipment costs for the plant were estimated as $1.0M for Phase 1 and $1.2M for Phase 2.
| 18.3.3.7 | Laboratory |
Laboratory sample, general analysis, and maintenance operating expenses were priced at US$0.32 million for Phase 1 and US$0.97 million for Phase 2. The laboratory expense rates were provided by MT.
| 18.3.3.8 | General and Administration |
The general and administration costs included first aid, medicals, PPE, recruitment, IT, cleaning, security, waste management, and training.
The yearly general and administration costs were US$1.15 million for Phase 1 and US$1.22 million for Phase 2.
| 18.3.4 | Product Transport Cost |
The product transport cost was priced based on contractor quotes. The average yearly product transport costs were estimated to be approximately US$3.6 million for Phase 1 and US$8.5 million for Phase 2.
| 18.3.5 | Royalties |
For the optioned and leased land, IperionX will pay the landowner the greater of 1) US$75 per acre of the property per year, or 2) the production royalty, generally 5% of net revenues from products mined and removed from the property. All properties owned by IperionX or its subsidiary (TN Exploration, LLC) will not incur a royalty. The average yearly royalties were estimated to be approximately US$4.7 million for Phase 1 and US$8.1 million for Phase 2.
| |
Page 306 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 19 | Economic Analysis |
| 19.1 | Introduction |
A discounted cash flow model was developed to evaluate the economic viability of the Project. This financial assessment is based on a 14-year mine life and two-phase approach to construction and production. Phase 1 is based on a feed to the rougher circuit of 400 tph and a duration of 4 years and Phase 2 is based on a feed to the rougher circuit of 1,200 tph and a duration of 10 years.
The plant is assumed to operate with a plant availability factor of 95% and utilization factor of 90% annually.
All costs and revenues are presented in real terms and denominated in US dollars, with no escalation for inflation).
| 19.2 | DCF Methodology |
| 19.2.1 | Key Assumptions |
The financial model was developed using second-quarter 2026 (Q2 2026) price forecasts and cost estimates, with all figures presented in US dollars and expressed in real terms. The analysis was performed on an unlevered basis, assuming 100% equity financing. A real discount rate of 8% was applied, consistent with industry benchmarks for mining projects in the US. No escalation was applied to operating costs or revenues over the life of the model.
The total initial capital cost for Phase 1 is spread over a 20-month period taking into account construction and commissioning, consistent with the execution schedule developed by Primero during the FS phase. Key milestones are summarized in Table 19-1.
Table 19-1: Key Milestones
| Key Milestones | Date |
| Phase 1 Construction Start | January 2027 |
| Phase 1 Modular Plant Procurement Start | January 2027 |
| Phase 1 Commissioning Start | June 2028 |
| Phase 1 Production Ramp Up Complete | September 2028 |
| Phase 2 Construction Start | June 2031 |
| Phase 2 Production Ramp Up Complete | September 2032 |
The model also incorporates assumptions for working capital, government incentives, applicable taxes, operating cost build-up, and inventory turnover, ensuring a comprehensive reflection of the project’s early cash flow dynamics. A summary of the key financial assumptions is included in Table 19-2, and the key production inputs are summarized in Table 19-3.
| |
Page 307 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 19-2: Key Financial Assumptions
| Key Financial Assumptions | Unit of Measure | Value |
| Ilmenite LOM Average Sale Price | US$/t | 353 |
| Rutile LOM Average Sale Price | US$/t | 1,471 |
| HREC LOM Average Sale Price | US$/t | 41,759 |
| Zircon Concentrate LOM Average Sale Price | US$/t | 829 |
| Ilmenite Transport Cost | US$/t | 11.85 |
| Rutile Transport Cost | US$/t | 11.85 |
| HREC Transport Cost | US$/t | 555 |
| Zircon Concentrate Logistics Cost | US$/t | 65 |
| Discount Rate | % | 8 |
| Royalties (leased and optioned land) | % | 5 |
| Federal corporate income tax rate | % | 21 |
| Tennessee state corporate tax rate | % | 6.5 |
| Ilmenite Depletion | % | 22 |
| Rutile Depletion | % | 22 |
| REE/Monazite Depletion | % | 14 |
| Zircon Concentrate | % | 22 |
| Depreciation | 100% (OBBBA guidelines) | |
Table 19-3: Key Production Inputs
| Key Production Inputs | Units | FS |
| Total Ore | Mt | 117.0 |
| Total Waste | Mt | 95.6 |
| Total mine | Mt | 212.6 |
| Mine life | years | 14 |
| Strip ratio | (w/o) | 0.82 |
| Rougher Feed | tph | 400/1,200 (Phase 1/Phase 2) |
| HMC Produced | Mt | 3.44 |
| Ilmenite Production | Mt | 1.37 |
| Rutile Production | Mt | 0.29 |
| HREC Production | Mt | 0.06 |
| Zircon Concentrate Production | Mt | 0.77 |
| LOM Average In Situ HM grade | % HM | 3.17 |
| Average Ilmenite product recovery | % | 80.7 |
| Average Rutile product recovery | % | 64.3 |
| Average REE/Monazite product recovery | % | 91.4 |
| Average Zircon Concentrate product recovery | % | 91.8 |
The annual production data is summarized in Figure 19-1. This production data is based on operating years instead of calendar years with Year 1 commencing in September 2028 through to August 2029.
| |
Page 308 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 19-1: Titan Project Production Profile
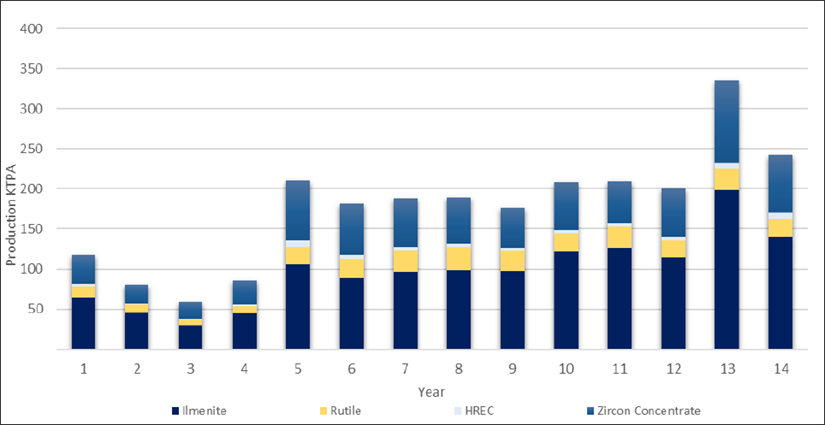 |
||
| Note: Figure prepared by Primero, 2026. |
| 19.2.2 | Revenue |
Project revenue was calculated based on a long-term product pricing projection by year that has been provided by TZMI (ilmenite, rutile, zircon), Argus Media (HREC) and Mine Value Partners (MVP) through the life of the Project.
Based on this pricing and the projected lifetime production of approximately 2.5 Mt of concentrate production, total gross revenue for the life of the project is estimated at US$4.08 billion. This assumes an increase in production in Phase 2 commencing in Year 5 of operations. The detailed breakdown of revenue by product is detailed in Table 19-4, and broken out in Figure 19-2.
Table 19-4: Product Revenue Forecast
| Product Revenue | Total Revenue
(US$ million) |
Production Phase 1 (tpa) |
Production Phase 2 (tpa) |
| Ilmenite | 483 | 46,228 | 118,658 |
| Rutile | 420 | 9,772 | 24,656 |
| HREC | 2,539 | 1,981 | 5,287 |
| Zircon concentrate | 635 | 27,622 | 65,668 |
| Total Revenue | 4,078 | 85,603 | 214,269 |
| |
Page 309 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 19-2: Titan Project Revenue by Product %
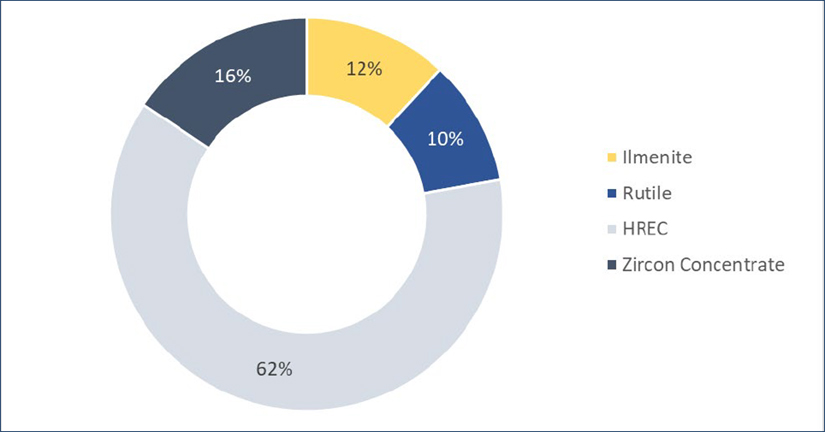 |
||
| Note: Figure prepared by Primero, 2026. |
| 19.2.3 | Taxes and Royalties |
The Titan Project will be subject to standard US federal and Tennessee state corporate taxation regimes. The financial model incorporates a federal corporate income tax rate of 21% and a state corporate tax rate of 6.5%, applied to taxable income as defined under applicable US tax laws.
In addition to standard tax provisions, the model includes applicable tax incentives and credits relevant to the project’s critical minerals operation such as depletion tax credits for the applicable mineral. In addition, under the One Big Beautiful Bill Act (OBBBA) the Project is eligible for the 100% first year depreciation deduction.
An allowance for depletion has been made to the taxable income based on 22% for heavy mineral sands (ilmenite, rutile, zircon) and 14% for heavy rare earths. The depletion allowance is limited to a maximum of 50% of the taxable income before depletion.
For the optioned and leased land, IperionX will pay the landowner the greater of 1) US$75 per acre of the property per year, or 2) the production royalty, generally 5% of net revenues from products mined and removed from the property.
| |
Page 310 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 19.3 | Financial Projections |
| 19.3.1 | Summary |
The economic analysis demonstrates a robust financial profile based on a 2-phase construction and operation approach producing an average of approximately 86,000 tpa in Phase 1 and 214,000 tpa during Phase 2 over a 14-year mine life.
Using variable product pricing based on external market studies the project generates US$1.93 billion free cash flow and the post-tax financial model, developed on an unlevered basis, yields a strong net present value at an 8% discount rate (NPV8) of US$813 million and Internal rate of return (IRR) of 39.4%, with a payback period of 3.63 years.
The model reflects conservative assumptions on pricing, operating costs, and ramp-up, and indicates that the Project is economically attractive under current market conditions
The key economic outcomes of the DCF are outlined in Table 19-5.
Table 19-5: FS Financial Results
| FS Financial Results | UoM | Value |
| Total EBITDA | US$ million | 2,804 |
| Pre-Tax NPV8 | US$ million | 1,016 |
| Pre-Tax IRR | % | 42.6 |
| Pre-Tax Payback Period | Year | 3.49 |
| After-Tax NPV8 | US$ million | 813 |
| After-Tax IRR | % | 39.4 |
| After-Tax Payback Period | Year | 3.63 |
| NPV/Initial Capital | US$ | 3.56 |
| NPV/Total Capital | US$ | 2.13 |
| 19.3.2 | Cash Flow |
Total cash generated by the Project at the end of project life is US$1.93 billion and the after-tax payback period equates to 3.63 years.
The real cash flow forecasts provided on an annualized basis in Figure 19-3 and Table 19-6.
| |
Page 311 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Figure 19-3: Titan Project After Tax Real Cash Flows
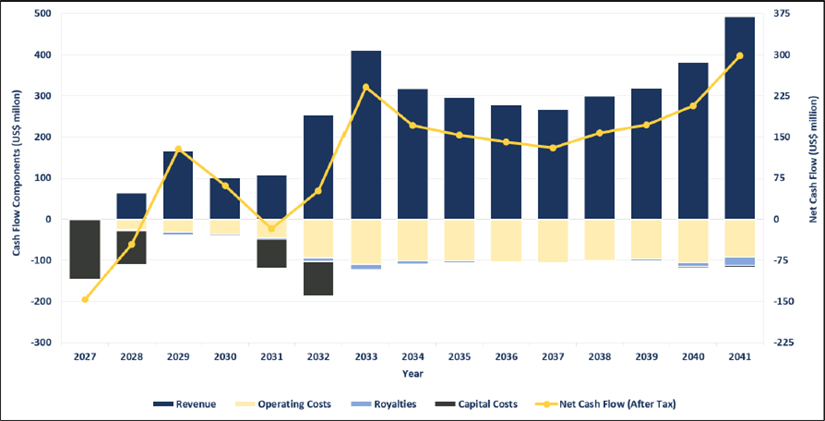 |
||
| Note: Figure prepared by Primero, 2026. |
| |
Page 312 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Table 19-6: Annual Cash Flow
| Items | Units | Total | 2028 | 2029 | 2030 | 2031 | 2032 | 2033 | 2034 | 2035 | 2036 | 2037 | 2038 | 2039 | 2040 | 2041 | 2042 |
| Production - Mining | |||||||||||||||||
| Total Material Moved | t | 212,603,220 | 2,084,435 | 6,255,607 | 5,998,664 | 6,420,656 | 13,975,785 | 23,544,193 | 19,706,434 | 19,748,608 | 20,342,977 | 18,653,309 | 18,153,526 | 16,970,480 | 15,772,486 | 15,959,738 | 9,016,321 |
| Total Ore | t | 117,027,474 | 1,144,499 | 3,412,560 | 3,386,639 | 3,411,064 | 5,691,588 | 10,224,719 | 10,078,666 | 10,066,703 | 10,192,817 | 10,295,503 | 10,260,111 | 10,166,896 | 10,865,260 | 11,107,020 | 6,723,431 |
| Total Waste | t | 95,575,745 | 939,937 | 2,843,047 | 2,612,025 | 3,009,592 | 8,284,197 | 13,319,474 | 9,627,768 | 9,681,905 | 10,150,161 | 8,357,806 | 7,893,415 | 6,803,584 | 4,907,226 | 4,852,718 | 2,292,890 |
| Stripping Ratio | — | 0.82 | 0.82 | 0.83 | 0.77 | 0.88 | 1.46 | 1.30 | 0.96 | 0.96 | 1.00 | 0.81 | 0.77 | 0.67 | 0.45 | 0.44 | 0.34 |
| In situ Grade | % | 3.17 | 5.02 | 4.65 | 3.63 | 3.33 | 3.38 | 3.15 | 3.21 | 3.18 | 2.83 | 2.65 | 2.88 | 2.99 | 3.00 | 3.45 | 3.35 |
| Production - Process Plant | |||||||||||||||||
| HMC Produced | t | 3,443,653 | 51,622 | 145,345 | 116,085 | 106,116 | 175,783 | 296,192 | 307,433 | 297,938 | 268,143 | 253,295 | 274,542 | 282,941 | 302,542 | 356,387 | 209,291 |
| Final Products | t | 2,485,104 | 39,313 | 105,535 | 73,312 | 67,299 | 127,238 | 201,129 | 184,836 | 188,189 | 185,231 | 186,801 | 208,637 | 206,373 | 245,394 | 304,422 | 161,394 |
| Ilmenite | t | 1,371,495 | 21,491 | 58,242 | 40,480 | 34,791 | 65,197 | 100,090 | 91,533 | 96,487 | 98,067 | 105,553 | 122,848 | 122,000 | 141,980 | 178,872 | 93,862 |
| Rutile | t | 285,651 | 4,745 | 12,717 | 8,704 | 7,292 | 12,810 | 22,438 | 25,107 | 27,309 | 27,917 | 24,517 | 24,240 | 24,868 | 23,449 | 25,202 | 14,338 |
| HREC | t | 60,790 | 1,017 | 2,501 | 1,304 | 1,526 | 4,139 | 6,764 | 4,704 | 4,103 | 3,751 | 3,596 | 4,164 | 4,645 | 5,623 | 7,526 | 5,427 |
| Zircon Concentrate | t | 767,168 | 12,060 | 32,076 | 22,824 | 23,689 | 45,092 | 71,837 | 63,491 | 60,289 | 55,496 | 53,135 | 57,386 | 54,861 | 74,342 | 92,822 | 47,767 |
| Gross Revenue | |||||||||||||||||
| Ilmenite | US$ | 483,464,848 | 6,667,592 | 19,040,460 | 14,344,777 | 12,328,866 | 23,103,693 | 35,468,685 | 32,436,361 | 34,191,804 | 34,751,581 | 37,404,364 | 43,533,302 | 43,232,617 | 50,313,051 | 63,386,137 | 33,261,557 |
| Rutile | US$ | 420,183,495 | 6,704,064 | 19,240,948 | 12,795,338 | 10,719,511 | 18,830,148 | 32,983,312 | 36,906,870 | 40,143,920 | 41,037,658 | 36,040,261 | 35,632,222 | 36,555,306 | 34,470,024 | 37,047,492 | 21,076,421 |
| HREC | US$ | 2,538,526,706 | 44,087,311 | 107,857,157 | 55,689,738 | 64,508,562 | 173,426,876 | 281,435,032 | 195,613,075 | 170,594,308 | 156,999,364 | 149,560,196 | 172,558,774 | 192,495,483 | 234,197,867 | 313,454,427 | 226,048,536 |
| Zircon Concentrate | US$ | 635,806,508 | 7,206,613 | 20,186,539 | 19,205,635 | 19,934,011 | 37,944,125 | 60,449,399 | 53,426,462 | 50,732,034 | 46,698,481 | 44,711,676 | 48,288,682 | 46,164,066 | 62,556,707 | 78,107,285 | 40,194,792 |
| Gross Revenue | US$ | 4,077,981,557 | 64,665,581 | 166,325,103 | 102,035,489 | 107,490,950 | 253,304,842 | 410,336,428 | 318,382,769 | 295,662,067 | 279,487,083 | 267,716,498 | 300,012,980 | 318,447,471 | 381,537,649 | 491,995,342 | 320,581,305 |
| Operating Expenditure | |||||||||||||||||
| Total Mining Costs | US$ | 729,371,200 | 5,956,670 | 18,993,631 | 20,427,618 | 21,904,226 | 47,761,076 | 80,550,647 | 66,615,478 | 67,418,284 | 71,213,445 | 66,855,870 | 63,356,427 | 59,251,227 | 54,853,878 | 53,649,322 | 30,563,400 |
| Total Phase I Plant OPEX | US$ | 62,083,407 | 5,096,499 | 15,412,447 | 15,658,344 | 15,584,078 | 10,332,039 | — | — | — | — | — | — | — | — | — | — |
| Total Phase 2 Plant OPEX | US$ | 279,673,505 | — | — | — | — | 9,249,097 | 28,019,468 | 28,563,822 | 28,231,285 | 28,223,919 | 28,193,557 | 28,169,106 | 28,250,027 | 27,757,830 | 27,020,966 | 17,994,429 |
| Total Transport Costs | US$ | 103,241,780 | 1,659,207 | 4,313,656 | 2,790,216 | 2,885,567 | 6,152,622 | 9,875,208 | 8,119,936 | 7,663,063 | 7,182,014 | 6,990,861 | 7,784,007 | 7,884,336 | 9,913,311 | 12,628,581 | 7,399,196 |
| Total Cost of Sales | US$ | 1,174,369,892 | 12,712,376 | 38,719,733 | 38,876,178 | 40,373,871 | 73,494,834 | 118,445,323 | 103,299,235 | 103,312,632 | 106,619,378 | 102,040,288 | 99,309,540 | 95,385,589 | 92,525,020 | 93,298,869 | 55,957,025 |
| Royalties | % | 99,511,847 | 2,597,660 | 6,380,268 | 3,157,966 | 3,355,854 | 8,990,500 | 13,583,249 | 7,052,987 | 4,035,683 | 1,482,463 | 96,718 | 1,837,044 | 4,817,972 | 8,957,445 | 19,934,824 | 13,231,214 |
| Total Operating Expenses | US$ | 1,273,881,739 | 15,310,037 | 45,100,002 | 42,034,143 | 43,729,725 | 82,485,335 | 132,028,571 | 110,352,222 | 107,348,315 | 108,101,841 | 102,137,006 | 101,146,584 | 100,203,562 | 101,482,465 | 113,233,692 | 69,188,239 |
| Operating Cash Flow - EBITDA | US$ | 2,804,099,818 | 49,355,545 | 121,225,101 | 60,001,345 | 63,761,225 | 170,819,508 | 278,307,856 | 208,030,547 | 188,313,752 | 171,385,243 | 165,579,491 | 198,866,396 | 218,243,910 | 280,055,184 | 378,761,649 | 251,393,066 |
| Capital Expenditure | |||||||||||||||||
| Phase 1 | US$ | 228,126,319 | 81,983,477 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| Phase 2 | US$ | 153,198,038 | — | — | — | 70,336,161 | 82,861,877 | — | — | — | — | — | — | — | — | — | — |
| Total CAPEX | US$ | 381,324,357 | 81,983,477 | — | — | 70,336,161 | 82,861,877 | — | — | — | — | — | — | — | — | — | — |
| Sustaining Capital | |||||||||||||||||
| Total Sustaining Capital | US$ | 23,331,518 | 195,743 | 577,814 | 571,500 | 584,016 | 1,103,212 | 2,018,031 | 1,375,318 | 983,360 | 1,352,233 | 1,279,779 | 1,515,785 | 2,584,110 | 4,403,635 | 4,213,638 | 573,341 |
| Production Working Capital | |||||||||||||||||
| Working Capital | US$ | — | 13,033,831 | -7,049,320 | -1,408,945 | 4,895,900 | 20,000,044 | -9,088,243 | -1,349,035 | -1,249,794 | -2,378,338 | 3,125,745 | 1,611,195 | 1,045,241 | 12,682,970 | -664,253 | -33,206,998 |
| Taxable Income | US$ | 1,780,049,975 | -17,721,504 | 3,622,841 | 8,414,247 | 21,734,704 | 57,611,147 | 171,697,382 | 140,377,184 | 133,223,706 | 121,879,919 | 119,081,329 | 147,758,155 | 164,488,541 | 215,201,906 | 295,379,985 | 197,300,433 |
| Tax Paid | US$ | 466,717,862 | — | — | — | 5,676,070 | 15,058,417 | 44,873,111 | 36,687,577 | 34,818,016 | 31,853,317 | 31,121,905 | 38,616,594 | 42,989,080 | 56,243,018 | 77,197,559 | 51,583,198 |
| NPAT (includes add back of depletion) | US$ | 1,932,726,082 | -17,721,504 | 16,532,039 | 22,782,769 | 33,091,846 | 69,411,149 | 191,195,522 | 155,365,012 | 147,233,895 | 136,507,451 | 132,545,597 | 158,729,807 | 173,425,326 | 220,901,219 | 297,186,916 | 195,539,038 |
| Free Cash Flows | US$ | 1,932,726,082 | -45,857,507 | 127,696,607 | 60,838,790 | -17,730,923 | 51,795,957 | 240,504,957 | 171,316,686 | 153,762,170 | 140,558,031 | 130,052,062 | 157,122,822 | 171,625,479 | 206,725,561 | 298,014,705 | 232,443,525 |
| |
Page 313 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 19.3.3 | Sensitivity Analysis |
A sensitivity analysis was performed to assess Project sensitivity to: capital cost estimates, operating cost estimates, grade, and product pricing.
The results are summarized in Figure 19-4 and Figure 19-5 and demonstrate that the project is most sensitive to sales prices followed by grade.
Figure 19-4: Titan Project Sensitivity Analysis – After Tax IRR
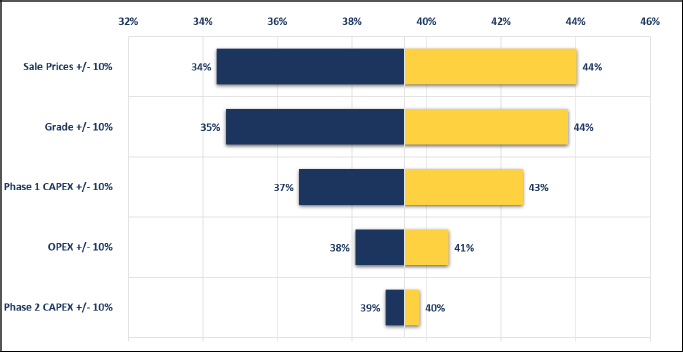 |
||
| Note: Figure prepared by Primero, 2026. |
Figure 19-5: Titan Project Sensitivity Analysis – After Tax NPV8
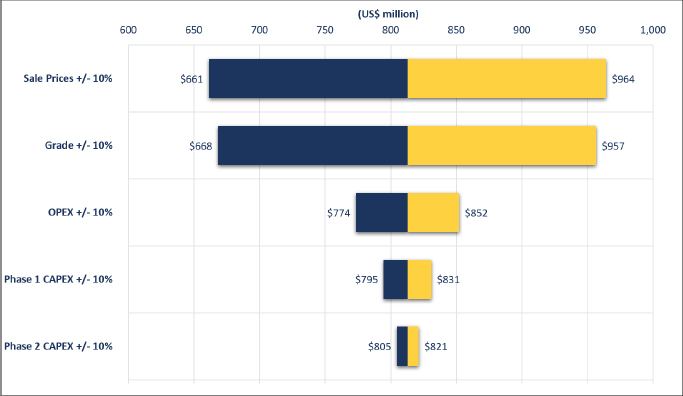 |
||
| Note: Figure prepared by Primero, 2026. |
| |
Page 314 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
In terms of IRR, the Project is most sensitive, in order from most to least sensitive, to:
| > | product pricing |
| > | grade |
| > | Phase 1 capital costs |
| > | operating costs |
| > | Phase 2 capital costs |
In terms of the NPV, the Project is most sensitive, in order from most to least sensitive, to:
| > | product pricing |
| > | grade |
| > | operating cost estimates |
| > | Phase 1 capital costs |
| > | Phase 2 capital costs |
| |
Page 315 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 20 | Adjacent Properties |
This section is not relevant to this Report.
| |
Page 316 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 21 | Other Relevant Data and Information |
This section is not relevant to this Report.
| |
Page 317 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 22 | Interpretation and Conclusions |
| 22.1 | Introduction |
The QPs note the following interpretations and conclusions, based on the review of data and information available for this Report.
| 22.2 | Property Setting |
The Project is located in an area with good local and regional infrastructure and the ability to supply goods to support mining operations is well-established. Personnel with experience in mining-related activities are available in the district. There are transportation routes that access the Project area.
There are no significant topographic issues that would affect the proposed Project. The designated floodplain areas of the Big Sandy River and the Bear Creek tributary cross the Property, and a floodplain exclusion was used in the Study.
| 22.3 | Ownership |
The Project is owned by IXCM, a wholly-owned subsidiary of IperionX Limited.
| 22.4 | Mineral Tenure, Surface Rights, Water Rights, Royalties and Agreements |
As of June 4, 2026, the Titan Project is comprised of approximately 40.8 km2 (10,091 acres) of surface and associated mineral rights in Tennessee, of which approximately 6.0 km2 (1,490 acres) are owned by IperionX, approximately 5.9 km2 (1,457 acres) are subject to long-term lease by IperionX, and approximately 28.9 km2 (7,144 acres) are subject to exclusive option agreements with IperionX. These exclusive option agreements, upon exercise, allow IperionX access to the surface property and associated mineral rights.
IperionX’s option to lease agreements, upon exercise, allow IperionX to lease the surface property and associated mineral rights from the local landowners, and generally have expiry dates between 2027 to 2032. During the option period, the option to lease agreements provide for annual option payments and bonus payments during periods when drilling is conducted. IperionX’s annual option payments are US$75.00 per acre and the drilling bonuses generally average approximately US$1.00 per drill foot. IperionX’s obligation to make annual option payments and drilling bonus payments cease if the company exercises the option to lease.
IperionX has acquired surface, subsurface and water rights to the properties within the resource area. Some of the properties have been acquired in fee simple by IperionX, with IperionX now being the sole owner of the surface, subsurface and water rights for such properties. IperionX has entered into long-term ground leases for other properties, with the right to control the surface, subsurface and water rights related to those properties for the term of the respective ground leases. For the rest of the properties, IperionX holds an option to lease such properties conditioned on annual option payments that are current and ongoing. The option agreements grant IperionX the right to evaluate the surface, subsurface and water rights to such optioned properties.
| |
Page 318 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
For the optioned and leased land, IperionX will pay the landowner the greater of 1) US$75 per acre of the property per year, or 2) the production royalty, generally 5% of net revenues from products mined and removed from the property. All properties owned by IperionX or its subsidiary (TN Exploration, LLC) will not incur a royalty.
| 22.5 | Geology and Mineralization |
The deposit is an example of a heavy mineral sands deltaic sequence deposit.
The Study Area is situated in the East Gulf Plain within the Atlantic Coastal Plain Physiographic Province of the US. The East Gulf Plain syncline of the Mississippi Embayment has a shallow southward plunge, exists east of the Mississippi River, and extends from southern Illinois south into Mississippi and Alabama. Locally the basin is filled with Cretaceous to recent Quaternary age sedimentary rocks and sediments. The deposition represents a pro-grading deltaic environment during a regressive (sea level lowering) sequence.
The local near-surface geology represents a pro-grading deltaic environment during a regressive marine sequence. This is evidenced by the coarsening upward sequence grading from the glauconitic clay-rich Coon Creek Formation to the finer grained lower member of the McNairy Formation to the coarser grained upper member of the McNairy Formation.
The heavy mineral sands are hosted in McNairy Formation sand units, with the higher heavy mineral grades mainly in the lower portion of the Lower McNairy Formation member. Titan mineral sands consist of TiO2 minerals and ZrO2 and REE and other elements.
The geological understanding of the settings, lithologies, and structural and alteration controls on mineralization in the different zones is sufficient to support estimation of mineral resources and mineral reserves. The geological knowledge of the area is also considered sufficiently acceptable to reliably inform mine planning.
The mineralization style and setting are well understood and can support declaration of mineral resources and mineral reserves.
| 22.6 | History |
No previous heavy mineral sand mining has occurred in the region.
| |
Page 319 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Reportedly, the general Project area has been explored for heavy mineral sands since the 1950s as the McNairy Formation was known to contain high concentrations of heavy minerals based on work by federal and state agencies.
IperionX conducted drilling campaigns in 2020, 2021 and 2022 to explore the Titan Project.
| 22.7 | Exploration, Drilling, and Sampling |
IperionX has completed no geological mapping or geophysical surveys in the Project area. All exploration is conducted using drill methods. The property retains exploration potential to the east across Big Sandy River and to the southeast along strike, with additional potential to the northeast along strike.
Across all Titan properties including those outside of the Project, IperionX has drilled 313 holes (11,382 meters or 37,343 feet). Drilling in the Study Area comprises 156 drill holes, this including 16 RC holes (837 meters or 2,746 feet) and 140 roto-sonic drill holes (5,644 meters or 18,517 feet).
The quantity and quality of the lithological, geotechnical, collar and down-hole survey data collected during the drill programs are sufficient to support mineral resource and mineral reserve estimation. The collected sample data adequately reflects deposit dimensions, true widths of mineralization, and the deposit style. Sampling is representative of the deposit grades, reflecting areas of higher and lower grades.
Drill samples were sent to SGS Lakefield. SGS Lakefield is a qualified third-party laboratory that is independent of IperionX. SGS Lakefield is accredited as an ISO 17025 facility for selected analytical techniques. Sample preparation and analytical methods are in line with industry standards for heavy mineral sands deposits.
The QA/QC programs adequately address issues of precision, accuracy, and contamination. Drilling programs typically included blanks, duplicates, and standards. QA/QC submission rates meet industry-accepted standards.
| 22.8 | Data Verification |
MM&A QPs conducted a site visit to the Project area.
The QP reviewed lithological data logs, THM and QEMSCAN results. Sufficient data have been obtained through Titan exploration and sampling programs to support the geological interpretations of the mineral sands deposit situated on the Project. The data are of sufficient quantity and reliability to reasonably support the mineral resource and mineral reserve estimates.
| 22.9 | Metallurgical Testwork |
The processing flowsheet was based on metallurgical testwork programs conducted in 2021 and 2023 on representative Upper and Lower McNairy Formation mineralization.
| |
Page 320 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Testwork demonstrated that the mineralization is amenable to conventional mineral sands processing techniques, including desliming, wet gravity separation, flotation, and dry electrostatic and magnetic separation.
Indicative metallurgical recoveries were estimated through process modelling informed by metallurgical testwork results. On an in-size (+45 micron) basis, estimated recoveries from run-of-mine feed to final products are approximately 82.6% for rare earth minerals, 79.7% for ilmenite, 66.9% for rutile, and 77.6% for zircon. Product grades achieved during testwork are considered saleable, subject to further confirmation and optimization during subsequent project phases.
Deleterious elements such as iron, magnesium, uranium, thorium, chromium, and vanadium are present at low levels and can negatively impact the marketability of heavy mineral sands products, especially uranium and thorium. High levels of these contaminants may reduce product quality, result in regulatory penalties, or require additional processing, which increases costs. Environmental considerations, particularly tailings management and the potential presence of radioactive or toxic elements, can add complexity and expenses due to stricter regulations, water management, and the need for site rehabilitation after mining operations.
| 22.10 | Mineral Resource Estimates |
Mineral resources are reported using the mineral resource definitions set out in SK-1300 and are reported inclusive of those mineral resources converted to mineral reserves.
Mineral resources are estimated for the reported controlled mineral tracts of the Project excluding areas within the designated floodplain.
Based on the data review, the attendant work done to verify the data integrity and the creation of an independent geologic model, MM&A believes this to be a fair and accurate representation of the IperionX mineral resources.
Factors that may affect the estimates include changes to property control; changes to forecast commodity and final product price assumptions; changes in local interpretations of mineralization geometry and continuity of mineralized zones; changes to metallurgical recovery assumptions; changes to assumptions as to deleterious elements; changes to the input assumptions used to derive the conceptual open pit shell that is used to constrain the estimates; changes to the cut-off values applied to the estimates; variations in geotechnical, hydrogeological and mining assumptions; changes to pit optimization assumptions; changes to mine design; and changes to environmental, permitting and social license assumptions.
| 22.11 | Mineral Reserve Estimates |
Measured and indicated mineral resources were converted to mineral reserves. Inferred mineral resources were treated as waste.
| |
Page 321 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
Mineral reserves are reported using the mineral reserve definitions set out in SK-1300. The reference point for the estimate is the point of delivery to the process plant.
Factors that may affect the estimates include changes to property control (i.e., owned, leased and optioned tracts); changes to forecast commodity and final product price assumptions; changes in local interpretations of mineralization geometry and continuity of mineralized zones; changes to metallurgical recovery assumptions; changes to assumptions as to deleterious elements; changes to the input assumptions used to derive the conceptual open pit shell that is used to constrain the estimates; changes to the cut-off values applied to the estimates; variations in geotechnical, hydrogeological and mining assumptions; changes to pit optimization assumptions; changes to mine design; and changes to environmental, permitting and social license assumptions.
| 22.12 | Mining Methods |
Mine planning involved geotechnical and hydrogeological assessment. The geotechnical assessment completed considered both pit slope stability and reclaimed, backfilled tailings stability, and incorporated hydrogeological modeling results.
The study assumes that mining contractors will provide all labor and material for support equipment including all mobile mining equipment, water truck, dozer(s) capable of maintaining the waste disposal volumes, motor grader, utility loader backhoe, fixed or portable lights, pumps, and a utility articulated haul truck (for erosion control measures cleaning, etc.). The cost of the initial capital cost for all mobile equipment, in addition to equipment rebuilds and/or replacement throughout the life of the mines, will be incurred by the mining contractor.
A combination of excavators and articulated trucks will be used to mine the ROM ore as well as all topsoil, overburden and interburden waste material. ROM stockpiles and initial waste disposal areas are designed to minimize haul distances. Conveyors will be used to transport ROM ore from the mine area to the WCP, and dewatered tailings from the WCP back to the pits for disposal in the final backfill.
A finalized mine plan was created based on nested pits created from initial optimizations to create route profiles for equipment sizing and scheduling. These plans were developed by MM&A to allow mining contractors to match production requirements by year to excavators, articulated haul trucks and fixed and mobile conveyors which ultimately resulted in preparing cost analysis data used in mining cost modeling.
Mining operations are based on providing approximately 3.5 Mt per year for Phase 1 (Years 1-4) and approximately 10.0 Mt per year for Phase 2 (Years 5-14) to the WCP.
| 22.13 | Processing and Recovery Methods |
The FS defined a technically robust and scalable process design for the Project, accommodating both the initial 400-tph development and the planned expansion to 1,200 tph. The selected flowsheet, equipment selections, and plant layouts are based on conventional, well-proven mineral sands processing technologies and are supported by extensive prior testwork, process modelling and MT’s operational experience.
| |
Page 322 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
The proposed flowsheet incorporates configuration, scale, and operational changes relative to the flowsheets tested during the metallurgical programs. As such, the final process design represents a combination of demonstrated testwork performance, experience from comparable operations, vendor data, and process modelling.
The adopted process configuration includes:
| > | feed preparation with scrubbing, screening, and desliming |
| > | multi-stage wet gravity separation to produce an HMC |
| > | rare earth mineral recovery using attritioning, flotation, and gravity upgrading to produce a HREC |
| > | dry electrostatic and magnetic separation to produce ilmenite, rutile, and zircon concentrates |
The adopted design provided a clear execution pathway for staged development while maintaining a high degree of equipment commonality between the initial and expanded plant phases. This approach reduced operation complexity, improved maintainability, and supported efficient capital deployment across the LOM. The extensive use of modularization is expected to reduce site construction risk, improve schedule certainty, and enhance overall cost control.
Trade-off studies completed for tailings dewatering and zircon product pathways informed key design decisions. The selected tailings dewatering configuration is considered feasible. The zircon trade-off study identified a preferred product pathway that balances metallurgical performance, regulatory compliance, processing simplicity, and market acceptance.
Process plant layouts for both the WCP and MSP sites incorporate allowances for staged expansion, operability, maintenance access, and material handling. A modular construction strategy is adopted across the major plant areas to reduce site construction duration and execution risk.
Development of the WCP and the MSP will be carried out in two phases, Phase 1 and Phase 2. The REP will be carried out in Phase 1. The phases will consist of:
| > | Phase 1– 400 tph rougher feed to WCP and MSP from year 1 to year 4 |
| > | Phase 1– up to 1,200 tph to REP from year 1 to Mine life (14 years) |
| > | Phase 2– 1,200 tph rougher feed to WCP and MSP from Year 5 through year 14 (end of mine) |
| |
Page 323 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 22.14 | Infrastructure |
The Project is split between Benton and Carrol Counties with the proposed WCP to reside in Carroll County.
CSX operates a railyard approximately 11 km (7 miles) from the MSP/REP site. Transportation of material between the MSP/REP and the railyard will be conducted by over-the-road trucking. Similarly, the movement of product from the WCP to the MSP/REP will be conducted through over-the-road trucking.
Transportation of ROM and tailings materials between the mine pits and the processing plants will be conducted by conveyor belts. The main transportation belt will be dual purpose with the top belt taking ROM material from the pits to the plant and the bottom belt returning to the pits with the tailings.
NPI buildings will be located at the WCP and MSP facilities for all operations and maintenance personnel either as vendor supplied modular buildings or engineered structures. NPI at the WCP will include a warehouse and ablutions building. NPI at the MSP will include an administration building, warehouse and laboratory and sample preparation building. Established design precedents from facilities with similar functions and requirements were used and the designs are consistent with the approved basis of design. This approach will ensure that the NPI at both the WCP and MSP reflect proven layouts and operational needs while maintaining alignment with regulatory, safety, and project standards.
| 22.15 | Market Studies |
The Titan Project is differentiated within the US critical minerals landscape by its ability to produce multiple saleable mineral products from a single mineral sands project. On the current FS design basis, the Project is planned to produce ilmenite, rutile, and zircon concentrates and an HREC, providing exposure to titanium feedstocks, zirconium-bearing minerals, and strategically important rare earth oxides from one domestic source. This product mix is commercially important because it serves multiple large and established end markets, while also aligning with the strategic objective of rebuilding secure US supply chains for critical minerals presently dominated by foreign producers, and in particular by China.
Revenue assumptions were provided by IperionX and were based on independent third-party commodity price forecasts and concentrate valuation methodologies incorporated into the consolidated FS commodity pricing tables and applied in the financial model. All prices were modeled in real 2026 US dollars.
Titanium and zircon mineral sands market conditions and price forecasts are based on the Titanium Feedstock Price Forecast (Issue 3, 2025) prepared by TZ Minerals International Pty Ltd (TZMI). HREC pricing is based on the IperionX Rare Earth Concentrate Calculations (April 2026) prepared by Argus Media and Expected Payability for Rare Earth Concentrates from IperionX’s Titan Project (April 30, 2026) prepared by Mine Value Partners (MVP). Magnet rare earth oxide supply and demand data referenced in this sub-section are based on the ‘Rare Earth Magnet Market Outlook to 2040’ report (Q4 2025) prepared by Adamas Intelligence (Adamas).
| |
Page 324 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 22.16 | Environmental, Permitting and Social Considerations |
IperionX has secured the following permits and agency approvals for the existing permit area: Mining Permit (surface mining of titanium and mineral sands), NPDES Permit (to discharge treated mine wastewater and stormwater), Insignificant Activity Registration (air quality registration for sources of insignificant emissions), Approved Jurisdictional Determination (from the USACE), and Hydrological Determination (from the TDEC).
As mining planning progresses, the existing permits and agency approvals will require modification to incorporate the entirety of the proposed mine site. Although there have been environmental due diligence studies performed within the environmental due diligence study area that cover the majority of the proposed mine site, they are outdated and will require appropriate re-reviews, updates, and field work as applicable.
Tennessee state regulations require mines to be properly closed, and reclamation commenced immediately upon abandonment. The financial model for the Titan Project includes cost for mine reclamation and closure within the contract mining operating cost of US$5.23 per cubic meter.
The MSP parcel, located in unincorporated Benton County is part of an industrial park; however, significant development has yet to occur within the MSP parcel boundary. Neither the MSP nor the REP are currently permitted.
The waste and tailings disposal plan is fully integrated with the overall mine plan. At the beginning of mining, waste and tailings material will be placed, as needed, in temporary waste piles on the ground surface located 1.) in the Year 11 mining area and 2.) in the area northeast of the WCP. Tailings material will be filtered at the WCP to an optimum moisture content of approximately 16% to 18%. The use of filtered tailings allows the material to be placed like soil in backfilled lifts in the pits as mining progresses, thus minimizing the tailings storage footprint, and reclaiming the pit areas to near their original surface elevations. The temporary, out-of-pit waste storage areas are estimated to only be required through approximately Year 5 of mining, after which all tailings and waste material will be backfilled into the pit as mining progresses.
Water management on the site will be important for dewatering the mine pits, supplying the WCP, ensuring stability of the in-pit backfill material, and ensuring compliant discharge at the NPDES outfalls. Expected groundwater inflow to the pits has been estimated via groundwater modeling conducted by HDR. Groundwater that enters the pit will be collected in a sump near the mining face and pumped into settling ponds on the perimeter of the property. Water that is pumped to the ponds will be settled to remove turbidity and suspended solids. If necessary, pH control of the water will be conducted within the settling ponds.
IperionX has undertaken preliminary engagement with local stakeholders in the Project area, including landowners, community representatives, and local or regional authorities, to support Project planning and to identify social, land access, and community considerations relevant to development.
| |
Page 325 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 22.17 | Capital Cost Estimates |
Capital cost estimates are at a minimum at a feasibility level of confidence, having an accuracy level of ±15% and a contingency of 10%.
Estimated quantities and scope definitions for civil, structural, mechanical, piping, electrical, instrumentation, and other applicable disciplines were derived from these deliverables and used as the primary basis for the development of direct costs. Where applicable, selected cost inputs, pricing assumptions, and scope information provided by all parties contributing to the estimate were also incorporated into the estimate.
Direct costs generally comprise labor, materials, equipment, and subcontracted services associated with the supply, installation, and construction of the project facilities. These costs were developed from the relevant MTOs, scope definitions, vendor and contractor inputs, and estimating assumptions applicable to each discipline.
The estimate also includes the indirect costs necessary to support overall project execution. These generally comprise the temporary facilities, construction support, supervision, field management, and other project-related costs required to plan, manage, and deliver the work within the defined execution framework.
The total capital cost estimate for Phase 1 is US$228.1 million, and the total capital cost estimate for Phase 2 is US$153.2 million, for a total Project capital cost estimate of US$381.3 million.
| 22.18 | Operating Cost Estimates |
The operating cost estimate (OPEX) has been performed for Mining, Process Plant, Product Transport and Royalties. The following list of cost centers were used for the Process Plant OPEX estimation: salaries; General & Administrative (G&A); reagents; consumables; utilities (electricity, fuel, water, etc.); maintenance; and mobile equipment. The estimates have an accuracy of ±15%. The estimate base date is Q2, 2026.
Total operating costs average US$45.3 M per annum for Phase 1 and US$109.3 M per annum for Phase 2. This equates to US$13.31/t ore for Phase 1 and US$10.57/t ore for Phase 2.
| 22.19 | Economic Analysis |
A DCF model was based on a 14-year mine life and two-phase approach to construction and production.
Using variable product pricing based on external market studies, the Project generates US$1.93 billion free cash flow and the post-tax financial model, developed on an unlevered basis, has an NPV of US$813 million at an 8% discount rate and IRR of 39.4%, with a payback period of 3.63 years.
| |
Page 326 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
A sensitivity analysis was undertaken to determine the Project sensitivity for variations in product pricing, grade, capital cost estimates, and operating cost estimates. The sensitivity analysis demonstrates that the project is most sensitive to sales prices followed by grade.
| 22.20 | Risks |
MT, Primero, and MM&A contributed to a Project risk register and risk workshop. Following completion of the workshop, Primero carried out a Monte Carlo simulation to quantify the potential cost impact of the identified risks and to support the development of an appropriate contingency allowance.
Noteable project risks identified by the QPs that could potentially impact the Titan mining and processing operations include:
| 1. | Commodity pricing drops unexpectedly, due to overseas competition and flooding of the market |
| 2. | Discharged water does not meet permit requirements for discharge from site, which may result in permit violations and public protests or environmental incidents |
| 3. | Underperformance of the mining contractor may lead to lower-than-expected production levels |
| 4. | Permits and/or mitigation measures related to mining through streams and wetlands are unsuccessful and prohibit full extraction of reserves within mine plan |
| 5. | TVA is unable to provide the necessary electrical power to service the mine and plant operations prior to Phase 2 of the project |
| 6. | Desliming circuit may allow slimes through to the WCP which will result throughput reduction or restriction |
| 7. | Periods of high slimes may slow plant throughput, due to thickener constraint on load handling capability |
| 8. | Inability to maintain MSP building temperature and humidity impacting plant performance and recovery |
A nominal 10% contingency allowance was used for the direct and indirect costs of the design and supply estimate. Contingency allowance was not added to the budget estimate items. This was considered contractor’s contingency which would be applicable to a fixed price design and supply contract. This contingency allowance sits outside of the Owner’s contingency risk.
It is recommended the Owner’s contingency account for the following additional key risks that are not accounted for in the design and supply cost estimate:
| 1. | Cost escalation resulting from time and economic events |
| 2. | Movement in foreign exchange rates |
| 3. | Escalation and uncertainty in logistics costs due to timing being a long way out from contract execution |
| |
Page 327 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 4. | Escalation resulting from changing suppliers from low-cost country vendors |
| 5. | Escalation resulting from restriction in trade or changes to import tariffs |
| 6. | Process performance not being achieved due to equipment supplied from low-cost countries not performing as intended |
| 7. | Unable to obtain enforceable process and throughput performance guarantees from vendors |
| 8. | Unable to use low-cost equipment and manufacturing supply chain due to sanctions on supply of equipment into international projects associated with rare earths |
| 9. | Tailings dewatering equipment proves to be ineffective as planned and additional CAPEX/OPEX is necessary to achieve required moisture contents |
| 22.21 | Opportunities |
| 22.21.1 | Project Area |
Opportunities include:
| > | potential to add to the property holdings and increase the exploration potential for the mineral tenure to host prospective McNairy Formation units |
| > | if the mineralization currently classified as Inferred can be upgraded with additional drilling and mining study support |
| > | review of the mining area vs floodplain buffer allocations to determine if a portion of the buffer area can be included in the mine plan |
| > | varying the COG, thereby increasing annual ROM ore tonnage |
| > | increasing the Revenue Factor, thereby expanding the optimized pit shell and increasing annual ROM ore tonnage |
| > | outside the Project area, the “Camden area” mineral tenure drill results suggest the potential to support mineral resource estimation. The area is favorable because erosion has removed the Upper McNairy Formation unit, exposing Lower McNairy Formation sands. |
| 22.21.2 | Processing |
The following opportunities have been identified for further exploration in subsequent project phases:
| > | increase extent of modularization, particularly around the belt filter press once preferred vendor has been selected |
| > | further optimize the extent of piping pre-assembly and balance the use of pipe racks to minimize site construction costs |
| > | complete a transport study to investigate inland transport options to reduce risk and costs of freight to site |
| |
Page 328 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 22.22 | Conclusions |
Under the assumptions presented in this Report, the Project has a mine plan that is technically feasible and economically viable. The positive net present value of the Project supports the mineral reserve estimates.
| |
Page 329 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 23 | Recommendations |
The recommended work programs from the QPs include:
| 23.1 | Mining |
| 1. | Complete TDEC permit modification, wetlands and stream mitigation analysis, permitting and construction (approximately US$17.2 million) |
| 2. | Update of baseline surface water and groundwater studies (approximately US$100,000) |
| 3. | Permitting recommendations for the mine site (approximately US$0.75 million total): |
| a. | re-review existing field delineation of federal and state waters and add area not yet investigated |
| b. | re-review existing field habitat assessments of federal and state protected species and add area not yet investigated; species-specific surveys may be included |
| c. | update desktop-level cultural resources assessment |
| d. | conduct informal consultations with USFWS, TDEC, and THC (possible increased costs dependent on results of review) |
| e. | update USACE AJD verification (WoTUS) |
| f. | update TDEC-DWR HD concurrence (waters of the state) |
| g. | conduct pre-application meeting with USACE and TDEC-DWR as the Mine Site will likely result in Section 404/401 Individual Permit and thus trigger a NEPA review |
| 4. | Permitting for the MSP (approximately US$0.25 million total): |
| a. | obtain NPDES construction and industrial permits |
| b. | conduct field delineation of federal and state waters |
| c. | conduct field habitat assessments of federal and state protected species |
| d. | conduct desktop-level cultural resources assessment (possible increased costs dependent on results of review) |
| e. | complete informal consultations with USFWS, TDEC, and THC |
| f. | after completion of the above-mentioned studies at the MSP, complete the following: |
| i. | USACE AJD verification (WoTUS) |
| ii. | TDEC-DWR HD concurrence (waters of the state) |
| iii. | USFWS informal consultation, including MBTA and BGEPA |
| iv. | THC coordination |
| |
Page 330 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 5. | Waste and tailings disposal: |
| a. | if possible, continue to pursue the opportunity to sell tailings as by-product to further reduce tailings handling in early years of mining (to be completed by IperionX staff) |
| 6. | Social considerations, plans, negotiations and agreements (approximately $US40,000 per year): |
| a. | continue engagement activities with local groups and individuals as the Project advances, consistent with applicable laws and regulations, and in a manner customary for heavy mineral sands projects development |
| b. | consider qualified local individuals and businesses in hiring and procurement processes, consistent with standard industry practice, applicable laws, and operational needs |
| 23.2 | Processing |
| 23.2.1 | Recommendations |
Prior to progressing the Titan Project into detailed design and execution, it is recommended that the following activities be completed:
| 1. | Confirmatory Metallurgical and Process Testwork - Undertake the recommended confirmatory metallurgical testwork program to validate the revised FS flowsheet, equipment selections, and key design assumptions, particularly where the final design differs from earlier pilot-scale testwork. Outcomes should be used to confirm achievable recoveries, moisture targets, operating parameters, and equipment sizing, and to support vendor performance guarantees. |
| 2. | Low-Cost Country Vendor Verification - Implement a structured verification and risk mitigation program for major equipment proposed to be sourced from low-cost country vendors. This should include performance verification, reference plant assessments where available, and evaluation of quality assurance, warranties, spare parts availability, and long-term vendor support. |
| 3. | Tailings Dewatering and Deposition Validation - Further validate the ability of the selected tailings dewatering circuit to consistently achieve the target combined tailings moisture content (≤16% w/w, not to exceed 20% w/w) under full-scale operating conditions. Where practical, pilot scale vendor testwork should be undertaken, with findings incorporated into final equipment selection, sizing, and operating philosophy. |
| 4. | Logistics, Transport, and Route Assessment - Complete a detailed logistics and transportation study to de-risk the modular delivery strategy. The study should confirm optimal shipping methodology, preferred destination port(s), inland transport routes, over-dimensional constraints, permitting requirements, and maximum practical module sizes and weights, and be used to inform final module design and fabrication strategy. |
| 5. | Detailed Design Interface Definition - Clearly define and progress detailed design interfaces and battery limits between various contract scopes. Focus should be placed on civil, structural, mechanical, and utility interfaces to minimize the risk of scope gaps, rework, or constructability issues during execution. |
| |
Page 331 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 6. | Bridging Engineering and Execution Readiness - Proceed with a structured bridging engineering phase to finalize process design, complete hazard and operability study (HAZOP) and risk reviews, refine capital and operating cost estimates, and advance engineering definition to support fixed-price contracting. This phase should also be used to further identify and implement value-engineering opportunities. |
| 23.2.1.1 | Recommended Metallurgical Testwork |
The FS process flowsheet was developed from reference to metallurgical flowsheet development testwork results on Titan material, as well as experience with other similar applications. Modelling of this flowsheet was conducted based on agreed process design criteria (using metallurgical testwork results where available/appropriate but also many assumptions and estimates) to determine mass and water and elemental balances for design, equipment sizing, and overall performance estimates.
Given that there were significant changes made to the FS design process flowsheet compared to the flowsheet developed from completed metallurgical testwork and that some of the equipment included in the flowsheet was not tested and instead relied on experience or vendor estimates, it is recommended that further confirmatory metallurgical testwork is undertaken by IperionX before the next design phase of the project. It is recommended that the testwork outlined in the following sub-sections be considered.
| 23.2.1.2 | Feed Preparation Plant |
| > | Scrubber/trommel testwork to confirm sizing (vendor estimate may be considered sufficient for design but may be required for performance guarantee). |
| > | Feed screen testwork to confirm sizing (vendor estimate may be considered sufficient for design but may be required for performance guarantee). |
| > | Deslime cyclone testwork to confirm sizing and optimum set-up, as well as achievable mass split to overflow and underflow density (vendor simulations may be considered sufficient for design). |
| > | Surge bin testwork, including mass flow property testwork, to confirm wall angles and surface coating, as well as achievable solids consolidation density in bin. Sizing will be confirmed based on designated cut point to overflow and/or minimum surge capacity required. |
| 23.2.1.3 | Tailings Dewatering Circuit |
| > | Thickener testwork to confirm flocculant type and addition rate and maximum feed density, solids flux rate and overflow rise rate for sizing, as well as achievable underflow density. |
| > | Belt filter press testwork to confirm flocculant type and addition rate, and maximum unit solids and volumetric feed rates and recirculating load of solids to cloth wash for sizing, as well as achievable filter cake moisture. |
| |
Page 332 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| > | Sand tails dewatering cyclone and screen testwork to confirm maximum unit solids and volumetric feed rates and recirculating load of solids to screen undersize for sizing, as well as achievable screen oversize moisture (vendor estimate may be considered sufficient for design but may be required for performance guarantee). |
| 23.2.1.4 | Wet Concentrator Plant and Concentrate Upgrade Plant |
| > | Bulk testwork program to confirm performance estimates for design of the latest 5-stage (rougher, mid scavenger, cleaner, recleaner and finisher) WCP spirals circuit, with designated spiral types and loadings in each stage, rougher and mid scavenger spiral super-concentrates going to recleaner spirals, no finisher spiral tails oversize removal (screens) and recirculation of cleaner spirals stage tailings to the rougher spirals stage to maximize HM recovery. |
| > | Bulk testwork program to confirm performance estimates for design of the latest CUP circuit, including UCC, UCC overflow spirals and HMC oversize screen. |
| > | UCC and UCC overflow spirals feed cyclones testwork to confirm sizing and optimum set-up, as well as achievable mass splits to overflow and underflow densities (vendor simulations may be considered sufficient for design). |
| 23.2.2 | Estimated Cost of Process Recommendations |
The estimated cost of the recommended work programs outlined above has been developed at an order-of-magnitude level consistent with FS definition. The total cost is estimated to be in the range of approximately US$5 million to US$7 million.
This estimate reflects the targeted nature of the recommended activities, which are focused on confirmation and validation of key design assumptions rather than development of a fundamentally new process flowsheet. The primary cost components are associated with confirmatory metallurgical testwork, including bulk pilot programs and tailings dewatering validation using vendor-supported test facilities, together with a structured bridging engineering phase to advance the design to execution readiness.
The bridging engineering phase is expected to comprise the largest single component of this cost range and includes process design refinement, equipment definition, layout development, and completion of key risk reviews such as HAZOP. The remaining costs are associated with focused unit-operation testwork (e.g., cyclones, screening, and dewatering equipment), targeted vendor verification activities for major equipment suppliers, and completion of logistics and transport studies to support the modular execution strategy.
The estimated cost range reflects the use of existing metallurgical testwork data, reliance on vendor-supported test programs in lieu of full-scale pilot campaigns, and a targeted approach to engineering progression. These estimates are based on benchmarking against comparable mineral sands projects at a similar stage of development and are considered appropriate for inclusion in the TRS.
| |
Page 333 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 24 | References |
| 24.1 | Bibliography |
| 1 | Mineral Technologies Report, Titan Mineral Sands Project – Benton Ore, Conventional Wet Gravity and Dry Physical Separation Testwork Including Creation of Ilmenite, Rutile, Zircon, and Monazite Concentrate from Provided Ore Samples, MTNA21069, Rev.2, September 22, 2021. |
| 2 | Mineral Technologies Report, Titan Mineral Sands Project – Camden Ore, Scoping Testwork for Wet Gravity, Rare Earth Mineral Flotation and Dry Physical Separation to Produce Concentrates of Zircon, Monazite and Titanium Minerals, MS21/3394979/1, Rev.2, February 16, 2022. |
| 3 | Primero Scoping Study Report, Titan Heavy Mineral Sands Project, 40501-REP-GE-002, June 2022. |
| 4 | HDR, Technical Memo, IperionX Baseline Groundwater and Surface Water Assessment, July 15, 2022. |
| 5 | HDR, IperionX Groundwater Flow Model, December 14, 2022. |
| 6 | State of Tennessee Department of Environment and Conservation “Issuance of NPDES Permit and Mining Permit, NPDES Permit TN0070711, Mining Permit OM-70711-01, IperionX Critical Minerals LLC, Titan Project, Carroll and Henry Counties” approved August 14, 2023. |
| 7 | IperionX Titan Project Technical Report Summary, October 6, 2021. |
| 8 | IperionX “Technical Report Summary for Titan Project”, submitted by IperionX as of June 30, 2024. |
| 9 | S&ME - “Report of Geotechnical Exploration – Titan Heavy Mineral Sands Project – Wet/Dry Plant, Camden Tennessee, S&ME Project No. 22350271B”, submitted to IperionX on August 14, 2025. |
| 10 | S&ME - “Report of Geotechnical Exploration – Titan Heavy Mineral Sands Project – Mine Pit Side Wall Slopes, Camden Tennessee, S&ME Project No. 22350271B”, submitted to IperionX on August 21, 2025. |
| 11 | S&ME - “Report of Engineering Services – Titan Heavy Mineral Sands Project – Tailings Slope, Camden Tennessee, S&ME Project No. 22350271B”, submitted to IperionX on August 27, 2025. |
| 12 | HDR - “Groundwater Flow Model Addendum, IPX, Henry and Carroll Counties, TN” submitted to IperionX on March 30, 2026. |
| 13 | MM&A –“Request for Mine Prices – IperionX Limited Titan Project near Camden, Tennessee” submitted to mining contractors February 20, 2026. |
| 14 | Mineral Technologies Report - “Titan Feasibility Study Report, IperionX Critical Minerals LLC” April 16, 2026. |
| 15 | Perma - Fix Environmental Services, Inc., “Radiation Management Plan for the IperionX Titan Heavy Mineral Sands Project, Tennessee – Draft”, submitted to IperionX July 2022. |
| |
Page 334 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 16 | Primero - “Project Risk Register – Titan Heavy Miner Sand Feasibility Study” December 2, 2025. |
| 17 | MM&A - SME Mining Reference Handbook, (2002), published by the Society for Mining, Metallurgy, and Exploration, Inc., Edited by Lowrie, R.L. |
| 18 | USEPA. Ecoregions of Mississippi - https://www3.epa.gov/airquality/greenbook/ancl.html |
| 19 | https://web.archive.org/web/20220119153425/https://gaftp.epa.gov/EPADataCommons/ORD/Ecoregions/ms/ms_front.pdf |
| 20 | RCRA Hazardous Waste Disposal in Tennessee https://encamp.com/rcra-hazardous-waste-compliance/tennessee/ |
| 21 | Treatment, Storage, and Disposal Facilities. https://www.tn.gov/environment/program-areas/solid-waste/hw/tsd-facilities.html |
| 22 | 2023.04.20_IperionX application package updated: Application document prepared by IRTEC for a new source NPDES permit and new Surface Minig Permit for WCP site. |
| 23 | Titan Permit Area -SPM 5 1_IRTEC: A map showing the extent of permit boundary for WCP site and mine. |
| 24 | IPX103 Mineral Separation Plant Location |
| 25 | 650 Divider and Natchez Trace Road ESA Final _Phase 1 Environmental Site Assessment. The Breland Group 2024. |
| 26 | Mine Value Partners – “Expected Payability for Rare Earth Concentrates from IperionX’s Titan project”, 30 April 2026. |
| 27 | TZ Minerals International Pty Ltd (TZMI) - Titanium Feedstock Price Forecast (Issue 3, 2025) |
| 28 | Argus Media - IperionX Rare Earth Concentrate Calculations (April 2026) |
| 29 | Adamas Intelligence - Rare Earth Magnet Market Outlook to 2040 (Q4 2025) |
| 30 | USEPA. Ecoregions of Mississippi. https://web.archive.org/web/20220119153425/https://gaftp.epa.gov/EPADataCommons/ORD/Ecoregions/ms/ms_front.pdf |
| 31 | USFWS. 2025. Northern Long-eared Bat and Tricolored Bat Voluntary Environmental Review Process for Development Projects. https://www.fws.gov/sites/default/files/documents/2025-04/nleb_tcb_consultation_guidance_version-1.1_final_.pdf. |
| 32 | EPA Application Form 2D. https://www.epa.gov/sites/default/files/2019-05/documents/form_2d_epa_form_3510-2d.pdf |
| 24.2 | Abbreviations, Acronyms and Units of Measure |
Table 24-1: Abbreviations, acronyms, and units of measure.
| Acronym | Definition |
| 2-D | Two-dimensional |
| 3-D | Three-dimensional |
| AACE | Advancement of Cost Engineering |
| |
Page 335 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Acronym | Definition |
| ABA | Acid Base Accounting |
| Adamas | Adamas Intelligence |
| AISC | All In Sustaining Costs |
| AJD | Approved Jurisdictional Determination |
| AlO3 | Aluminum oxide |
| AP | Acid Potential |
| ARAP | Aquatic Resource Alteration Permit |
| ARD | Acid rock drainage |
| Argus | Argus Media |
| ASTM | ASTM International |
| AUD | Australian Dollar |
| BGEPA | Bald and Golden Eagle Protection Act |
| CAGR | Compound Annual Growth Rate |
| CAPEX | Capital cost |
| CeO2 | Cerium (IV) oxide |
| cm | centimeters |
| COG | Cut-Off Grade |
| CSX | CSX Transportation |
| CUP | Concentrate Upgrade Plant |
| CWA | Clean Water Act |
| DCF | Discounted Cash Flow |
| DO | Dissolved oxygen |
| DRH | Division of Radiological Health |
| Dy2O3 | Dysprosium oxide |
| EPA | US Environmental Protection Agency |
| EPCM | Engineering, Procurement, Construction, and Management |
| ESA | Endangered Species Act |
| FEL | front-end loader |
| FEMA | Federal Emergency Management Agency |
| FPP | Feed Preparation Plant |
| FPW | Flotation process water |
| FS | Feasibility Study |
| G&A | General and Administrative costs |
| g/cm³ | grams per cubic centimeter |
| GARAP | General Aquatic Resource Alteration Permit |
| Geoprobe | Geoprobe 5140LS roto-sonic drill rig |
| GeoSpark | GeoSpark Consulting Inc. |
| GIS | Geographic information system |
| gpd | Gallons per day |
| gpm | Gallons per minute |
| G-Squared L.L.C. | G-Squared |
| HAZOP | Hazard and operability study |
| Ha | Hectare |
| HDR | HDR Engineering, Inc. |
| HLS | Heavy Liquid Separation |
| HM% | Heavy mineral percent |
| HMC | Heavy Mineral Concentrate |
| HMS | Heavy mineral sands |
| hp | Horsepower |
| HPO | Historic Preservation Office |
| |
Page 336 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Acronym | Definition |
| HREC | Heavy rare earth concentrate, HREE-dominant by value |
| HREE | Heavy rare earth elements |
| HTRS | High-tension roll separator |
| HV | High voltage |
| I/O | Input/output |
| ICP-MS | Inductively-couple plasma mass spectrometry |
| ID2 | Second power interpolation |
| IP | Individual Permit |
| IPaC | USFWS Information for Planning and Consultation |
| IperionX | IperionX Limited |
| IRMS | Induced roll magnetic separator |
| IRR | Internal Rate of Return |
| Irtec | Innovative Reclamation Technologies & Engineering Co., Inc. |
| IXCM | IperionX Critical Minerals, LLC |
| kg | Kilograms |
| KGS | Karst Geo Solutions, LLC |
| km | Kilometers |
| km² | Square kilometers |
| K-MINE | K-MINE Group |
| kV | Kilovolt |
| KWT | Kentucky-West Tennessee Railway |
| lbs | Pounds |
| LED | Light-Emitting Diode |
| LFCU | Lyons Feed control Unit |
| LOA | Living out allowance |
| LOM | Life of mine |
| m/day | Meters per day |
| m²/day | Square meters per day |
| MBTA | Migratory Bird Treaty Act |
| MCCs | Motor control centers |
| MinComp | Mineral composition |
| MM&A | Marshall Miller & Associates, Inc. |
| MOUs | Memoranda of Understanding |
| MPA | Max Potential Acidity |
| MRE | Mineral resource estimate |
| MSHA | US Department of Labor Mine Safety and Health Administration |
| MSP | Mineral Separation Plant |
| MT | Mineral Technologies Pty Ltd |
| Mt | Million metric tonnes |
| MTO’s | Material takeoffs |
| Mtpa | Million tonnes per annum |
| MUP | Mining Unit Plant |
| NEPA | National Environmental Policy Act |
| NHP | TDEC Natural Heritage Program |
| NHPA | National Historic Preservation Act |
| NNP | Net Neutralization Potential |
| NP | Neutralization Potential |
| NPDES | National Pollutant Discharge Elimination System |
| NPI | Non-process infrastructure |
| NPV | Net Present Value |
| |
Page 337 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Acronym | Definition |
| NPV8 | Net Present Value at 8% discount rate |
| NRC | United States Nuclear Regulatory Commission |
| NRHP | National Register of Historic Places |
| NTUs | Nephelometric turbidity units |
| NWP | Nationwide permit |
| O/F | Overflow |
| OBBBA | One Big Beautiful Bill Act |
| OLED | Organic Light-Emitting Diode |
| OPEX | Operating cost |
| ORP | Oxidation reduction potential |
| OSHA | Occupational Safety and Health Administration |
| Pace | Pace Analytical Services LLC |
| PCC | Primary Conductor Circuit |
| PDC | Primary Dry Circuit |
| PFDs | Process Flow Diagrams |
| PNCC | Primary Non-conductor Circuit |
| PPE | personal protective equipment |
| Primero | Primero Group Americas Inc. |
| QAQC | Quality assurance and quality control |
| QEMSCAN | Quantitative evaluation of materials by scanning electron microscopy |
| QPs | Qualified Persons |
| RC | Reverse Circulation |
| RCRA | Resource Conservation and Recovery Act |
| REDS | Rare earth drum separator |
| REE | Rare earth elements |
| REE* | the combined rare earth %, Monazite % and Xenotime % |
| REP | Rare Earth Plant |
| RERS | rare earth roll magnetic separator |
| RF | Revenue Factor |
| RIO | Remote I/O |
| ROM | Run of mine |
| ROW | Right-of-way |
| S&ME | S&ME, Inc. |
| SEC | US Securities and Exchange Commission |
| SGS Lakefield | SGS - Canada - Lakefield |
| SI | International System of Units metric System |
| SiO2 | Silicon dioxide |
| S-K1300 | Regulation S-K 1300 |
| %Slimes | Percent slime |
| STEM | Science, Technology, Engineering, and Mathematics |
| SWPPP | Stormwater pollution prevention plan |
| t/m³ | Tonnes per cubic meter |
| Tb4O7 | Terbium oxide |
| TCLP | Toxicity Characteristic Leaching Potential |
| TDC | Tailings dewatering circuit |
| TDEC | Tennessee Department of Environment and Conservation |
| TDEC-DWR | TDEC Division of Water Resources |
| TDOA | Tennessee Division of Archaeology |
| TDS | Total dissolved solids |
| Terrasonic | Terrasonic 150c rig |
| |
Page 338 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Acronym | Definition |
| THC | Tennessee Historical Commission |
| the Project | the Titan Product |
| the Study | Definitive Feasibility Study |
| THM | Total Heavy Minerals |
| THM% | Percent of total heavy minerals |
| TiCl4 | Titanium Tetrachloride |
| TiO2 | Titanium Dioxide |
| TN APC | Tennessee Division of Air Pollution Control |
| TNGenWeb | Tennessee Cemetery Database |
| TNWSCA | Threatened Wildlife Species Conservation Act |
| tonnes | Metric tonnes |
| tpa | Tonnes per annum |
| tph | Tonnes per hour |
| TREO | Total Rare Earth Oxides |
| TRS | Technical Report Summary |
| TVA | Tennessee Valley Authority |
| TZMI | TZ Minerals International Pty Ltd |
| UCC | Up Current Classifier |
| US | United States |
| US$ | United States Dollars |
| US$/t | US Dollar per tonne |
| USACE | US Army Corps of Engineers |
| USFWS | United States Fish and Wildlife Service |
| USGS | US Geological Survey |
| UT | University of Tennessee |
| UTIA | University of Tennessee Institute of Agriculture |
| UV | Ultra-violet |
| VAC | Volt alternating current |
| VSDs | Variable speed drives |
| Wallis | Wallis RC rig |
| WBS | Work Breakdown Structure |
| WCP | Wet Concentrator Plant |
| WET | Whole Effluent Toxicity |
| WoTUS | Waters of the US |
| XRF | X-ray fusion |
| YSZ | Yttria-stabilized Zirconia |
| ZrO2 | Zirconium Dioxide |
| 24.3 | Glossary of Terms |
| Term | Definition |
| block Model | A 3-dimensional grid of cells used to represent spatial, geological, or economic data, primarily in mining for modeling ore bodies. |
| concentrate | The concentrate is the valuable product from mineral processing, as opposed to the tailing, which contains the waste minerals. |
| cut-off grade | The grade (i.e., the concentration of metal or mineral in rock) that determines the destination of the material during mining. |
| data verification | The process of confirming that data has been generated with proper procedures, has been accurately transcribed from the original source and is suitable to be used for mineral resource estimation. |
| |
Page 339 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Term | Definition |
| feasibility study |
A comprehensive technical and economic study of the selected development option for a mineral project, which includes detailed assessments of all applicable modifying factors, as defined by this section, together with any other relevant operational factors, and detailed financial analysis that are necessary to demonstrate, at the time of reporting, that extraction is economically viable. The results of the study may serve as the basis for a final decision by a proponent or financial institution to proceed with, or finance, the development of the project. (1) A feasibility study is more comprehensive, and with a higher degree of accuracy, than a pre-feasibility study. It must contain mining, infrastructure, and process designs completed with sufficient rigor to serve as the basis for an investment decision or to support project financing. (2) The confidence level in the results of a feasibility study is higher than the confidence level in the results of a pre-feasibility study. Terms such as full, final, comprehensive, bankable, or definitive feasibility study are equivalent to a feasibility study. |
| encumbrance | An interest or partial right in real property which diminished the value of ownership but does not prevent the transfer of ownership. Mortgages, taxes, and judgements are encumbrances known as liens. Restrictions, easements, and reservations are also encumbrances, although not liens. |
| gangue minerals | The commercially worthless, unwanted rock or mineral materials associated with valuable ore deposits. |
| heavy liquid separation | Heavy liquid separation is an analytical laboratory-based float-sink test to separate minerals based on their density by means of a high-density liquid to aid in prediction of mineral grades from future gravity-based processing circuitry. |
| heavy minerals | Heavy minerals are defined as minerals having a higher density than quartz, the most common rock-forming soil mineral with a density of 2.65 g/cm3. |
| indicated mineral resource | An indicated mineral resource is that part of a mineral resource for which quantity and grade or quality are estimated on the basis of adequate geological evidence and sampling. The level of geological certainty associated with an indicated mineral resource is sufficient to allow a qualified person to apply modifying factors in sufficient detail to support mine planning and evaluation of the economic viability of the deposit. Because an indicated mineral resource has a lower level of confidence than the level of confidence of a measured mineral resource, an indicated mineral resource may only be converted to a probable mineral reserve. |
| induced roll magnetic separator | A mineral processing device that uses electromagnetically generated high intensity magnetic fields in order to continuously separate small paramagnetic particles (ranging from less than 2 microns to 45 microns) from non-magnetic materials. |
| inferred mineral resource |
An inferred mineral resource is that part of a mineral resource for which quantity and grade or quality are estimated on the basis of limited geological evidence and sampling. The level of geological uncertainty associated with an inferred mineral resource is too high to apply relevant technical and economic factors likely to influence the prospects of economic extraction in a manner useful for evaluation of economic viability. Because an inferred mineral resource has the lowest level of geological confidence of all mineral resources, which prevents the application of the modifying factors in a manner useful for evaluation of economic viability, an inferred mineral resource may not be considered when assessing the economic viability of a mining project, and may not be converted to a mineral reserve. A qualified person must have a reasonable expectation that the majority of inferred mineral resources could be upgraded to indicated or measured mineral resources with continued exploration; and should be able to defend the basis of this expectation before his or her peers.
|
| |
Page 340 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Term | Definition |
| initial assessment | An initial assessment is a preliminary technical and economic study of the economic potential of all or parts of mineralization to support the disclosure of mineral resources. The initial assessment must be prepared by a qualified person and must include appropriate assessments of reasonably assumed technical and economic factors, together with any other relevant operational factors, that are necessary to demonstrate at the time of reporting that there are reasonable prospects for economic extraction. An initial assessment is required for disclosure of mineral resources but cannot be used as the basis for disclosure of mineral reserves. |
| measured mineral resource | That part of a mineral resource for which quantity and grade or quality are estimated on the basis of conclusive geological evidence and sampling. The level of geological certainty associated with a measured mineral resource is sufficient to allow a qualified person to apply modifying factors, as defined in this section, in sufficient detail to support detailed mine planning and final evaluation of the economic viability of the deposit. Because a measured mineral resource has a higher level of confidence than the level of confidence of either an indicated mineral resource or an inferred mineral resource, a measured mineral resource may be converted to a proven mineral reserve or to a probable mineral reserve. |
| mineral reserve | A mineral reserve is an estimate of tonnage and grade or quality of indicated and measured mineral resources that, in the opinion of the qualified person, can be the basis of an economically viable project. More specifically, it is the economically mineable part of a measured or indicated mineral resource, which includes diluting materials and allowances for losses that may occur when the material is mined or extracted. |
| mineral resource | A mineral resource is a concentration or occurrence of material of economic interest in or on the Earth’s crust in such form, grade or quality, and quantity that there are reasonable prospects for economic extraction. A mineral resource is a reasonable estimate of mineralization, taking into account relevant factors such as cut-off grade, likely mining dimensions, location, or continuity, that, with the assumed and justifiable technical and economic conditions, is likely to, in whole or in part, become economically extractable. It is not merely an inventory of all mineralization drilled or sampled. |
| mineral sands | Concentrations of heavy minerals in an alluvial (old beach or river system) environment. |
| mineral separation plant |
Using screening, magnetic, electrostatic and gravity separation circuits to separate valuable minerals from non-valuable minerals, and to make different ilmenite, rutile, leucoxene, and zircon product grades for specific customer requirements. |
| modifying factors | the factors that a qualified person must apply to indicated and measured mineral resources and then evaluate in order to establish the economic viability of mineral reserves. A qualified person must apply and evaluate modifying factors to convert measured and indicated mineral resources to proven and probable mineral reserves. These factors include, but are not restricted to: Mining; processing; metallurgical; infrastructure; economic; marketing; legal; environmental compliance; plans, negotiations, or agreements with local individuals or groups; and governmental factors. The number, type and specific characteristics of the modifying factors applied will necessarily be a function of and depend upon the mineral, mine, property, or project. |
| open pit | A mine that is entirely on the surface. Also referred to as open-cut or open-cast mine. |
| probable mineral reserve | A probable mineral reserve the economically mineable part of an indicated and, in some cases, a measured mineral resource. |
| |
Page 341 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| Term | Definition |
| proven mineral reserve | A proven mineral reserve is the economically mineable part of a measured mineral resource and can only result from conversion of a measured mineral resource. |
| qualified person | A qualified person under SEC S-K 1300 regulations as a person who is a mineral industry professional with at least five years of relevant experience in the type of mineralization and type of deposit under consideration and in the specific type of activity that person is undertaking on. In addition, a qualified person is required to be an eligible member or licensee in good standing of a recognized professional organization at the time the technical report is prepared. The rules provide that a third-party firm, which employs a qualified person, may sign the technical report summary and provide the written consent required for an expert under Section 11 of the Securities Act, without naming the individual qualified person. If the qualified person is an employee of the registrant, however, he or she must provide the written consent on an individual basis. |
| rare earth roll magnetic separator | A dry, permanent magnetic separator used to remove or concentrate weak paramagnetic particles (ranging from 15mm to 75mm) from non-magnetic materials, particularly in mineral processing, ceramics, and recycling industries. |
| reclamation | The restoration of a site after mining or exploration activity is completed. |
| royalty | An amount of money paid at regular intervals by the lessee or operator of an exploration or mining property to the owner of the ground. Generally based on a specific amount per tonne or a percentage of the total production or profits. Also, the fee paid for the right to use a patented process. |
| run-of-mine material | Raw, unprocessed ore immediately after extraction from a mine. |
| specific gravity | The weight of a substance compared with the weight of an equal volume of pure water at 4°C. |
| total heavy minerals | Total volume of heavy minerals within a deposit. |
| up current classifier | A mineral processing device that separates particles based on size and density using an upward flow of water to create a teeter-bed (fluidized bed). |
| variogram | A graphical tool in geostatistics utilized to measure how data points differ as the distances between the points increase. The method plots the average squared difference between pairs of data points against their separation distance and serves as a base for mapping spatial continuity and modeling spatial correlation for techniques like kriging. |
| wet concentration plant | Utilizing sizing and gravity differentiation between heavy minerals, valuable heavy minerals, clay and quartz to produce a high-grade (between 85 and 98 per cent) heavy mineral concentrate, retaining valuable minerals, and minimizing gangue within the concentrate. |
| |
Page 342 |
| |
TITAN PROJECT TENNESSEE, U.S. TECHNICAL REPORT SUMMARY ON FEASIBILITY STUDY |
| 25 | Reliance on Information Provided by the Registrant |
A summary of the information provided by IperionX relied upon by the QPs for the purposes of this TRS is provided in Table 25-1.
Table 25-1: Information from Registrant Relied Upon by QPs
| Category | Information Provided by IperionX | Report Section |
| Marketing | Long-term price forecast used in financial projections, information relating to market studies for different products, market strategies, marketing, and sales contracts. | 16 |
| Legal | Mineral control and surface control rights as shown on maps, including information relating to the ownership, the mineral tenure, surface rights, water rights, royalties, encumbrances, permitting requirements. | 3.2, 3.3, 3.4, 3.5 |
| Stakeholder Accommodations | Information relating to community relations. | 3.9, 17.6, 17.7, 17.8 |
| Environmental | Information relating to baseline and supporting studies for environmental permitting, permit and bonding information. | 3.7, 3.8, 17 |
| |
Page 343 |